 Skip to content
Skip to content 

Zetar's Service Always Go Extra Mile
We offer one-stop services: Design Feedback Modification Suggestion, Rapid Prototype Design
And Making Services, DFM Report, Mold Flow And Mold Design, Injection Mold Tool Making
Services, Plastic Injection Molding Services, Post Processing And Assembly Services.
Injection Molding Product Design Service

Injection Molding Product Optimization Service
Injection Molding Prototype Making Service
Injection Molding Manufacturing Service
Injection Mold Making Service
Injection Mold Design Service

Injection Molding Product Post Processing Service

Injection Molding Product Assembly Service

Injection Molding Product Loading&Shipping Service
Low Volume Injection Mold Manufacturing
ZetarMold offer 3D printing mold, vacuum casting mold, reaction injection mold and aluminum injection mold solutions for small batch production.

Resources for Low Volume Injection Mold
What is Low Volume Injection Mold?
A Low Volume Injection Mold is a type of injection mold designed for producing small batches of plastic parts with low volume requirements. Low Volume Injection Mold consists of 4 processes: 3D printing injection molds, vacuum casting mold and reaction injection mold,aluminum injection mold.
Characteristics and Benefits of Low Volume Injection Mold
Smaller mold size:
Low Volume Injection Molds are designed to be smaller and more compact than traditional injection molds, making them more suitable for low-volume production.
Smaller batch sizes:
Low Volume Injection Mold is suitable for producing small batches of parts, often ranging from 1 to 1,000 units.
Cheaper tooling:
Low Volume Injection Molds usually have cheaper tooling costs compared to traditional molds, which means they’re more doable for small businesses or startups.
Shorter lead times:
Low Volume Injection Mold can be designed and made quickly, allowing for rapid prototyping and production and allows for faster production and delivery times, often within a few days or weeks.
Flexibility:
Low Volume Injection Molds can be easily retooled to produce different parts, making it a great option for prototyping, testing, or small-scale production.



Applications of Low Volume Injection Mold

1. Prototyping:
Low Volume Injection Mold is great for making prototypes, testing new designs, or trying parts before you go to full-scale production.
2. Small-scale production:
Low Volume Injection Mold is good for making small runs of parts for niche markets, specialty products, or limited-edition items.
3. Customized products:
Low Volume Injection Mold is perfect for making custom parts with unique designs, shapes, or materials.
4. Small businesses:
Low Volume Injection Mold is good for small businesses or startups that don’t have a lot of resources.
When Low-Volume Injection Molding is Not Suitable
Low Volume Injection Molding is a great manufacturing process, but there are times when it might not be the best choice. Here are some situations where Low Volume Injection Molding might not be the best option:

1. High-volume production:
If you need to make a lot of parts (thousands or tens of thousands), traditional injection mold might be cheaper.
2. High complexity:
If your part is really complicated, with lots of moving parts, lots of little details, or really tight tolerances, traditional injection mold might be a better choice.
3. High-performance materials:
If you need special materials, like materials that can handle high temperatures, chemicals, are really strong, or can take a big hit, traditional injection mold might be a better choice.
4. High-precision parts:
If your parts need to be really precise (like within ±0.01 mm) or really accurate, traditional injection mold might be a better choice.
5. High surface finish requirements:
If your parts need to have a really nice surface finish (like Ra < 0.1 μm), traditional injection mold might be a better choice.
So, while Low Volume Injection Mold is a great process, you need to consider your project’s requirements and the limitations of Low Volume Injection Mold before you decide if it’s the best option for you.
Comparison of 4 Low Volume Injection Molds
Here’s an overview of the mold material,cycle life and product material of 3D printing molds, vacuum casting molds, reaction injection molds, and aluminum injection molds:
| Mold Type | Mold Material | Cycle Life | Product Material |
|---|---|---|---|
| 3D printed mold | ABS, Nylon, etc. | 30~100 Shots | PP, PE, TPE, TPU, POM, PA |
| Vacuum Casting Mold | Silicone Rubber, PU, Epoxy, etc. | 10~20 Shots | PU simulating ABS, PMMA, PA, POM, etc. |
| Reaction Injection Mold | PU, Aluminum, Non-Hardened Steel, etc. | 500~1000 shots | PU, PA6, Polyester, etc. |
| Aluminum Injection Mold | Aluminum | 500~1000 shots | PP, PE, ABS, PS, PA, TPE, etc. |
3D Printing Injection Mold
What is 3D printing injection mold?
3D printing is a fast-growing field that has changed the way we design and make things. In the past, 3D printing was used in the design and manufacturing process to just make and test prototypes that would be later injection molded. Now, improvements in printer accuracy, surface finish and materials let 3D printers also make the injection molds.
Two types of 3D printing injection molds
Our common 3D printing injection molds have the following two types:
Mold inserts in mold bases
This is the most common type of 3D printed mold and generally produces more accurate parts. It is similar to the cavity of a standard injection mold, except that the cavity material is replaced by 3D printed material. The mold is 3D printed and then inserted into a rigid aluminum or steel mold base, which provides support for the pressure and heat of the injection nozzle. Aluminum or steel mold bases also help prevent 3D printing molds from deforming after repeated use. Extend the life of 3D printing molds.
Fully 3D printed injection mold
For this type of 3D printed injection mold, the entire mold is 3D printed and does not use any rigid aluminum or steel mold frames. This requires higher precision and longer printing time when 3D printing to achieve better strength and fineness. This type of 3D printed mold is more likely to deform after heavy use and this type of application is less common.
Applications of 3D printing injection molds
1. Faster lead times:(1-2 weeks)
3D printing can speed up the time it takes to make injection molds, so you can get your products made and out the door faster.
2. Small-scale production: (50-100 parts)
3D printing is great for small production runs of products, like custom parts or specialty items.
3. More flexible: (Easy to Change)
3D printing makes it easy to change the design and the mold, so you can adapt to new product requirements.
4. Simple small size product:(less than 150 mm)
3D printing injection molds will get deformed when used multiple times and are not suitable for high-precision or large-size products.
What are the Disadvantages of 3D Printing Injection Mold
3D-printed injection molds for injection molding have their advantages, like shorter lead times and lower costs, but they also have their disadvantages. Here are a few:

Shrinkage Defects and Warping: When 3D-printed molds cool, they can shrink and warp, which can mess up tight-tolerance products. This can lead to defects in the mold and mess up the final product.
Size Limitations: When it comes to size limitations, 3D-printed mold inserts are most suitable for small components with a volume of up to 164 cm3(10 cubic inches). No more than 150cm.
Surface Finish: The surface finish of 3D printed molds can be rougher than traditional metal molds. 3D printing builds parts in layers. Because of this, printed parts can exhibit a stair-step effect on any angled surface or wall. Printed molds are no different, and require machining or sanding to remove these small jagged edges.
Cooling Takes Longer: While 3D-printed molds are generally faster to produce than traditional tooling methods, the injection molding process itself takes longer. This is because 3D-printed molds don’t hold up to the pressure and heat as well as metal molds. The thermal conductivity of the polymers is also an issue. As a result, the cycle time for injection molding increases. This leads to higher production costs and less stuff getting made.
Comparison of different processes for 3D printing injection molds
There are different ways to make molds with 3D printing. Here are some of them: Fused Deposition Modeling (FDM), Stereolithography (SLA), Selective Laser Sintering (SLS), and Digital Light Processing (DLP). You’ll choose which 3D printer and material to use based on how complicated the mold is and how long you want it to last. Here’s how these processes compare.
| 3D Printing Process | Mold Accuracy | Mold Strength | Mold Size | Cost Effective |
|---|---|---|---|---|
| FDM | ★ | ★★★ | ★★★★ | ★★★★ |
| SLA | ★★★★ | ★★ | ★★★ | ★★ |
| SLS | ★★★ | ★★★★ | ★★ | ★ |
| DLP | ★★★★ | ★★ | ★ | ★★★ |
Design Guidelines for 3D Printing Injection Mold
When you’re designing an injection mold for 3D printing, you need to follow the design rules for injection molding and the design rules for 3D printing. Here are some tips from users and experts who have experience with 3D printing molds for polymers.
Draft Angle: You should increase the draft angles to 2 degrees or more and a release compound to increase the life of the molds.
Wall Thickness: Make sure the part has the same thickness everywhere and doesn’t have any sharp corners. Don’t make it too thin, because if it’s less than 1-2mm thick, it might warp when it gets hot.


