 Zum Inhalt springen
Zum Inhalt springen 

Viele moderne Spritzgießmaschinen können sowohl Präzisions- als auch Standardarbeiten bewältigen. Der entscheidende Unterschied liegt in der Qualität des Steuerungssystems der Maschine, den Wiederholgenauigkeitsspezifikationen und der Präzision, mit der Prozessparameter eingehalten werden – nicht unbedingt in einem völlig anderen Maschinentyp.
– Precision molding requires specialized machines with high repeatability (shot-to-shot variation under 0.5%), advanced mold steels, and tighter process controls.
– Ordinary injection molding is more cost-effective for consumer goods and non-critical parts where tight tolerances are unnecessary.
– The choice between precision and ordinary molding depends on your part’s functional requirements, industry standards, and budget constraints.
– At ZetarMold, we run both precision and ordinary molding lines—choosing the right process can save you 20–40% on tooling costs without sacrificing quality.
What Is Precision Injection Molding and How Does It Differ from Ordinary Molding?
Precision injection molding is a manufacturing process that produces plastic parts with extremely tight dimensional tolerances, typically ±0.01 to ±0.05 mm. Ordinary injection molding, by contrast, works within broader tolerances of ±0.1 to ±0.5 mm and is suitable for parts where exact dimensions are less critical.
In our factory at ZetarMold, we often get asked: “Do I really need precision molding?” The honest answer is—it depends on your application. If you’re making a medical device housing where components must snap together with micron-level accuracy, precision molding is non-negotiable. But if you’re producing a storage container lid, ordinary molding gets the job done at a fraction of the cost.
The difference isn’t just about tolerances. Precision molding demands a complete ecosystem: higher-grade mold steels1, more sophisticated machine controls, engineered-grade resins, and tighter quality inspection protocols. Ordinary molding uses standard tooling and commodity plastics, making it faster and cheaper to set up.
What Are the Key Technical Differences Between the Two Processes?
The technical differences between precision and ordinary injection molding span every aspect of the process—from the machine to the mold to the material. Here’s a detailed comparison based on what we see daily on our shop floor:
| Parameter | Precision Injection Molding | Ordinary Injection Molding |
|---|---|---|
| Abmessungstoleranz | ±0.01–0.05 mm | ±0.1–0.5 mm |
| Machine Clamping Repeatability | < 0.5% shot-to-shot variation | 1–3% shot-to-shot variation |
| Injection Pressure Control | Closed-loop servo control, ±1% accuracy | Standard hydraulic, ±5% accuracy |
| Formstahl | H13, S136 (hardened to 48–52 HRC) | P20, 718H (pre-hardened 28–34 HRC) |
| Mold Machining | CNC + EDM, surface finish Ra 0.2 µm or better | CNC, surface finish Ra 0.8–1.6 µm |
| Kühlsystem | Conformal or precision-drilled, ±1°C control | Standard straight-drilled channels |
| Material Klasse | Engineering resins (POM, PC, PA66-GF) | Commodity resins (PP, PE, ABS) |
| Typical Tooling Cost | $15,000–$100,000+ | $3,000–$30,000 |
| Zykluszeit | 15–60 seconds (longer cooling/packing) | 10–30 seconds |
| Qualitätskontrolle | CMM, optical measurement, 100% inspection possible | Go/no-go gauges, sampling inspection |
We’ve found that many customers initially request precision molding when ordinary molding would suffice. At ZetarMold, we always review the part design first and recommend the most cost-effective process. Sometimes, a small design change—like adding a draft angle or adjusting wall thickness—can move a part from precision to ordinary molding territory, saving thousands in tooling costs.
“Precision injection molding always requires a completely different type of machine than ordinary molding.”Falsch
Many modern injection molding machines can handle both precision and ordinary work. The key difference is in the machine’s control system quality, repeatability specifications, and how precisely it maintains process parameters—not necessarily a completely different machine type.
Verpackung (Behälter, Verschlüsse, Deckel)Wahr
Closed-loop servo-driven control is essential for precision molding. It continuously monitors and adjusts injection pressure, speed, and position in real time, keeping shot-to-shot variation below 0.5%—something open-loop hydraulic systems cannot guarantee.
Why Does Mold Quality Matter So Much in Precision Molding?

