 Overslaan naar inhoud
Overslaan naar inhoud 
Laag Volume Spuitgietmatrijs
Handleiding voor productie en ontwerp van laagvolume spuitgietmatrijzen

Zetar's Service Ga altijd een stapje verder
We bieden one-stop services: Ontwerp Feedback Wijzigings Suggestie, Snel Prototype Ontwerp
En het Maken van de Diensten, DFM Rapport, Vormstroom en Vormontwerp, het Maken van het Injectievormhulpmiddel
Diensten, Plastic Spuitgietdiensten, Post-Processing en Assemblagediensten.
Productontwerp voor spuitgieten

Productoptimalisatie voor spuitgieten
Spuitgieten Prototype Making Service
Spuitgieten Productie Service
Spuitgietmatrijs die de Dienst maakt
Ontwerp van spuitgietmatrijzen

Product nabewerking bij het spuitgieten

De assemblagedienst van het injectie het vormen product

Injectie het Vormen Product Loading&Shipping de Dienst
Productie van laagvolume spuitgietmatrijzen
ZetarMold biedt 3D-printmallen, vacuümgietmallen, reactie-injectiematrijzen en aluminium injectiematrijzen voor kleine series.

Bronnen voor laag-volume spuitgietmatrijzen
Wat is een laag volume spuitgietmatrijs?
Een Low Volume Injection Mold is een soort spuitgietmatrijs die ontworpen is voor het produceren van kleine series kunststof onderdelen met een laag volume. Low Volume Injection Mold bestaat uit 4 processen: 3D-drukinjectievormen, vacuümafgietsel en reactie-injectievorm, aluminiuminjectievorm.
Kenmerken en Voordelen van spuitgietmatrijzen voor kleine volumes
Kleinere vorm:
Low Volume Injection Molds zijn kleiner en compacter dan traditionele spuitgietmatrijzen, waardoor ze geschikter zijn voor de productie van kleine volumes.
Kleinere batchgroottes:
Low Volume Injection Mold is geschikt voor het produceren van kleine partijen onderdelen, vaak variërend van 1 tot 1.000 stuks.
Goedkoper gereedschap:
Low Volume Injection Molds hebben meestal goedkopere toolingkosten in vergelijking met traditionele mallen, wat betekent dat ze beter te doen zijn voor kleine bedrijven of starters.
Kortere doorlooptijden:
Low Volume Injection Mold kan snel worden ontworpen en gemaakt, waardoor snelle prototyping en productie mogelijk zijn en snellere productie- en levertijden, vaak binnen een paar dagen of weken.
Flexibiliteit:
Low Volume Injection Molds kunnen gemakkelijk worden aangepast om verschillende onderdelen te produceren, waardoor het een geweldige optie is voor prototyping, testen of kleinschalige productie.



Toepassingen van laag-volume spuitgietmatrijzen

1. Prototypen:
Low Volume Injection Mold is ideaal voor het maken van prototypes, het testen van nieuwe ontwerpen of het uitproberen van onderdelen voordat je overgaat tot productie op volledige schaal.
2. Kleinschalige productie:
Low Volume Injection Mold is goed voor het maken van kleine series onderdelen voor nichemarkten, speciale producten of items met een beperkte oplage.
3. Aangepaste producten:
Low Volume Injection Mold is perfect voor het maken van aangepaste onderdelen met unieke ontwerpen, vormen of materialen.
4. Kleine bedrijven:
Low Volume Injection Mold is goed voor kleine bedrijven of starters die niet veel middelen hebben.
Wanneer spuitgieten in kleine volumes niet geschikt is
Low Volume Injection Molding is een geweldig productieproces, maar er zijn momenten waarop het misschien niet de beste keuze is. Hier zijn enkele situaties waarin het spuitgieten in kleine volumes niet de beste optie is:

