 Overslaan naar inhoud
Overslaan naar inhoud 

Door de jaren heen, spuitgieten productie technologie heeft een lange weg afgelegd. Er zijn nu zes algemene spuitgieten produceren Technieken: spuitpersen, spuitgieten van uitlaatgassen, lagedruk spuitgietenspuitgieten met gasondersteuning, spuitgieten met waterondersteuning en hoogglans spuitgieten.
Spuitgieten proces verwijst naar het proces om een bepaalde vorm van halffabricaten te maken door de gesmolten grondstoffen onder druk te zetten, te injecteren, af te koelen en los te koppelen.

Kunststof spuitgieten Het proces bestaat voornamelijk uit het sluiten van de mal - vullen - (gas-, water-) drukhouden - koelen - openen - ontvormen en andere zes fases. -Openen van de matrijs - Ontvormen en andere zes stappen.
Spuitgieten is onderverdeeld in de volgende zes types, laten we er meer over leren.
Spuitgieten
Persen is een geavanceerde vorm van conventioneel spuitgieten. spuitgieten.
Voordelen van spuitpersen
Het verhoogt de stromingslengteverhouding van de spuitgegoten onderdeel; gebruikt minder klemkracht en injectiedruk, vermindert de interne spanning in het materiaal en verhoogt de verwerkingsproductiviteit.
Spuitpersen aangepast aan gebruikssituaties
Het is algemeen bekend dat optische lenzen een hoge geometrische nauwkeurigheid, nauwkeurige afmetingen en lage vervorming vereisen, wat moeilijk te bereiken is met algemene spuitgieten.
Toepassingen voor spuitpersen
Voor diverse producten gemaakt van thermoplastische technische kunststoffen, zoals grote gebogen onderdelen, dunwandige, geminiaturiseerde onderdelen, optische lenzen en onderdelen met een goede slagvastheid.

Ontluchting Spuitgieten
Ontluchting spuitgieten: Het doel van het "ontluchtingsproces" is om de vluchtige splijtingsproducten die tijdens het polymerisatie-solidificatieproces ontstaan, te kunnen uitstoten.
Als deze gassen niet uit de holte worden afgevoerd, leidt dit tot onvolledige producten of luchtbellen in de sluiting.
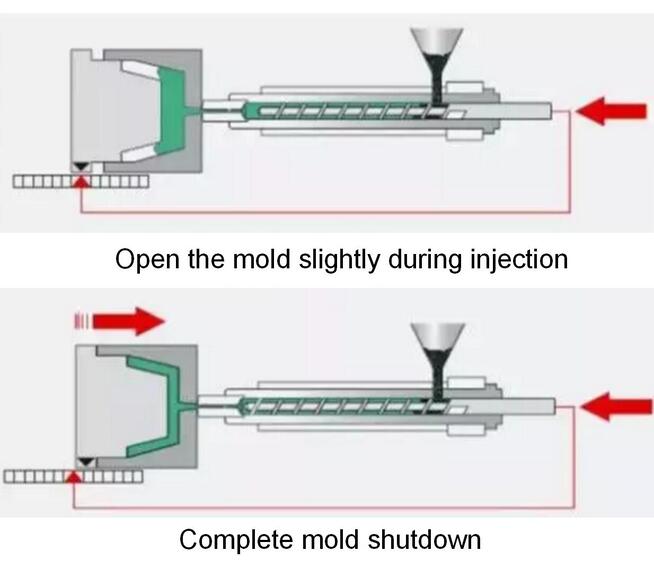
Ventilatie spuitgieten volgorde
1. Onderbreek de injectie wanneer het injectievolume ongeveer 80%-95% bereikt.
2. Open de mal ongeveer 0,1-0,2 mm om de afvoer van vluchtig gas mogelijk te maken.
3. Sluit de mal voor de tweede keer en injecteer het resterende injectievolume.

Ontluchtende spuitgiettoepassingen
Fabrikaat: de plaat 1500×1500 van de filterpersfilter
Aantal holtes: 1 holte
Materiaal: PP (stroomindex 0,2 hoge viscositeit)
Spuitgietmachine: BU4000 met 6800T opslagcilinder
Gietproces: spuitgieten met compressie
Spuitgieten onder lage druk
Spuitgieten onder lage druk proces is een soort inkapselingsproces dat een zeer lage injectiedruk gebruikt om smeltmateriaal in de mal te injecteren en snel uit te harden, met de uitstekende afdichtingseigenschappen van smeltmateriaal en uitstekende fysische en chemische eigenschappen om isolatie, temperatuurbestendigheid, slagvastheid, trillingsdemping, vochtbestendig, waterdicht, stofdicht, chemische corrosiebestendigheid, enz. te bereiken, om een goede rol te spelen in de bescherming van elektronische componenten.
Voor de gevoeligheid van leer, hout, vezelstof, PVC/TPO/PUR decoratieve folie is een lagere injectiedruk nodig.
Toepassingen voor spuitgieten onder lage druk

Spuitgieten met gasondersteuning
Gas ondersteunend spuitgieten GAIM proces
Injectiefase (gedeeltelijk) - Vulfase (N2) - Gashoudfase (constante koelluchtdruk) - Drukverlagingsfase - Demontagefase
Samenstelling GAIM-eenheid.
Gasdrukgenerator, gasregeleenheid, gasinjectieapparaat, gasterugwinningsapparaat

Voorbeeld van toepassing van spuitgieten met behulp van gas

Spuitgieten met behulp van water
Spuitgieten met behulp van water technologie is een geavanceerde spuitgieten proces waarbij een deel van de smelt in de vormholte wordt gespoten en vervolgens water onder hoge druk door de apparatuur in de smelt wordt gespoten om uiteindelijk het werkstuk te vormen.
Door de onsamendrukbaarheid van water, waardoor aan de voorkant van het water een vast grensvlak wordt gevormd, wordt de binnenwand van het product geëxtrudeerd in een holte en speelt de voorkant van het water ook de rol van snelle koeling.
Daarom heeft waterondersteuning veel voordelen die niet te vergelijken zijn met gasondersteuning. Onderzoeken en toepassingen hebben aangetoond dat met behulp van water dunnere en meer uniforme holtewanden kunnen worden gegenereerd en dat het oppervlak van de binnenwand van de runner zeer glad is.
Vooral voor dikwandige onderdelen kan de koeltijd van de waterassistent aanzienlijk worden verkort in vergelijking met die van de gasassistent.

Hoogglans spuitgieten
Het basisproces van spuitgieten met hoogglans is om waterstoom van hoge temperatuur en hoge druk te gebruiken om het matrijsoppervlak snel op te warmen voordat spuitgietenzodat de oppervlaktetemperatuur van de vormholte boven de glasoverdrachtstemperatuur (Tg) van het kunststofharsmateriaal komt, waarna de geplastificeerde kunststofsmelt in de gesloten vormholte wordt gespoten.

Als de injectie klaar is, wordt de luchttoevoer gestopt en wordt de waterdamp in de pijp uitgeblazen door de luchtdruk, waarna het koelwater wordt doorgelaten om de temperatuur van de mal snel te laten dalen totdat deze afkoelt en de mal wordt geopend om het product eruit te halen.