The mold is the heart of precision injection molding. In precision work, the mold must be machined to tolerances 3–5× tighter than the final part tolerance because it must account for shrinkage compensation2, thermal expansion, and wear over the mold’s lifetime.
At ZetarMold, our precision molds use hardened steel like S136 (stainless, 48–52 HRC) or H13 for high-temperature resins. We machine cavities using a combination of high-speed CNC and wire EDM to achieve surface finishes of Ra 0.2 µm or better. The cooling channels are carefully designed—sometimes using conformal cooling—to ensure uniform temperature distribution within ±1°C across the cavity surface.
For ordinary molds, we typically use P20 pre-hardened steel (28–34 HRC), standard CNC machining with Ra 0.8–1.6 µm finishes, and conventional straight-drilled cooling channels. These molds cost significantly less and are faster to manufacture, but they can’t hold the tight tolerances precision applications demand.
One critical factor many people overlook is mold maintenance. Precision molds require regular inspection and polishing cycles—typically every 50,000–100,000 shots—while ordinary molds can often run 200,000+ shots between maintenance intervals.
What Materials Work Best for Precision vs. Ordinary Molding?

Material selection is where precision and ordinary molding diverge significantly. Precision molding typically uses engineering-grade resins with predictable and low shrinkage rates, while ordinary molding works well with commodity plastics.
For precision parts, we commonly use:
- POM (Acetal/Delrin): Shrinkage 1.8–2.2%, excellent dimensional stability, ideal for gears and mechanical components
- PC (Polycarbonat): Shrinkage 0.5–0.7%, great optical clarity, used in lenses and medical devices
- PA66-GF (Glass-filled Nylon): Shrinkage 0.3–0.5% (with glass fill), high strength for structural precision parts
- PBT-GF: Shrinkage 0.3–0.5%, excellent for electrical connectors requiring tight tolerances
For ordinary molding applications:
- PP (Polypropylen): Shrinkage 1.0–2.5%, cost-effective for containers and packaging
- ABS: Shrinkage 0.4–0.7%, good all-rounder for consumer products
- PE (Polyethylen): Shrinkage 1.5–3.5%, used for simple parts with relaxed tolerances
The key point: materials with high or unpredictable Schwindungsraten3 make precision molding much harder. That’s why glass-filled compounds are popular for precision work—the glass fibers dramatically reduce and stabilize shrinkage.
How Does Process Control Differ Between Precision and Ordinary Molding?

Process control is arguably the biggest operational difference between precision and ordinary injection molding. In precision molding, every parameter is monitored, recorded, and controlled within narrow bands.
Here’s what precision process control looks like in our ZetarMold facility:
- Schmelztemperatur: Controlled within ±2°C across all barrel zones (ordinary: ±5–10°C)
- Einspritzgeschwindigkeit: Multi-stage profiling with ±1% repeatability (ordinary: single-stage, ±5%)
- Nachdruck4: Precisely staged to compensate for shrinkage, monitored via cavity pressure sensors (ordinary: single-stage, time-based cutoff)
- Temperatur der Form: Maintained within ±1°C using oil or water temperature controllers (ordinary: ±3–5°C)
- Abkühlungszeit: Optimized through simulation and validated with in-mold temperature sensors (ordinary: estimated from experience)
We also use Moldflow-Analyse5 software (Moldflow or Moldex3D) to simulate and optimize the filling pattern before cutting steel for precision molds. For ordinary molds, simulation is helpful but not always required—experienced toolmakers can often design adequate gating and cooling from experience alone.
“Ordinary injection molding doesn’t require any process monitoring or quality control.”Falsch
Ordinary molding still requires process monitoring and quality control—just at a less granular level. Parameters like cycle time, part weight, and visual appearance are still tracked. The difference is that precision molding requires real-time cavity pressure monitoring and statistical process control (SPC) on critical dimensions.
“Cavity pressure sensors are a hallmark of precision injection molding process control.”Wahr
Cavity pressure sensors provide direct, real-time measurement of what’s happening inside the mold. They enable automatic part sorting (good vs. suspect), process optimization, and are widely considered the gold standard for precision molding quality control.
Which Industries Require Precision Injection Molding?

