 Перейти к содержанию
Перейти к содержанию 

Over the years, injection molding manufacturing technology has come a long way. There are now six common injection molding producing techniques: compression injection molding, exhaust injection molding, low pressure injection molding, gas assisted injection molding, water assisted injection molding, and high gloss injection molding.
Injection molding process refers to the process of making a certain shape of semi-finished parts by pressurizing, injecting, cooling and detaching the molten raw materials.

Plastic injection molding manufacturing process mainly includes mold closing — filling — (gas-assisted, water-assisted) pressure-holding — cooling — opening — demolding and other six stages. -Opening the mold – Demolding and other six stages.
Injection molding is divided into the following six types, let’s learn more about them.
Компрессионное формование под давлением
Compression molding is an advanced form of conventional injection molding.
Преимущества инжекционно-компрессионного формования
It increases the flow length ratio of the injection molded part; uses less clamping force and injection pressure; reduces internal stress in the material; and increases processing productivity.
Адаптация литья под давлением к конкретным условиям эксплуатации
It is well known that optical lenses require high geometric accuracy, accurate dimensions and low deformation, which is difficult to achieve with general injection molding.
Применение литья под давлением
Для различных изделий из термопластичных инженерных пластмасс, таких как большие изогнутые детали, тонкостенные, миниатюрные детали, оптические линзы и детали с высокими требованиями к ударопрочности.

Вентилируемое литье под давлением
Venting injection molding: The purpose of the “venting” process is to provide an opportunity for the volatile fission products generated during the polymerization-solidification process to be emitted.
Если эти газы не отводятся из полости, результатом будет неполноценная продукция или воздушные пузырьки в затворе.
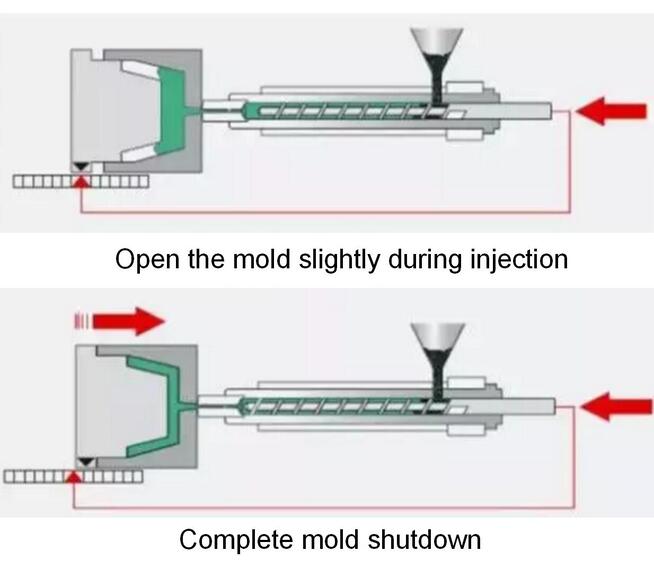
Последовательность литья под давлением с отводом воздуха
1. Приостановите инъекцию, когда объем инъекции достигнет примерно 80%-95%.
2. Откройте пресс-форму на 0,1-0,2 мм, чтобы обеспечить выход летучих газов.
3. Закройте пресс-форму во второй раз и впрысните оставшийся объем инъекции.

Случаи применения литья под давлением с отводом воздуха
Изготовленный продукт: фильтровальная плита фильтр-пресса 1500×1500
Количество полостей: 1 полость
Материал: PP (индекс текучести 0,2, высокая вязкость)
Машина для литья под давлением: BU4000 с накопительным цилиндром 6800T
Molding process: compression injection molding
Литье под низким давлением
Low-pressure injection molding process is a kind of encapsulation process that uses very low injection pressure to inject hot melt material into the mold and quickly curing, with the excellent sealing properties of hot melt material and excellent physical and chemical properties to achieve insulation, temperature resistance, impact resistance, vibration damping, moisture-proof, waterproof, dustproof, chemical corrosion resistance, etc., to play a good role in the protection of electronic components.
Чувствительность кожи, дерева, волокнистой ткани, декоративной пленки из ПВХ/TPO/PUR требует снижения давления впрыска.
Случаи применения литья под низким давлением

Литье под давлением с газовым усилителем
Процесс GAIM для литья под давлением с использованием газа
Стадия впрыска (частичного) - Стадия накачки (N2) - Стадия удержания газа (постоянное давление охлаждающего воздуха) - Стадия снижения давления - Стадия формовки
Состав подразделения GAIM.
Генератор давления газа, блок управления газом, устройство впрыска газа, устройство рекуперации газа

Пример применения метода литья под давлением с использованием газа

Литье под давлением с использованием воды
Water-assisted injection molding technology is an advanced injection molding process in which a portion of the melt is injected into the mold cavity and then high-pressure water is injected into the melt through the equipment to finally mold the workpiece.
Благодаря несжимаемости воды, образующей твердую границу раздела на переднем конце воды, внутренняя стенка изделия выдавливается в полость, а передний конец воды также играет роль быстрого охлаждения.
Поэтому водяной способ имеет много преимуществ, которые нельзя сравнить с газовым. Исследования и практическое применение показали, что при использовании воды стенки полости получаются более тонкими и однородными, а внутренняя поверхность стенки бегунка очень гладкая.
Особенно для толстостенных деталей время охлаждения с помощью водяного асиста может быть значительно сокращено по сравнению с газовым асистом.

Высокоглянцевое литье под давлением
Основной процесс литье под давлением с высоким блеском использование высокотемпературного водяного пара высокого давления для быстрого нагрева поверхности формы до литьё под давлением, так что температура поверхности формовочной полости достигает выше температуры стеклования (Tg) смолистого пластикового материала, а затем пластифицированный пластиковый расплав впрыскивается в закрытую полость формы.

По окончании впрыска подача воздуха прекращается, и водяной пар в трубе выдувается давлением воздуха, после чего подается охлаждающая вода, чтобы температура формы быстро падала, пока она не остынет, и форма открывается для извлечения продукта.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.