1. Productie van grote volumes:
Als je veel onderdelen moet maken (duizenden of tienduizenden), is een traditionele spuitgietvorm misschien goedkoper.
2. Hoge complexiteit:
Als je onderdeel echt ingewikkeld is, met veel bewegende onderdelen, veel kleine details of echt krappe toleranties, dan is traditioneel spuitgieten misschien een betere keuze.
3. Hoogwaardige materialen:
Als je speciale materialen nodig hebt, zoals materialen die hoge temperaturen of chemicaliën aankunnen, heel sterk zijn of tegen een stootje kunnen, dan is een traditionele spuitgietvorm misschien een betere keuze.
4. Zeer nauwkeurige onderdelen:
Als je onderdelen heel precies moeten zijn (zoals binnen ±0,01 mm) of heel nauwkeurig, dan is traditioneel spuitgieten misschien een betere keuze.
5. Hoge eisen aan de oppervlakteafwerking:
Als je onderdelen een echt mooie oppervlakteafwerking moeten hebben (zoals Ra < 0,1 μm), is een traditionele spuitgietvorm misschien een betere keuze.
Dus, terwijl Low Volume Injection Mold een geweldig proces is, moet je de vereisten van je project en de beperkingen van Low Volume Injection Mold overwegen voordat je beslist of het de beste optie voor je is.
Vergelijking van 4 laag-volume spuitgietmatrijzen
Hier volgt een overzicht van het matrijsmateriaal, de levensduur en het productmateriaal van 3D-printmatrijzen, vacuümgietmatrijzen, reactie-injectiematrijzen en aluminium injectiematrijzen:
| Type schimmel | Vormmateriaal | Levenscyclus | Productmateriaal |
|---|---|---|---|
| 3D-geprinte mal | ABS, Nylon, enz. | 30~100 shots | PP, PE, TPE, TPU, POM, PA |
| Vacuümafgietsel | Siliconenrubber, PU, Epoxy, enz. | 10~20 Schoten | PU simuleert ABS, PMMA, PA, POM, enz. |
| Reactie spuitgietmatrijs | PU, aluminium, niet-gehard staal, enz. | 500~1000 opnamen | PU, PA6, Polyester, enz. |
| Aluminium Spuitgietmatrijs | Aluminium | 500~1000 opnamen | PP, PE, ABS, PS, PA, TPE, enz. |
3D-printen van spuitgietmatrijzen
Wat is 3D afdrukken spuitgieten?
3D-printen is een snelgroeiend vakgebied dat de manier waarop we dingen ontwerpen en maken heeft veranderd. In het verleden werd 3D-printen gebruikt in het ontwerp- en productieproces om prototypes te maken en te testen die later spuitgegoten zouden worden. Dankzij verbeteringen in de nauwkeurigheid van de printer, de afwerking van het oppervlak en de materialen kunnen 3D-printers nu ook de spuitgietmatrijzen maken.
Twee soorten 3D printen van spuitgietmatrijzen
Onze gebruikelijke 3D printing spuitgietmatrijzen hebben de volgende twee types:
Inzetstukken in mallen
Dit is het meest voorkomende type 3D-geprinte matrijs en produceert over het algemeen nauwkeurigere onderdelen. Het is vergelijkbaar met de holte van een standaard spuitgietmatrijs, behalve dat het materiaal van de holte wordt vervangen door 3D-geprint materiaal. De mal wordt 3D geprint en vervolgens in een stijve aluminium of stalen malbasis geplaatst, die ondersteuning biedt voor de druk en hitte van het injectiepistool. Aluminium of stalen malbases helpen ook voorkomen dat 3D-printmallen vervormen na herhaaldelijk gebruik. Verleng de levensduur van 3D-printmallen.
Volledig 3D-geprinte spuitgietmatrijs
Bij dit type 3D-geprinte spuitgietmatrijs wordt de volledige matrijs 3D-geprint en wordt er geen gebruik gemaakt van stijve aluminium of stalen matrijsframes. Dit vereist een hogere precisie en een langere printtijd bij het 3D printen om een betere sterkte en fijnheid te bereiken. Dit type 3D geprinte matrijs zal eerder vervormen na zwaar gebruik en dit type toepassing komt minder vaak voor.
Toepassingen van 3D printen van spuitgietmatrijzen
1. Snellere doorlooptijden: (1-2 weken)
3D-printen kan de tijd verkorten die nodig is om spuitgietmatrijzen te maken, zodat je je producten sneller kunt maken en de deur uit kunt doen.
2. Kleinschalige productie: (50-100 stuks)
3D-printen is geweldig voor kleine productieseries, zoals aangepaste onderdelen of speciale artikelen.
3. Flexibeler: (Gemakkelijk te veranderen)
3D printen maakt het eenvoudig om het ontwerp en de matrijs te veranderen, zodat je je kunt aanpassen aan nieuwe productvereisten.
4. Eenvoudig product van klein formaat: (minder dan 150 mm)
3D spuitgietmatrijzen zullen vervormen wanneer ze meerdere keren gebruikt worden en zijn niet geschikt voor producten met hoge precisie of grote afmetingen.
Wat zijn de nadelen van 3D Printing spuitgietmatrijzen?
3D-geprinte spuitgietmatrijzen hebben hun voordelen, zoals kortere doorlooptijden en lagere kosten, maar ze hebben ook hun nadelen. Hier zijn er een paar:

Krimp en kromtrekken: Wanneer 3D-geprinte mallen afkoelen, kunnen ze krimpen en vervormen, waardoor producten met een kleine tolerantie in de war kunnen raken. Dit kan leiden tot defecten in de mal en het eindproduct verknoeien.
Groottebeperkingen: Qua afmetingen zijn 3D-geprinte vorminzetten het meest geschikt voor kleine onderdelen met een volume tot 164 cm3 (10 kubieke inch). Niet groter dan 150 cm.
Afwerking oppervlak: De oppervlakteafwerking van 3D-geprinte mallen kan ruwer zijn dan die van traditionele metalen mallen. 3D printen bouwt onderdelen op in lagen. Hierdoor kunnen geprinte onderdelen op elk schuin oppervlak of wand een traptrede-effect vertonen. Geprinte mallen zijn niet anders en moeten bewerkt of geschuurd worden om deze kleine kartelrandjes te verwijderen.
Koelen duurt langer: Hoewel 3D-geprinte mallen over het algemeen sneller te produceren zijn dan traditionele gereedschapsmethoden, duurt het spuitgietproces zelf langer. Dit komt omdat 3D-geprinte mallen niet zo goed bestand zijn tegen druk en hitte als metalen mallen. De thermische geleidbaarheid van de polymeren is ook een probleem. Hierdoor neemt de cyclustijd voor spuitgieten toe. Dit leidt tot hogere productiekosten en minder producten die worden gemaakt.
Vergelijking van verschillende processen voor 3D printen van spuitgietmatrijzen
Er zijn verschillende manieren om mallen te maken met 3D printen. Dit zijn er enkele van: Fused Deposition Modeling (FDM), Stereolithografie (SLA), Selective Laser Sintering (SLS) en Digital Light Processing (DLP). U kiest welke 3D-printer en welk materiaal u wilt gebruiken op basis van hoe ingewikkeld de mal is en hoe lang u deze wilt laten meegaan. Hier ziet u hoe deze processen zich tot elkaar verhouden.
| 3D printproces | Matrijsnauwkeurigheid | Vormsterkte | Vormgrootte | Kosteneffectief |
|---|---|---|---|---|
| FDM | ★ | ★★★ | ★★★★ | ★★★★ |
| SLA | ★★★★ | ★★ | ★★★ | ★★ |
| SLS | ★★★ | ★★★★ | ★★ | ★ |
| DLP | ★★★★ | ★★ | ★ | ★★★ |
Ontwerprichtlijnen voor 3D Printing spuitgietmatrijzen
Als je een spuitgietmatrijs voor 3D-printen ontwerpt, moet je de ontwerpregels voor spuitgieten en de ontwerpregels voor 3D-printen volgen. Hier volgen enkele tips van gebruikers en experts die ervaring hebben met het 3D-printen van mallen voor polymeren.
Trekhoek: Je moet de trekhoek vergroten tot 2 graden of meer en een lossingsmiddel gebruiken om de levensduur van de mallen te verlengen.
Wanddikte: Zorg ervoor dat het onderdeel overal even dik is en geen scherpe hoeken heeft. Maak het niet te dun, want als het minder dan 1-2 mm dik is, kan het kromtrekken als het heet wordt.