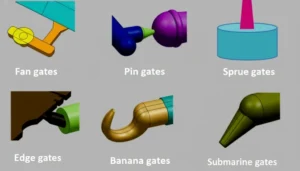
Gate Design: Crack open the gate to relieve pressure in the cavity. Avoid tunnel and pinpoint gates; increase the size of sprue, fan, and tab gates to three times their normal size.
Air Vent: Adding an air vent to your mold design can help get rid of trapped air during the injection molding process, which can reduce defects such as porous parts. Make sure to include large air vents from the edge of the cavity to the edge of the mold so the air can escape. This will help the material flow better into the mold, reduce pressure, and get rid of flashing in the gate area so you can have shorter cycle times.
Mold Material: Pick a good material for the mold. Make sure it’s strong and stiff enough to handle the pressure from the injection. The mold should have a higher melting point than the material you’re injecting.
Material Filling: The polymer should flow through the printed mold in the same direction as the 3D print lines. This will help prevent sticking and improve filling at lower injection pressures.
Cooling Channels: Using cooling channels will reduce cooling times, but will not decrease the substantially longer cycle times seen with printed molds, as plastic tools do not dissipate heat nearly as well as ones made of aluminum or steel.
Vacuum Casting Mold
What is Vacuum Casting Molding?
Vacuum casting mold is a fast and cheap way to make small quantities of injection parts. Typically, we use 3D printed SLA parts or CNC-produced parts as prototypes. We make a mold out of silicone material, and then we pour PU material into the mold using the vacuum process of injection molding to make replica products.
Vacuum Casting Mold Process Characteristics
Here are the process characteristics of vacuum casting molds:
1. Accuracy:
The product is accurate to less than 100mm and within ±0.1mm. Above 100mm, it’s generally within ±0.3mm.
2. Wall Thickness:
Keep the wall thickness between 0.75 mm and 1.5 mm minimum. At least 0.75 mm ensures the mold is filled correctly and 1.5 mm achieve the best results.
3. Mold Shoots:
It’s about 20 shots per mold.
4. Surface Treatment:
You can achieve both a matte and glossy finish.
5. Product Szie
The size of the mold depends on the dimensions of the vacuum chamber and the volume of the product. You can produce parts up to 2m long.
What is the Benefits of Vacuum Casting Mold?
Vacuum casting molds are great for making high-quality parts with complex shapes and finishes. Here are some reasons why people love vacuum casting molds:

High accuracy: The molds for vacuum casting can make parts with high accuracy and precision, which makes them good for applications where you need the dimensions to be just right.
Shorter lead time: From sketch to shipment, it usually takes about a week to make 200 replica products. That’s because once you’ve made the mold, you don’t need to do any additional tooling or machining.
Cost effective: Vacuum casting is an affordable way to make small- to medium-sized parts in small- to medium-sized quantities. That makes it a good option for small businesses and start-ups.
How Does Vacuum Casting Work?
Vacuum casting mold is a manufacturing process that uses 3D printing or CNC prototypes to make silicone molds, and then uses those molds to make plastic parts with high precision and detail. Here’s a step-by-step overview of the vacuum molding process:
Step 1: Make Prototype
Quality of the prototype determines the quality of the copy products. We can spray texture or do other processing on the surface of the SLA prototype to simulate the final details of the product. The silicone mold will copy the details and texture of the prototype, so the surface of the copy products will look very much like the prototype.
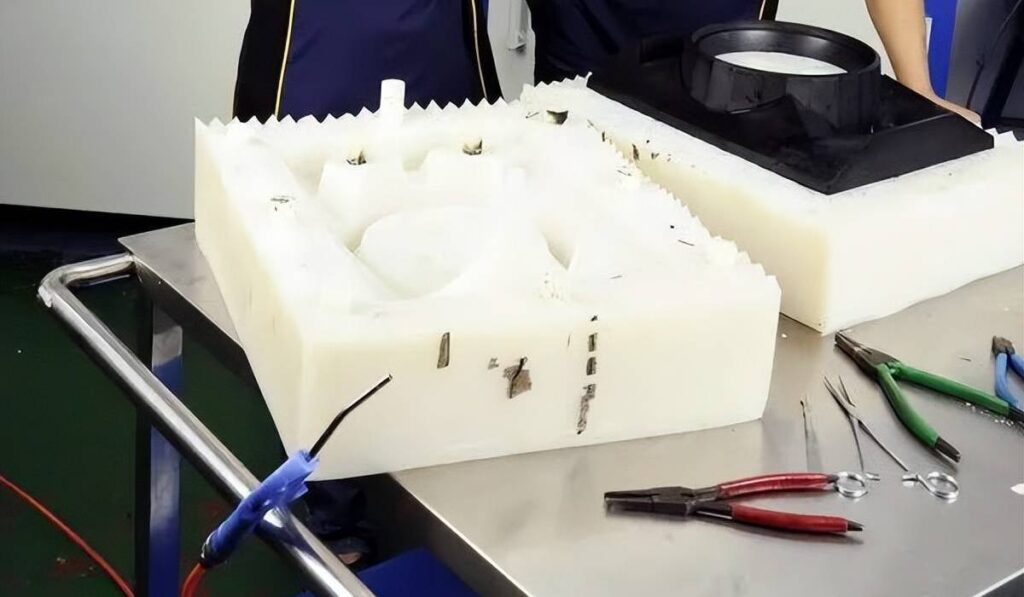
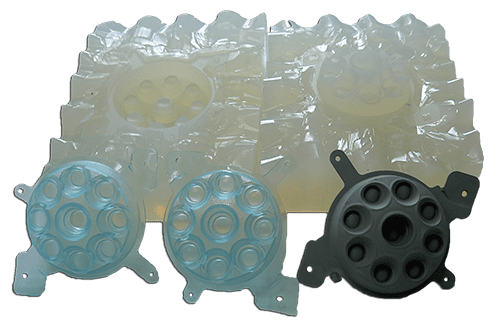
Step 2: Making Vacuum Casting Mold
First, stick tape on a flat area around the prototype so it’s easier to open the mold later. This will also be the parting surface of the final mold. Second, hang the prototype in a box and put glue sticks on the part to make sprues and vents. Third, inject silicone into the box and suck out the air, then put it in the oven at 40°C for 8-16 hours depending on the volume of the mold. Last, after the silicone is cured, take off the box and glue stick, take out the prototype from the silicone, make a cavity, and you have the silicone mold.

Step 3: Vacuum Injection Molding
First, put your silicone mold into the oven and preheat it to 60-70℃. Make sure to use a good release agent and use it properly before closing the mold to avoid sticking and surface defects. Preheat your polyurethane resin to about 40°C before using it. Mix the two-component resin in the right ratio, stir it well, and vacuum degas it for 50-60 seconds. Pour the resin into the mold inside a vacuum chamber and cure the mold again in the oven. It should take about 1 hour to cure. After curing, take the cast product out of the silicone mold. Repeat this step to get more replica products.

