 Skip to content
Skip to content 

Over the years, injection molding manufacturing technology has come a long way. There are now six common injection molding producing techniques: compression injection molding, exhaust injection molding, low pressure injection molding, gas assisted injection molding, water assisted injection molding, and high gloss injection molding.
Injection molding process refers to the process of making a certain shape of semi-finished parts by pressurizing, injecting, cooling and detaching the molten raw materials.

Plastic injection molding manufacturing process mainly includes mold closing — filling — (gas-assisted, water-assisted) pressure-holding — cooling — opening — demolding and other six stages. -Opening the mold – Demolding and other six stages.
Injection molding is divided into the following six types, let’s learn more about them.
Moulage par injection-compression
Compression molding is an advanced form of conventional injection molding.
Avantages du moulage par injection-compression
It increases the flow length ratio of the injection molded part; uses less clamping force and injection pressure; reduces internal stress in the material; and increases processing productivity.
Le moulage par injection-compression adapté aux cas d'utilisation
It is well known that optical lenses require high geometric accuracy, accurate dimensions and low deformation, which is difficult to achieve with general injection molding.
Applications du moulage par injection-compression
Pour divers produits fabriqués à partir de plastiques techniques thermoplastiques, tels que les grandes pièces incurvées, les pièces miniaturisées à parois minces, les lentilles optiques et les pièces présentant une bonne résistance aux chocs.

Venting Injection Molding
Venting injection molding: The purpose of the “venting” process is to provide an opportunity for the volatile fission products generated during the polymerization-solidification process to be emitted.
Si ces gaz ne sont pas évacués de la cavité, il en résultera des produits incomplets ou des bulles d'air dans le bouchon.
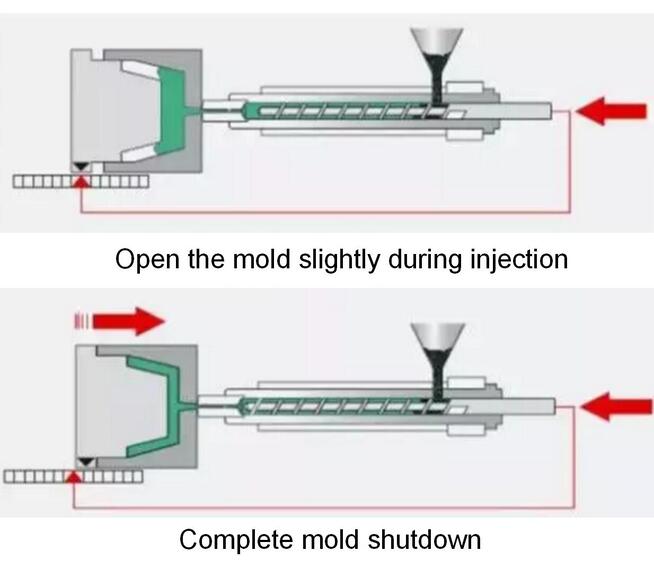
Séquence de moulage par injection avec mise à l'air libre
1. suspendre l'injection lorsque le volume d'injection atteint environ 80%-95%.
2. Ouvrir le moule d'environ 0,1-0,2 mm pour permettre l'évacuation des gaz volatils.
3. Fermer le moule pour la deuxième fois et injecter le volume d'injection restant.

Cas d'application du moulage par injection de l'évent
Produit fabriqué : plaque de filtre-presse 1500×1500
Nombre de cavités : 1 cavité
Matériau : PP (indice d'écoulement 0,2 haute viscosité)
Machine de moulage par injection : BU4000 avec cylindre de stockage 6800T
Molding process: compression injection molding
Moulage par injection à basse pression
Low-pressure injection molding process is a kind of encapsulation process that uses very low injection pressure to inject hot melt material into the mold and quickly curing, with the excellent sealing properties of hot melt material and excellent physical and chemical properties to achieve insulation, temperature resistance, impact resistance, vibration damping, moisture-proof, waterproof, dustproof, chemical corrosion resistance, etc., to play a good role in the protection of electronic components.
La sensibilité du cuir, du bois, des tissus en fibres, des films décoratifs en PVC/TPO/PUR nécessite une pression d'injection réduite.
Cas d'application du moulage par injection à basse pression

Moulage par injection de l'assistance gazeuse
Moulage par injection sous assistance gazeuse Processus GAIM
Phase d'injection (partielle) - Phase de gonflage (N2) - Phase de maintien du gaz (pression constante de l'air de refroidissement) - Phase de réduction de la pression - Phase de démoulage
Composition de l'unité GAIM.
Générateur de pression de gaz, unité de commande de gaz, dispositif d'injection de gaz, dispositif de récupération de gaz

Exemple d'application de moulage par injection assistée par gaz

Moulage par injection assisté par l'eau
Water-assisted injection molding technology is an advanced injection molding process in which a portion of the melt is injected into the mold cavity and then high-pressure water is injected into the melt through the equipment to finally mold the workpiece.
En raison de l'incompressibilité de l'eau, formant ainsi une interface solide à l'extrémité avant de l'eau, la paroi interne du produit est extrudée dans une cavité, et l'extrémité avant de l'eau joue également le rôle de refroidissement rapide.
Par conséquent, l'assistance à l'eau présente de nombreux avantages qui ne peuvent être comparés à ceux de l'assistance au gaz. Les études et les applications ont montré que l'assistance à l'eau peut générer des parois de cavité plus fines et plus uniformes, et que la surface de la paroi interne du canal de coulée est très lisse.
En particulier pour les pièces à parois épaisses, le temps de refroidissement de l'assistance à l'eau peut être considérablement réduit par rapport à l'assistance au gaz.

Moulage par injection haute brillance
Le processus de base de la moulage par injection haute brillance est d'utiliser de la vapeur d'eau à haute température et à haute pression pour réchauffer rapidement la surface du moule avant de l'utiliser. moulage par injectionLa température de surface de la cavité de moulage est alors supérieure à la température de transfert du verre (Tg) de la résine plastique, puis la matière plastique fondue plastifiée est injectée dans la cavité de moulage fermée.

Lorsque l'injection est terminée, l'alimentation en air est interrompue et la vapeur d'eau contenue dans le tuyau est expulsée par la pression de l'air, après quoi l'eau de refroidissement est acheminée pour faire chuter rapidement la température du moule jusqu'à ce qu'il refroidisse et que le moule soit ouvert pour retirer le produit.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