Poortontwerp: Breek de poort open om de druk in de holte te verminderen. Vermijd tunnel- en pinpoint-gates; maak sprue-, fan- en tab-gates drie keer zo groot als normaal.
Ventilatie: Door een luchtopening toe te voegen aan het ontwerp van je matrijs kun je de ingesloten lucht tijdens het spuitgietproces kwijtraken, wat defecten zoals poreuze onderdelen kan verminderen. Zorg voor grote ventilatieopeningen vanaf de rand van de caviteit tot aan de rand van de matrijs, zodat de lucht kan ontsnappen. Hierdoor vloeit het materiaal beter in de matrijs, wordt de druk lager en is er geen opvlamming meer in het poortgebied zodat de cyclustijden korter worden.
Materiaal schimmel: Kies een goed materiaal voor de mal. Zorg ervoor dat het sterk en stijf genoeg is om de druk van de injectie aan te kunnen. De mal moet een hoger smeltpunt hebben dan het materiaal dat je injecteert.
Materiaal vulling: Het polymeer moet door de geprinte mal stromen in dezelfde richting als de 3D-printlijnen. Dit voorkomt kleven en verbetert het vullen bij lagere injectiedrukken.
Koelkanalen: Het gebruik van koelkanalen verkort de koeltijden, maar vermindert niet de aanzienlijk langere cyclustijden van geprinte mallen, omdat kunststof gereedschap warmte lang niet zo goed afvoert als gereedschap van aluminium of staal.
Vacuümafgietsel
Wat is vacuümgieten?
Vacuümgietmatrijzen zijn een snelle en goedkope manier om kleine hoeveelheden spuitgietonderdelen te maken. Meestal gebruiken we 3D-geprinte SLA-onderdelen of CNC-geproduceerde onderdelen als prototypes. We maken een mal van siliconenmateriaal en gieten vervolgens PU-materiaal in de mal met behulp van het vacuümproces van spuitgieten om replica's van producten te maken.
Kenmerken vacuümafgietselproces
Dit zijn de proceskenmerken van vacuümgietmallen:
1. Nauwkeurigheid:
Het product is nauwkeurig tot minder dan 100 mm en binnen ±0,1 mm. Boven 100 mm is het over het algemeen binnen ±0,3 mm.
2. Wanddikte:
Houd de wanddikte tussen minimaal 0,75 mm en 1,5 mm. Minimaal 0,75 mm zorgt ervoor dat de mal goed gevuld wordt en 1,5 mm geeft de beste resultaten.
3. Schimmelscheuten:
Het zijn ongeveer 20 schoten per mal.
4. Oppervlaktebehandeling:
Je kunt zowel een matte als glanzende afwerking krijgen.
5. Product Szie
De grootte van de mal hangt af van de afmetingen van de vacuümkamer en het volume van het product. Je kunt onderdelen tot 2 m lang maken.
Wat zijn de voordelen van vacuümafgietsels?
Vacuümgietmallen zijn ideaal voor het maken van hoogwaardige onderdelen met complexe vormen en afwerkingen. Hier zijn enkele redenen waarom mensen van vacuümgietmallen houden:

Hoge nauwkeurigheid: De mallen voor vacuümgieten kunnen onderdelen maken met een hoge nauwkeurigheid en precisie, waardoor ze geschikt zijn voor toepassingen waarbij de afmetingen precies goed moeten zijn.
Kortere doorlooptijd: Van schets tot verzending duurt het meestal ongeveer een week om 200 replica's te maken. Dat komt omdat als je eenmaal de mal hebt gemaakt, je geen extra gereedschap of bewerkingen hoeft uit te voeren.
Kosteneffectief: Vacuümgieten is een betaalbare manier om kleine tot middelgrote onderdelen te maken in kleine tot middelgrote hoeveelheden. Dat maakt het een goede optie voor kleine bedrijven en start-ups.
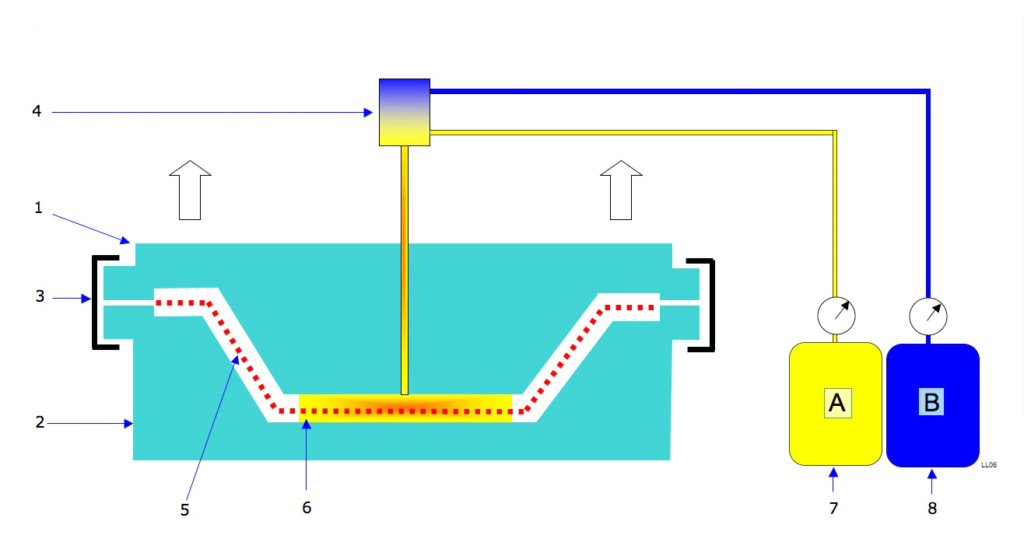
Hoe werkt vacuümgieten?
Vacuümgieten is een productieproces waarbij 3D-printen of CNC-prototypes worden gebruikt om siliconenmallen te maken en die mallen vervolgens worden gebruikt om kunststofonderdelen met hoge precisie en detail te maken. Hier volgt een stap-voor-stap overzicht van het vacuümgietproces:
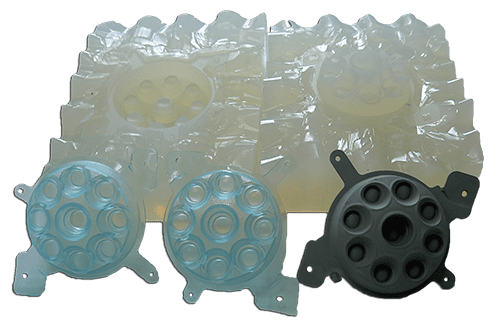
Stap 1: Prototype maken
De kwaliteit van het prototype bepaalt de kwaliteit van de kopieproducten. We kunnen textuur spuiten of andere bewerkingen uitvoeren op het oppervlak van het SLA-prototype om de uiteindelijke details van het product te simuleren. De siliconenmal kopieert de details en textuur van het prototype, zodat het oppervlak van de kopieproducten erg op het prototype lijkt.
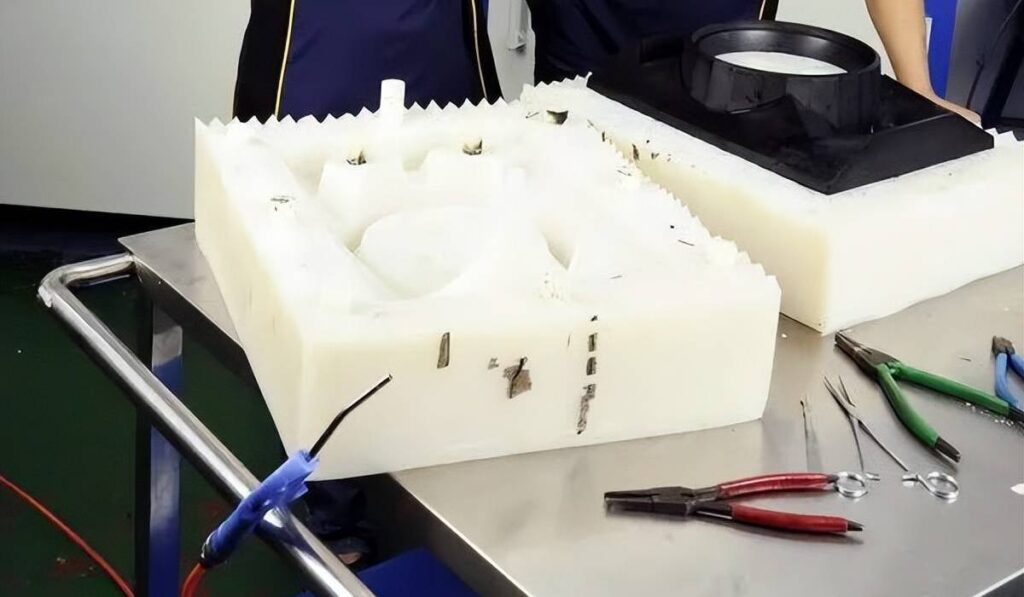
Stap 2: vacuümgietvorm maken
Plak eerst tape op een vlak gebied rond het prototype zodat het later makkelijker is om de mal te openen. Dit wordt ook het scheidingsvlak van de uiteindelijke mal. Hang ten tweede het prototype in een doos en plak lijmstiften op het onderdeel om sprues en ventilatieopeningen te maken. Spuit ten derde siliconen in de doos en zuig de lucht eruit. Zet de doos vervolgens 8-16 uur in de oven op 40°C, afhankelijk van het volume van de mal. Als laatste, nadat de silicone is uitgehard, verwijder je de doos en de lijmstift, haal je het prototype uit de silicone, maak je een holte en heb je de siliconenmal.