Applications of Vacuum Casting Mold
1. Small Run Production:
Vacuum casting molds are perfect for making small batches of high-quality plastic prototypes. When you don’t need enough parts to justify the cost of a steel mold, vacuum casting is the fastest and most economical way to get a small batch of parts. It’s used in a wide range of industries, including automotive, medical, consumer products, industrial equipment, agricultural equipment, sports equipment, and musical instruments.
2. Function Test:
The vacuum casting process and relatively low-cost silicone molds make engineering verification and design changes simple and economical, especially when it can be used for functional testing before product mass production.
3. Market Research:
Vaccum Casting products can be a complete set of new products. If you don’t know which one is most suitable for mass production under the same design concept, you can make a silicone mold and make 10-15 replica products. And in each replica, different colors and finishes were designed on the modules to allow for internal discussion within the design department.
4. Marketing Display:
For consumer evaluation, small-batch replica products are ideal. By displaying models at exhibitions, or releasing product photos in advance in corporate brochures and official websites, they serve the purpose of warm-up publicity, thereby attracting more potential customers or It’s about product optimization.
Reaction Injection Mold
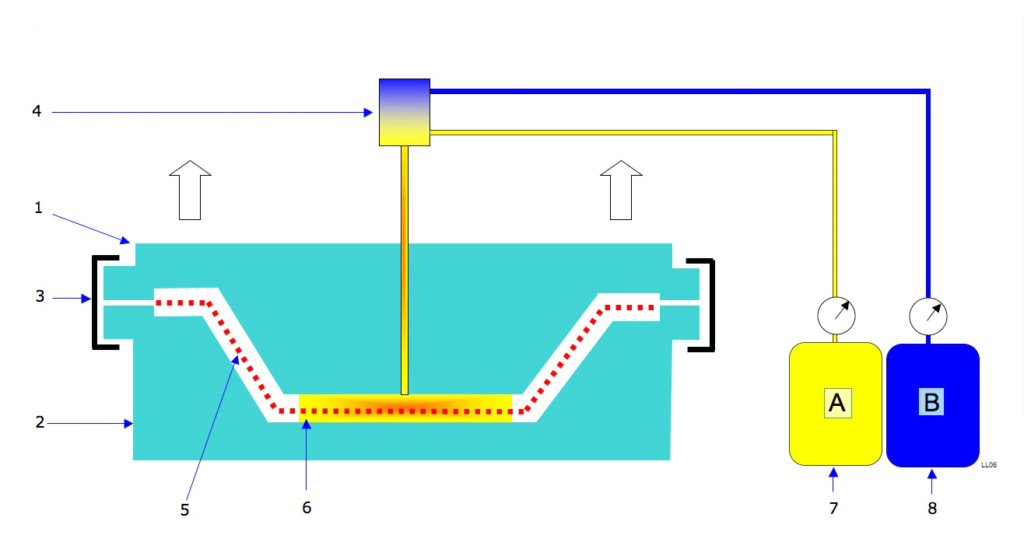
What is Reaction Injection Molding?
Mix two or more reactive low-viscosity liquids in a certain proportion, and then inject them into a closed mold under certain pressure and temperature conditions. After reacting further in the mold, you get a plastic product. This reaction injection molding process is called RIM.
What are the main features of reaction injection molding?
The characteristics of reaction injection molding are as follows:

- The pressure inside the reaction injection molding mold is low (generally 0.2~7MPa), so the clamping force is not large. As a result, the mold can be made of aluminum alloy and can be used to produce large-area parts.
- It can be used to injection mold various parts with complex structures and shapes (including ribs, bosses, gaps, and lifting lugs) without generating internal stress.
- The viscosity of the liquid reaction component is relatively low and mold filling is easy. It is very suitable for forming thin-walled parts or large thick-walled products, and can also be used to form products with metal inserts.
- Since chemical reactions occur during the molding process, the mold must be equipped with good exhaust channels to prevent the formation of pores in the product.
- Reaction molded products have a large shrinkage rate and should have a pressure-maintaining and shrinking device.
- The raw material requirements for reaction injection molded products are relatively high.
What are the materials for reaction injection molding?
Polyurethane is the most common material for reaction injection molding (RIM). Other common materials include polyurea, polyester, polyphenols, polyepoxies, and polyamide (nylon 6). To make the finished product stronger, reinforcements such as fiberglass are also mixed into the injected material. For example, rigid foam automotive panels. By adjusting the proportions of the mixed ingredients, RIM can be soft, hard, and very hard. For example, by using a blowing agent, a soft/hard foam core can be produced.
RIM molding process conditions for commonly used plastics
| Parameter | Polyurethane | Polyurea | Nylon 6 | Unsaturated Polyester | Epoxy Resin |
|---|---|---|---|---|---|
| Reaction Heat Energy/(kJ/mol) | 37 | 37 | 18.6 | 30 | 55.8 |
| Activation Energy/(kJ/mol) | 26 | 5.6 | 39 | 50.8 | 20 |
| Material Temperature/℃ | 40 | 40 | 100 | 25 | 60 |
| Curing Time/s | 45 | 30 | 150 | 60 | 150 |
| Molding Shrinkage/% | 5 | 5 | 10 | 20 | 5 |
| Mold Temperature/℃ | 70 | 70 | 130 | 150 | 130 |
What are the Common Applications of RIM?
RIM manufacturing is used in a wide and growing range of industrial applications. Here are a few examples:

- Automotive parts: RIM is used to produce automotive parts, such as dashboards, door panels, and other interior components.
- Consumer products: RIM is used to produce consumer products, such as furniture, appliances, and other household items.
- Medical devices: RIM is used to produce medical devices, such as implants, surgical instruments, and other medical equipment.
- Aerospace: RIM is used to produce aerospace components, such as aircraft parts, satellite components, and other space-related equipment.
What Are the Advantages and Disadvantages of Reaction Injection Molding?
| Advantages | Disadvantages |
|---|---|
| Strong and tough. | Not many materials to choose from, but more are coming. |
| Can make complex parts with fine details. | Hard to make fine details reliably. |
| Can make parts that are flexible or rigid, depending on the material and design. | Tools are not very tough, so they can be damaged easily. |
| Tooling is cheap compared to, say, injection molding. | Hard to fill and cure very large parts. |
| Parts can be cheap, especially if you can make one big part with built-in attachments, and use cheap materials. | Many RIM materials make volatile organic compound (VOC) pollutants. |
What are the Benefits of Reaction Injection Molding
- RIM products are lighter than their counterparts made by other methods. RIM is used to make car bumpers and parts that reduce vibration. The lighter weight of the parts makes the car lighter, and the parts work better. This means that when the car crashes into something, it doesn’t do as much damage. This saves money on fixing the car, on insurance, and on gas. This makes the whole car cheaper.
- RIM also helps to make the air cleaner. It makes less pollution than other ways of making plastic parts. This is important to a lot of countries, especially the ones that make a lot of plastic parts and cars.
What are the Equipment Requirements for Reaction Injection Molding?
Different from conventional injection molding equipment, reaction injection molding equipment generally includes the following systems:

1. State adjustment system: to prepare intermediates in liquid state.
2. Metering pump system: to measure the intermediate and apply pressure to pump the intermediate.
3. Mixing head: where the liquid intermediate is mixed through the mixing head.
4. Mold loading frame: to control the orientation of the mold and the mold opening and closing equipment, and is used during cleaning and demolding.
Since reaction injection molding mostly uses low-viscosity liquid impingement mixing, the mold filling function can be achieved using only internally generated pressure without the need for additional pressure; therefore, the injection pressure requirement for reaction injection molding can be as low as 50 psi, thereby achieving low mold closing. The ability to produce large parts also makes RIM molds cheaper.
How Does Reaction Injection Molding Work?
Here are the steps to perform reaction injection molding:

1. Prepare the mold: Clean and prepare the mold according to the specifications of the product you want to create. Apply a mold release agent to ensure that the finished product is easily removed.
2. Mix it up: In RIM, two liquids are used – polyols and isocyanates. These things are stored in separate tanks and are mixed in a precise ratio using a mixing head. The mixing head usually has static mixing elements to make sure the components get mixed together real good.
3. Shoot the mix: The mix is shot into the mold through the injection ports. The liquid mix fills the mold and starts to react and harden.
4. Wait for it to cure: The stuff you shot in the mold goes through a chemical reaction called polymerization. That’s what makes it solidify and form the shape you want. The cure time can be different depending on the materials you use and the properties you want in the finished product.
5. Take the product out of the mold: After the material has hardened and become solid, you can open the mold and take out the finished product. The mold release agent you put on before makes it easy to take it out.
6. Trim and finish: After you take it out of the mold, you can cut off any extra stuff or flash to make it look the way you want it to look. If you need to, you can also paint it, polish it, or put it together with other stuff.
7. Do it again: The RIM process can be done again to make more parts. Clean the mold, get it ready, and do it again with new stuff.
Reaction injection molding needs special equipment and know-how. Be safe when you handle the materials and run the machines. Talk to a pro or a RIM manufacturer for help and advice on how to do reaction injection molding.
Reaction Injection Molding (RIM) vs. Conventional Injection Molding
Reaction injection molding and injection molding look similar, but they are based on two different methods: thermoset processing and thermoplastic processing. Below is a brief introduction to each method.

Thermoset processing
The thermoset processing method used in RIM is based on irreversible chemical bonds formed during the curing process. Thermoset plastics don’t melt when heated – they break down and don’t change when cooled.
Thermoplastic processing
Thermoplastic processing is based on polymers that become flexible or plastic at specific temperatures and solidify when cooled.
When is reaction injection molding more suitable?