Precision injection molding serves industries where part accuracy directly impacts product function, safety, or regulatory compliance. Based on our experience at ZetarMold, these are the primary sectors:
- Medizinische Geräte: Surgical instrument housings, diagnostic cartridges, drug delivery systems—tolerances of ±0.02 mm are common, with full traceability required (ISO 13485)
- Automotive electronics: Connector housings, sensor enclosures, and ECU casings where parts must mate precisely and withstand vibration
- Optical components: Lenses, light guides, and reflectors requiring surface accuracy within fractions of a micron
- Unterhaltungselektronik: Smartphone casings, wearable device housings, and connector components with tight snap-fit requirements
- Luft- und Raumfahrt: Lightweight structural components meeting AS9100 standards
Ordinary injection molding, meanwhile, covers the majority of products made by injection molding by volume — from household containers to automotive trim panels.
- Packaging (containers, caps, closures)
- Präzisionsspritzguss vs. herkömmlicher Spritzguss: Wesentliche Unterschiede
- Toys and recreational products
- Non-critical automotive interior trim
- General consumer products
How Do You Decide Which Process Is Right for Your Project?

Choosing between precision and ordinary injection molding comes down to answering a few key questions. Here’s the decision framework we use at ZetarMold when consulting with new customers:
- What are the tightest tolerances on your drawing? If all dimensions are ±0.1 mm or wider, ordinary molding is likely sufficient.
- Does the part interface with other precision components? Snap fits, gear meshes, and sealing surfaces often require precision molding.
- What industry standards apply? Medical (ISO 13485), automotive (IATF 16949), and aerospace (AS9100) often mandate precision-level process controls.
- What’s your production volume? Higher volumes help amortize the higher tooling cost of precision molds. For low volume injection molding, ordinary molds with aluminum tooling may be more practical.
- What’s your budget? Precision tooling costs 2–5× more than ordinary tooling. Make sure the application justifies the investment.
At ZetarMold, we’ve helped hundreds of customers navigate this decision. Sometimes we find that a hybrid approach works best—precision tolerances on critical features, with ordinary tolerances elsewhere in the same mold. This “selective precision” approach can cut tooling costs by 20–30% compared to full precision molds.

Häufig gestellte Fragen
What tolerance can precision injection molding achieve?
Precision injection molding typically achieves tolerances of ±0.01 to ±0.05 mm, depending on the material, part geometry, and wall thickness. Some ultra-precision applications (micro-molding) can reach ±0.005 mm. Ordinary molding generally works within ±0.1 to ±0.5 mm.
Is precision injection molding always more expensive?
Yes, precision molding has higher upfront costs—typically 2–5× more for tooling and 10–30% higher per-part costs due to slower cycle times, more expensive materials, and stricter quality inspection. However, it eliminates costly secondary operations like machining and reduces reject rates, which can offset the higher initial investment at scale.
Can ordinary injection molds be upgraded to precision?
Generally no. Precision molds require higher-grade steel, tighter machining tolerances, and different cooling designs from the start. Attempting to “upgrade” an ordinary mold usually costs more than building a precision mold from scratch. The steel grade and heat treatment alone cannot be changed after the mold is built.
What machines are used for precision injection molding?
Precision injection molding typically uses all-electric or hybrid servo-hydraulic machines with closed-loop control systems. Brands like Arburg, Engel, Sumitomo (SHI), and Fanuc are popular in precision work. The machine must offer shot-to-shot repeatability under 0.5% and precise control of injection speed, pressure, and position.
How does ZetarMold handle precision molding projects?
At ZetarMold, our precision molding workflow includes: DFM analysis with mold flow simulation, precision mold design with conformal cooling where needed, first-article inspection using CMM, process validation with cavity pressure monitoring, and ongoing SPC tracking. We maintain ISO 9001 certification and serve medical, automotive, and electronics customers worldwide.
What is the minimum order quantity for precision injection molding?
There’s no universal minimum, but precision molding makes the most economic sense at volumes of 10,000+ parts due to higher tooling investment. For smaller quantities, consider whether your tolerances truly require precision molding or whether ordinary molding with careful process control could meet your needs.