Stap 3: Vacuümspuitgieten
Zet je siliconen mal eerst in de oven en verwarm deze voor op 60-70℃. Zorg ervoor dat je een goed lossingsmiddel gebruikt en gebruik dit goed voordat je de mal sluit om plakken en oppervlaktedefecten te voorkomen. Verwarm je polyurethaanhars voor op ongeveer 40°C voordat je het gebruikt. Meng de tweecomponentenhars in de juiste verhouding, roer het goed door en ontgas het vacuüm gedurende 50-60 seconden. Giet de hars in de mal in een vacuümkamer en hard de mal opnieuw uit in de oven. Het uitharden duurt ongeveer 1 uur. Haal na het uitharden het gegoten product uit de siliconen mal. Herhaal deze stap om meer replica's te maken.

Toepassingen van vacuümafgietsel
1. Productie in kleine series:
Vacuümgietmallen zijn perfect voor het maken van kleine series kunststof prototypes van hoge kwaliteit. Als je niet genoeg onderdelen nodig hebt om de kosten van een stalen mal te rechtvaardigen, is vacuümgieten de snelste en voordeligste manier om een kleine partij onderdelen te maken. Het wordt gebruikt in een groot aantal industrieën, waaronder de auto-industrie, medische industrie, consumentenproducten, industriële apparatuur, landbouwapparatuur, sportapparatuur en muziekinstrumenten.
2. Functietest:
Het vacuümgietproces en de relatief goedkope siliconenmallen maken technische verificatie en ontwerpwijzigingen eenvoudig en voordelig, vooral als het gebruikt kan worden voor functionele tests voordat het product in massaproductie gaat.
3. Marktonderzoek:
Vaccum Casting-producten kunnen een complete set nieuwe producten zijn. Als je niet weet welke het meest geschikt is voor massaproductie volgens hetzelfde ontwerpconcept, kun je een siliconenmal maken en 10-15 replica's maken. En in elke replica werden verschillende kleuren en afwerkingen ontworpen op de modules om interne discussie binnen de ontwerpafdeling mogelijk te maken.
4. Marketingweergave:
Voor consumentenevaluatie zijn replica's van kleine series ideaal. Door modellen te tonen op tentoonstellingen of productfoto's vooraf vrij te geven in bedrijfsbrochures en officiële websites, dienen ze het doel van opwarmreclame, waardoor meer potentiële klanten worden aangetrokken of Het gaat om productoptimalisatie.
Reactie spuitgietmatrijs
Wat is Reactie Spuitgieten?
Meng twee of meer reactieve vloeistoffen met een lage viscositeit in een bepaalde verhouding en spuit ze dan onder bepaalde druk- en temperatuuromstandigheden in een gesloten mal. Na verdere reactie in de matrijs krijg je een kunststofproduct. Dit reactie spuitgietproces wordt RIM genoemd.
Wat zijn de belangrijkste kenmerken van reactie spuitgieten?
De kenmerken van reactie spuitgieten zijn als volgt:

- De druk binnen de reactie spuitgietmatrijs is laag (over het algemeen 0,2 ~ 7MPa), dus de klemkracht is niet groot. Daarom kan de matrijs worden gemaakt van een aluminiumlegering en worden gebruikt om onderdelen met een groot oppervlak te maken.
- Het kan worden gebruikt voor het spuitgieten van verschillende onderdelen met complexe structuren en vormen (zoals ribben, nokken, openingen en hijsogen) zonder inwendige spanning te genereren.
- De viscositeit van de vloeibare reactiecomponent is relatief laag en het vullen van de matrijs is eenvoudig. Het is zeer geschikt voor het vormen van dunwandige onderdelen of grote dikwandige producten en kan ook worden gebruikt voor het vormen van producten met metalen inzetstukken.
- Aangezien er tijdens het vormproces chemische reacties optreden, moet de matrijs voorzien zijn van goede afvoerkanalen om de vorming van poriën in het product te voorkomen.
- Reactiegietproducten hebben een grote krimpsnelheid en moeten een drukhoud- en krimpapparaat hebben.
- De grondstofvereisten voor reactie-spuitgietproducten zijn relatief hoog.
Wat zijn de materialen voor reactie spuitgieten?
Polyurethaan is het meest gebruikte materiaal voor reactie spuitgieten (RIM). Andere veelgebruikte materialen zijn polyurea, polyester, polyfenolen, polyepoxies en polyamide (nylon 6). Om het eindproduct sterker te maken, worden versterkingen zoals glasvezel ook in het geïnjecteerde materiaal gemengd. Bijvoorbeeld panelen van hardschuim voor auto's. Door de verhouding van de gemengde ingrediënten aan te passen, kan RIM zacht, hard en zeer hard zijn. Door bijvoorbeeld een blaasmiddel te gebruiken, kan een zachte/harde schuimkern worden geproduceerd.
RIM vormprocescondities voor veelgebruikte kunststoffen
| Parameter | Polyurethaan | Polyurea | Nylon 6 | Onverzadigd polyester | Epoxyhars |
|---|---|---|---|---|---|
| Reactiewarmte-energie/(kJ/mol) | 37 | 37 | 18.6 | 30 | 55.8 |
| Activeringsenergie/(kJ/mol) | 26 | 5.6 | 39 | 50.8 | 20 |
| Materiaal Temperatuur/℃ | 40 | 40 | 100 | 25 | 60 |
| Uithardingstijd | 45 | 30 | 150 | 60 | 150 |
| Vormkrimp/% | 5 | 5 | 10 | 20 | 5 |
| Vormtemperatuur/℃ | 70 | 70 | 130 | 150 | 130 |
Wat zijn de algemene toepassingen van RIM?
De productie van RIM wordt gebruikt in een breed en groeiend aantal industriële toepassingen. Hier volgen enkele voorbeelden:

- Auto-onderdelen: RIM wordt gebruikt om auto-onderdelen te produceren, zoals dashboards, deurpanelen en andere interieuronderdelen.
- Consumentenproducten: RIM wordt gebruikt voor de productie van consumentenproducten, zoals meubels, apparaten en andere huishoudelijke artikelen.
- Medische apparaten: RIM wordt gebruikt voor de productie van medische hulpmiddelen, zoals implantaten, chirurgische instrumenten en andere medische apparatuur.
- Ruimtevaart: RIM wordt gebruikt voor de productie van onderdelen voor de lucht- en ruimtevaart, zoals vliegtuigonderdelen, satellietonderdelen en andere apparatuur voor de ruimtevaart.
Wat zijn de voor- en nadelen van Reaction Injection Molding?
| Voordelen | Nadelen |
|---|---|
| Sterk en taai. | Niet veel materialen om uit te kiezen, maar er komen er meer aan. |
| Kan complexe onderdelen maken met fijne details. | Moeilijk om fijne details betrouwbaar te maken. |
| Kan onderdelen maken die flexibel of stijf zijn, afhankelijk van het materiaal en ontwerp. | Gereedschap is niet erg stevig, dus het kan gemakkelijk beschadigd raken. |
| Gereedschap is goedkoop in vergelijking met bijvoorbeeld spuitgieten. | Moeilijk om zeer grote onderdelen te vullen en uit te harden. |
| Onderdelen kunnen goedkoop zijn, vooral als je één groot onderdeel kunt maken met ingebouwde hulpstukken en goedkope materialen kunt gebruiken. | Veel RIM-materialen maken vluchtige organische stoffen (VOS) aan. |
Wat zijn de voordelen van Reaction Injection Molding?
- RIM-producten zijn lichter dan hun tegenhangers die op een andere manier zijn gemaakt. RIM wordt gebruikt om autobumpers en onderdelen die trillingen verminderen te maken. Het lichtere gewicht van de onderdelen maakt de auto lichter en de onderdelen werken beter. Dit betekent dat wanneer de auto ergens tegenaan botst, deze minder schade aanricht. Dit bespaart geld op het repareren van de auto, op de verzekering en op benzine. Dit maakt de hele auto goedkoper.
- RIM helpt ook om de lucht schoner te maken. Het veroorzaakt minder vervuiling dan andere manieren om plastic onderdelen te maken. Dit is belangrijk voor veel landen, vooral landen die veel plastic onderdelen en auto's maken.
Wat zijn de uitrustingsvereisten voor Reaction Injection Molding?
In tegenstelling tot conventionele spuitgietapparatuur omvat reactie-injectiegietapparatuur over het algemeen de volgende systemen:

1. Staatsaanpassingssysteem: om tussenproducten in vloeibare toestand te bereiden.
2. Doseerpompsysteem: om het tussenstuk te meten en druk uit te oefenen om het tussenstuk te verpompen.
3. Mengkop: waar het vloeibare tussenproduct wordt gemengd door de mengkop.
4. Frame voor het laden van de vorm: om de oriëntatie van de matrijs en de apparatuur voor het openen en sluiten van de matrijs te regelen, en wordt gebruikt tijdens het reinigen en ontvormen.
Aangezien reactie-injectie spuitgieten meestal gebruik maakt van vloeibaar impingementmengen met lage viscositeit, kan de vormvulfunctie worden bereikt met alleen intern gegenereerde druk zonder dat er extra druk nodig is; daarom kan de injectiedruk die nodig is voor reactie-injectie spuitgieten zo laag zijn als 50 psi, waardoor de vorm minder snel sluit. De mogelijkheid om grote onderdelen te produceren maakt RIM mallen ook goedkoper.
Hoe werkt Reaction Injection Molding?
Hier zijn de stappen om reactie spuitgieten uit te voeren:

1. Bereid de mal voor: Reinig en prepareer de mal volgens de specificaties van het product dat je wilt maken. Breng een lossingsmiddel voor de mal aan om ervoor te zorgen dat het eindproduct gemakkelijk te verwijderen is.
2. Meng het: Bij RIM worden twee vloeistoffen gebruikt - polyolen en isocyanaten. Deze stoffen worden in aparte tanks opgeslagen en in een precieze verhouding gemengd met behulp van een mengkop. De mengkop heeft meestal statische mengelementen om ervoor te zorgen dat de componenten goed met elkaar gemengd worden.
3. Maak de mix: Het mengsel wordt door de injectiepoorten in de mal geschoten. Het vloeibare mengsel vult de mal en begint te reageren en uit te harden.
4. Wacht tot het is uitgehard: Het spul dat je in de mal hebt geschoten ondergaat een chemische reactie die polymerisatie heet. Daardoor stolt het en vormt het de vorm die je wilt. De uithardingstijd kan verschillen, afhankelijk van de materialen die je gebruikt en de eigenschappen die je in het eindproduct wilt hebben.
5. Haal het product uit de mal: Nadat het materiaal is uitgehard en stevig is geworden, kun je de mal openen en het eindproduct eruit halen. Het lossingsmiddel dat je van tevoren op de mal hebt gedaan, maakt het gemakkelijk om het eruit te halen.
6. Afwerking: Nadat je het uit de mal hebt gehaald, kun je alle extra spullen wegsnijden om het eruit te laten zien zoals jij wilt. Als het nodig is, kun je het ook verven, polijsten of samenvoegen met andere dingen.
7. Doe het nog een keer: Het RIM-proces kan opnieuw worden uitgevoerd om meer onderdelen te maken. Maak de mal schoon, maak hem klaar en doe het opnieuw met nieuw materiaal.
Voor reactie-spuitgieten heb je speciale apparatuur en knowhow nodig. Wees veilig wanneer je de materialen hanteert en de machines bedient. Praat met een vakman of een RIM-fabrikant voor hulp en advies over hoe je reactie-spuitgieten aanpakt.
Reactie spuitgieten (RIM) vs. conventioneel spuitgieten
Reactie spuitgieten en spuitgieten lijken op elkaar, maar ze zijn gebaseerd op twee verschillende methoden: thermohardende verwerking en thermoplastische verwerking. Hieronder volgt een korte introductie van elke methode.

Thermohardende verwerking
De thermohardende verwerkingsmethode die in RIM wordt gebruikt, is gebaseerd op onomkeerbare chemische bindingen die tijdens het uithardingsproces worden gevormd. Thermohardende kunststoffen smelten niet bij verhitting - ze breken af en veranderen niet bij afkoeling.
Thermoplastische verwerking
Thermoplastische verwerking is gebaseerd op polymeren die flexibel of plastisch worden bij specifieke temperaturen en stollen wanneer ze worden afgekoeld.
Wanneer is reactie spuitgieten geschikter?

Reaction injection molding (RIM) heeft voor- en nadelen, net als elk ander spuitgietproces. Een van de grootste voordelen van RIM is dat het meer ontwerpvrijheid biedt dan spuitgieten. Met RIM kun je onderdelen maken die je met spuitgieten niet kunt maken, zoals dik- en dunwandige onderdelen, schuimkernen en meer. RIM onderdelen zijn sterk en licht, en het materiaal dat je kiest bepaalt hun eigenschappen. Polyurethaan is bijvoorbeeld een van de populairste RIM materialen. Het is hittebestendig, dimensiestabiel en heeft zeer hoge dynamische eigenschappen en wordt gebruikt in de bouw, auto-onderdelen, sport en nog veel meer.
Een ander gaaf aspect van RIM is dat het vloeibare polymeren met een lage viscositeit gebruikt. Je spuit ze in verwarmde mallen, ze zetten uit, worden dikker, worden harder door verschillende chemische reacties en je kunt het gewicht, de sterkte, de dichtheid en de hardheid van het afgewerkte onderdeel aanpassen. Onderdelen die op deze manier worden gemaakt, zijn dus lichter dan onderdelen die met andere productiemethoden worden gemaakt.
Over het algemeen zijn RIM mallen goedkoper dan spuitgietmatrijzen. Bovendien gebruik je minder energie en een pers met een lager tonnage. Maar het kan langer duren dan thermoplastische verwerking.
Aluminium spuitgietmatrijs
Wat is aluminium spuitgietmatrijs?
Spuitgieten van aluminium is een technologie waarbij aluminium matrijzen worden gebruikt om onderdelen (prototypes/werkelijke producten) te maken met behulp van spuitgieten. De meeste spuitgietmatrijzen zijn gemaakt van staal of aluminium. De conventionele wijsheid is dat stalen matrijzen duurder zijn, terwijl aluminium matrijzen kosteneffectiever zijn voor kleine series.
Waarom kiezen voor aluminium spuitgietmatrijzen?

Je hebt veel onderdelen nodig, maar geen tienduizenden onderdelen. U hebt snel en op afroep onderdelen nodig. U wilt niet het risico nemen om in matrijzen te investeren voordat het ontwerp van uw onderdeel zich echt bewezen heeft. Als een van deze uitspraken op jou van toepassing is, dan kan spuitgieten in kleine volumes met aluminium matrijzen een goede optie voor je zijn.
Spuitgieten: Aluminium spuitgietmatrijs vs. P20 stalen spuitgietmatrijs
P20 staal is het meest gebruikte staal voor spuitgietmatrijzen. Laten we injectiematrijzen van P20 staal en injectiematrijzen van aluminiumlegeringen vergelijken.
Neem een eenvoudig plastic product als voorbeeld. Materiaal product: ABS, productgewicht 20 gram, productaantal 1000 stuks, matrijs met 1 caviteit.
| Vormmateriaal | Productmateriaal | Product Aantal/stuks | Productgewicht/g | Vormholte | Doorlooptijd schimmel/Dagen | Schimmelprijs/$ | Product Prijs/$ | Totale projectkosten/$ |
|---|---|---|---|---|---|---|---|---|
| P20 staal | ABS DG417 | 1000 | 20 | 1*1 | 25 | 2000 | 0.3 | 2300 |
| Aluminium 6061 | ABS DG417 | 1000 | 20 | 1*1 | 15 | 1300 | 0.3 | 1600 |
Wat zijn de voordelen van aluminium spuitgietmatrijzen
Voor productieprojecten in kleine series zijn aluminium spuitgietmatrijzen een goede keuze voor het maken van allerlei kunststof producten. Aluminium mallen hebben veel voordelen.