Reaction injection molding (RIM) has its pros and cons, like any other molding process. One of the biggest pros of RIM is that it offers more design freedom compared to injection molding. RIM can make parts that you can’t make with injection molding, like thick and thin wall parts, foam cores, and more. RIM parts are strong and lightweight, and the material you choose determines their properties. For example, polyurethane is one of the most popular RIM materials. It has heat resistance, dimensional stability, and very high dynamic properties, and it’s used in construction, automotive parts, sports, and more.
Another cool thing about RIM is that it uses low-viscosity liquid polymers. You inject them into heated molds, they expand, they thicken, they harden through various chemical reactions, and you can adjust the weight, strength, density, and hardness properties of the finished part. So, parts made this way are lighter than parts made with other manufacturing methods.
Generally, RIM molds are less expensive than injection molds. Plus, you use less energy and a lower tonnage press. But it can take longer than using thermoplastic processing.
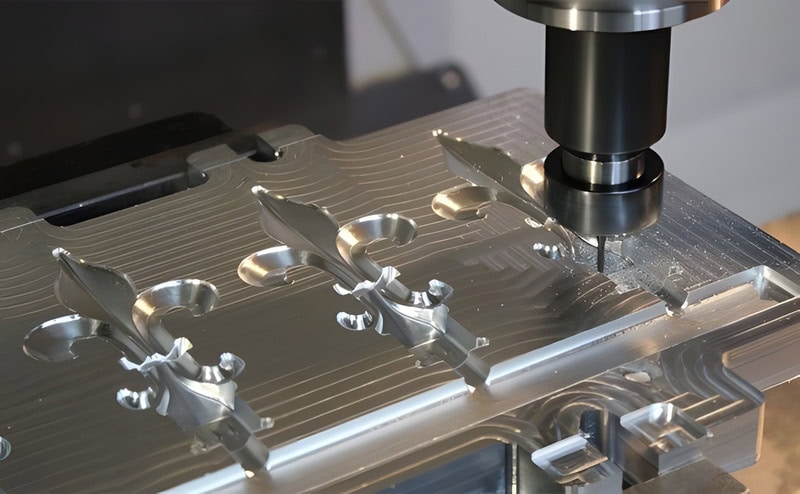
Aluminum injection mold
What is Aluminum injection mold?
Aluminum injection molding is a technology that uses aluminum molds to make parts (prototypes/actual products) using injection molding. Most injection molds are made of steel or aluminum. The conventional wisdom is that steel molds are more expensive, while aluminum molds are more cost-effective for small batches.
Why Choose Aluminum Injection Mold?

You need a lot of parts, but you don’t need tens of thousands of parts. You need parts quickly and on demand. You don’t want to take the risk of investing in molds before your part design is truly proven. If any of these statements apply to you, then low-volume injection molding with aluminum molds may be a good option for you.
Injection Molding: Aluminum Injection Mold vs. P20 Steel Injection Mold
P20 steel is the most commonly used steel for injection molds. Let’s compare P20 steel injection molds and aluminum alloy injection molds.
Take a simple plastic product as an example. Product material: ABS, product weight 20 grams, product quantity 1,000 pieces, 1 cavity mold.
| Mold Material | Product Material | Product Quantity/pcs | Product Weight/g | Mold Cavity | Mold Lead Time/Days | Mold Price/$ | Product Price/$ | Project Total Cost/$ |
|---|---|---|---|---|---|---|---|---|
| P20 Steel | ABS DG417 | 1000 | 20 | 1*1 | 25 | 2000 | 0.3 | 2300 |
| Aluminum 6061 | ABS DG417 | 1000 | 20 | 1*1 | 15 | 1300 | 0.3 | 1600 |
What is the Advantages of Aluminum Injection Mold
For small batch production projects, aluminum injection molds are a great choice for making all kinds of plastic products. Aluminum molds have a lot of advantages.