Summary: Choosing the Right Molding Process for Your Next Project
Precision and ordinary injection molding are not competing processes—they’re complementary tools in a manufacturer’s toolkit. Precision molding delivers tight tolerances (±0.01–0.05 mm) for demanding applications in medical, automotive, and electronics, while ordinary molding provides cost-effective production for consumer goods and non-critical components.
The key is matching the process to your requirements. Over-specifying precision where ordinary molding would work wastes money; under-specifying it where precision is needed leads to quality failures and costly rework.
At ZetarMold, we bring over 15 years of injection molding experience to help you make the right choice. Whether you need ultra-tight tolerances for a medical device connector or cost-effective production for consumer packaging, we have the equipment, expertise, and quality systems to deliver.
Ready to discuss your project? Contact ZetarMold today for a free DFM review and quote. We’ll help you determine whether precision or ordinary molding is the right fit—and optimize your design for the best balance of quality and cost.
-
Mold steel: The tool steel used to manufacture injection mold cavities and cores. Common grades include P20 (pre-hardened, 28–34 HRC) for ordinary molds and S136/H13 (hardened to 48–52 HRC) for precision molds. The steel grade determines mold hardness, wear resistance, polishability, and ultimately mold life. ↩
-
Shrinkage compensation: The practice of making mold cavities slightly larger than the desired final part dimensions to account for volumetric reduction as the plastic cools and solidifies. Shrinkage rates vary by material—from 0.3% for glass-filled resins to 3.5% for polyethylene. ↩
-
Shrinkage rate: The percentage by which a molded plastic part decreases in size relative to the mold cavity dimensions, measured after the part has fully cooled to room temperature. It’s influenced by material type, wall thickness, packing pressure, and cooling conditions. ↩
-
Holding pressure (packing pressure): The pressure applied to the melt after the mold cavity is filled, used to compensate for material shrinkage during cooling. In precision molding, holding pressure is carefully staged and controlled via cavity pressure sensors to ensure consistent part dimensions. ↩
-
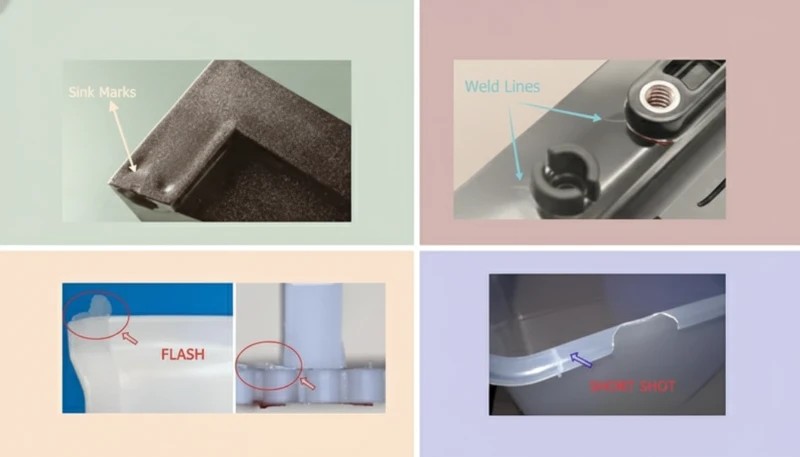
Moldflow-Analyse: Computer simulation of the injection molding process using software like Moldflow or Moldex3D. It predicts fill patterns, weld lines, air traps, shrinkage, and warpage before the mold is manufactured, reducing costly trial-and-error in precision applications. ↩