1. Kosteneffectief: Aluminium gebruiken om een spuitgietmatrijs te maken is goedkoper dan staal. Je kunt nog steeds tot 30% van de totale kosten besparen met aluminium mallen voor kleine series.
2. Doorlooptijd: Aluminium spuitgietmatrijzen zijn sneller dan stalen spuitgietmatrijzen wat betreft ontwerp en verwerkingsprocedures. Over het algemeen kunnen aluminium spuitgietmatrijzen 40% sneller zijn dan stalen spuitgietmatrijzen. Daarom kunnen de vereiste prototypes en eindproducten sneller worden vervaardigd.
3. Doorlooptijd: Normaal gesproken is het gewicht van de aluminium mal een derde van de stalen mal, die gemakkelijk te bedienen is. Aluminium is een zacht materiaal, dus het is gemakkelijker om het materiaal te bewerken om de spuitgietvorm te vormen. Het vereenvoudigde koelsysteem en de matrijsstructuur maken de productie veel efficiënter.
Wat zijn de nadelen van aluminium spuitgietmatrijzen?
Omdat aluminium zijn beperkingen heeft, hebben aluminium spuitgietmatrijzen ook beperkingen. Deze beperkingen omvatten de levensduur van de matrijs, de soorten materialen die kunnen worden geproduceerd en de manier waarop de matrijs kan worden aangepast.

1. Productmateriaal: Aluminium is een zacht materiaal, dus het kan niet worden gebruikt om materialen te maken met glasvezelvulling, waardoor de matrijs snel slijt, zoals glasvezelversterkt nylon, enz. Het kan niet worden gebruikt om technische materialen met een hoge temperatuur te maken, die de matrijs gemakkelijk zullen vervormen tijdens de productie, zoals PEEK, PPSU, enz.
2. Levensduur van de schimmel: Aluminium mallen zijn niet zo duurzaam, corrosiebestendig en slijtvast als stalen mallen. Daarom zijn ze alleen geschikt voor de productie van kleine series. Onder normale omstandigheden is de levensduur van de mal 1.000 tot 10.000 keer, afhankelijk van het materiaal en de structuur van het product.
3. Complexiteit van het productontwerp: Aluminium mallen zijn niet geschikt voor het maken van onderdelen met complexe productontwerpen. Complexe productontwerpen hebben dunne en dikke onderdelen. Daarom heb je een materiaal nodig dat deze parameters aankan en de hoge druk en temperaturen van het proces aankan zonder te vervormen. Aluminium spuitgietmatrijzen zijn niet geschikt omdat ze in deze omstandigheden kunnen vervormen.
4. Vormmodificatie: Als de aluminium spuitgietmatrijs klaar is en de structuur van het product moet worden veranderd, kan dat niet worden gedaan door lassen zoals bij een stalen matrijs. Het moet opnieuw worden gemaakt.
Wat zijn de ontwerpprincipes van aluminium spuitgietmatrijzen?
Maak schimmel eenvoudig
Maak meestal geen supergecompliceerde matrijs met lifters en schuifregelaars en gebruik handbediende inlegdelen in plaats van automatische inlegdelen. Voor prototypes en kleine productievolumes is het niet duur om inzetstukken handmatig te laden en te ontladen, omdat de hoeveelheid gegoten onderdelen niet groot is, wat kan besparen op de matrijskosten en de levensduur van de matrijs kan verlengen.
Gedeelde schimmelbasis gebruiken
Voor aluminium spuitgietmatrijzen kunnen we alle caviteiten ontwerpen met behulp van standaard matrijsbodems. Dit betekent dat we geen tijd en geld hoeven te besteden aan het bestellen van nieuwe matrijsbodems. Het helpt ons ook om doorlooptijden te verkorten en geld te besparen om aan je budget te voldoen.
Maak je productstructuur beter
Wanneer je aluminium mallen ontwerpt, gebruik dan afgeronde hoeken in plaats van scherpe hoeken. Aluminium is zacht en scherpe hoeken slijten sneller wanneer je de mal injecteert. Ze raken ook snel beschadigd en zijn moeilijk te repareren. Maak de wanddikte van het product zo gelijk mogelijk, zodat de injectiedruk lager is en de mal minder snel vervormt onder de injectiedruk.

Close-up van kleurrijke plastic bouwblokken in verschillende kleuren, waaronder paars, blauw, groen en geel, op elkaar gestapeld.
Lees meer over Wat is een hoogwaardige spuitgietmachine?

Family Molds vs. MUD Systems: Which Strategy Best Manages Multi-Part Injection Molding Projects?
Key Takeaways – Family molds produce multiple different parts in one shot, but a single compromised process window affects all cavities simultaneously. – MUD (Master Unit Die) systems use interchangeable

Wat is een hogesnelheidsspuitgietmachine?
Key Takeaways – A high-speed injection molding machine is defined by injection speed4s of 300–600 mm/s and clamp speeds exceeding 500 mm/s, compared to 100–200 mm/s for standard machines—enabling cycle
Oplossingen voor optimalisatie Gratis
- Feedback over het ontwerp en optimalisatieoplossingen bieden
- Structuur optimaliseren en matrijskosten verlagen
- Eén-op-één praten met ingenieurs