1. Cost Effective: Using aluminum to make an injection mold is cheaper than using steel. You can still save up to 30% of the total cost with aluminum mold for small batch production project.
2. Lead Time: Aluminum injection molds are faster than steel injection molds in terms of design and processing procedures. In general, aluminum molds can shorten the time by 40% compared to steel molds. Therefore, it can manufacture the required prototypes and final products faster.
3. Turnaround Time: Normally, the weight of the aluminum mold is one-third of the steel mold, which is easy to operate. Aluminum is a soft material, so it is easier to machine the material to form the injection mold. The simplified cooling system and mold structure make the production efficiency much higher.
What is the Disadvantages of Aluminum Injection Mold
Because aluminum has its limitations, aluminum injection molds also have limitations. These limitations include mold life, the types of materials that can be produced, and how the mold can be modified.

1. Product Material: Aluminum is a soft material, so it can’t be used to make materials with glass fiber filling, which will wear out the mold quickly, like glass fiber reinforced nylon, etc. It can’t be used to make high-temperature engineering materials, which will deform the mold easily during production, like PEEK, PPSU, etc.
2. Mold Lifespan: Aluminum molds are not as durable, corrosion resistant, and wear resistant as steel molds. Therefore, they are only suitable for small batch production. Under normal circumstances, the mold life is 1,000 to 10,000 shoots, depending on the material and structure of the product.
3. Product Design Complexity: Aluminum molds are not suitable for manufacturing parts with complex product designs. Complex product designs have thin and thick parts. Therefore, you need a material that can handle these parameters and can handle the high pressures and temperatures of the process without deforming. Aluminum injection molds are not suitable because they can deform in this condition.
4. Mold Modification: Once the aluminum injection mold is finished, if the product structure needs to be changed, it can’t be done by welding like with a steel mold. It has to be remade.
What are the Design Principles of Aluminum Injection Mold?
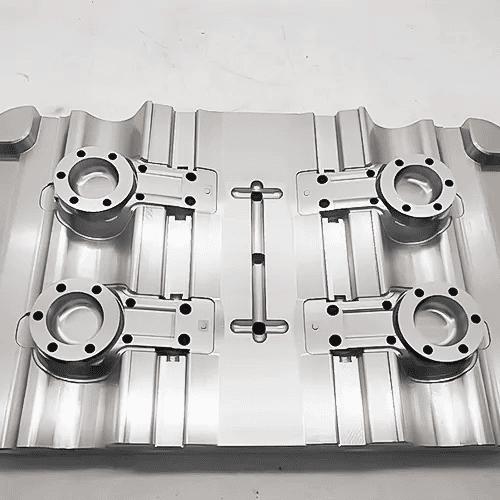
Make Mold Simple
Usually, don’t make a super complicated mold with lifters and sliders, and use hand-loaded inserts instead of automatic inserts. For prototypes and low-volume production, since the quantity of molded parts isn’t large, it’s not expensive to manually load and unload inserts, which can save on mold costs and increase the life of the mold.
Using Shared Mold Base
For aluminum injection molds, we can design all cavities using stock mold bases. This means we don’t have to spend time and money ordering new mold bases. It also helps us shorten lead times and save money to satisfy your budget.
Make Your Product Structure Better
When you design aluminum molds, use rounded corners instead of sharp corners. Aluminum is soft, and sharp corners wear faster when you inject the mold. They also get damaged easily and are hard to fix. Make the wall thickness of the product even as possible, which can make the injection pressure lower and the mold less likely to deform under the injection pressure.
Injection Molding Supplier Mold Ownership: What Buyers Should Confirm Before Paying Tooling
You just paid thirty thousand dollars for a production mold. Six months later, your supplier says you cannot move it to another factory. Sound familiar? Mold ownership is one of
Injection Molding Supplier Cost Breakdown: Tooling, Unit Price, Materials, and Hidden Fees
When you request a quote from an injection molding supplier, the number you get back is rarely the full story. Behind that unit price1 sits tooling amortization, material markups, setup

Injection Molding Supplier Inspection Checklist Before Mass Production
Selecting an injection molding supplier is only half the battle. Before you commit to mass production, you need a systematic inspection process that catches capability gaps, quality risks, and hidden
Optimization Solutions Provided For Free
- Provide Design Feedback and Optimization Solutions
- Optimize Structure and Reduce Mold Costs
- Talk Directly With Engineers One-On-One

