 Przejdź do treści
Przejdź do treści 

Over the years, injection molding manufacturing technology has come a long way. There are now six common injection molding producing techniques: compression injection molding, exhaust injection molding, low pressure injection molding, gas assisted injection molding, water assisted injection molding, and high gloss injection molding.
Injection molding process refers to the process of making a certain shape of semi-finished parts by pressurizing, injecting, cooling and detaching the molten raw materials.

Plastic injection molding manufacturing process mainly includes mold closing — filling — (gas-assisted, water-assisted) pressure-holding — cooling — opening — demolding and other six stages. -Opening the mold – Demolding and other six stages.
Injection molding is divided into the following six types, let’s learn more about them.
Wtryskowe formowanie tłoczne
Compression molding is an advanced form of conventional injection molding.
Zalety formowania wtryskowego
It increases the flow length ratio of the injection molded part; uses less clamping force and injection pressure; reduces internal stress in the material; and increases processing productivity.
Formowanie wtryskowe dostosowane do przypadków użycia
It is well known that optical lenses require high geometric accuracy, accurate dimensions and low deformation, which is difficult to achieve with general injection molding.
Zastosowania formowania wtryskowego
Do różnych produktów wykonanych z termoplastycznych tworzyw konstrukcyjnych, takich jak duże zakrzywione części, cienkościenne, zminiaturyzowane części, soczewki optyczne i części o wysokiej odporności na uderzenia.

Formowanie wtryskowe z odpowietrzaniem
Venting injection molding: The purpose of the “venting” process is to provide an opportunity for the volatile fission products generated during the polymerization-solidification process to be emitted.
Jeśli gazy te nie zostaną odprowadzone z wnęki, wynikiem będą niekompletne produkty lub pęcherzyki powietrza w zamknięciu.
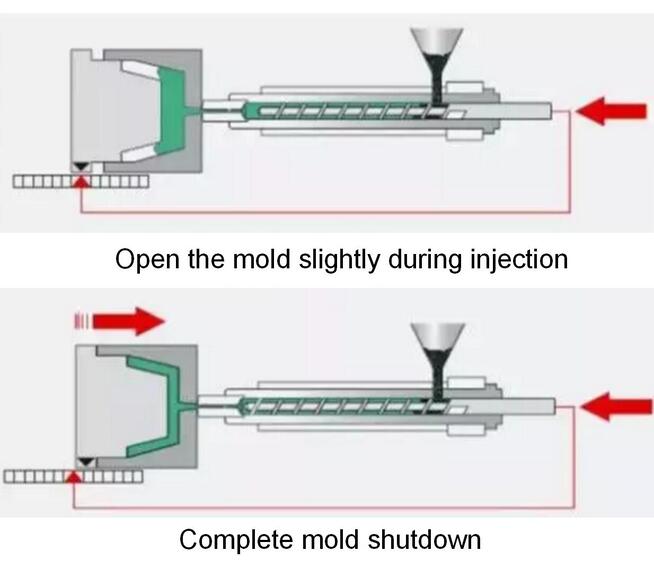
Sekwencja formowania wtryskowego z odpowietrzaniem
1. zawiesić wtrysk, gdy objętość wtrysku osiągnie około 80%-95%.
2. Otworzyć formę na około 0,1-0,2 mm, aby umożliwić odprowadzenie lotnego gazu.
3. Zamknąć formę po raz drugi i wstrzyknąć pozostałą objętość wtrysku.

Przypadki zastosowań formowania wtryskowego z odpowietrzaniem
Wyprodukowany produkt: płyta filtracyjna prasy filtracyjnej 1500×1500
Liczba wgłębień: 1 wgłębienie
Materiał: PP (wskaźnik płynięcia 0,2, wysoka lepkość)
Wtryskarka: BU4000 z cylindrem magazynującym 6800T
Molding process: compression injection molding
Formowanie wtryskowe pod niskim ciśnieniem
Low-pressure injection molding process is a kind of encapsulation process that uses very low injection pressure to inject hot melt material into the mold and quickly curing, with the excellent sealing properties of hot melt material and excellent physical and chemical properties to achieve insulation, temperature resistance, impact resistance, vibration damping, moisture-proof, waterproof, dustproof, chemical corrosion resistance, etc., to play a good role in the protection of electronic components.
Wrażliwość skóry, drewna, tkanin włóknistych, folii dekoracyjnych PVC/TPO/PUR wymaga zmniejszonego ciśnienia wtrysku.
Przypadki zastosowań niskociśnieniowego formowania wtryskowego

Formowanie wtryskowe ze wspomaganiem gazowym
Proces formowania wtryskowego ze wspomaganiem gazowym GAIM
Etap wtrysku (częściowy) - Etap napełniania (N2) - Etap utrzymywania gazu (stałe ciśnienie powietrza chłodzącego) - Etap redukcji ciśnienia - Etap rozformowywania
Skład jednostki GAIM.
Generator ciśnienia gazu, jednostka sterująca gazem, urządzenie wtrysku gazu, urządzenie odzysku gazu

Przykład zastosowania formowania wtryskowego ze wspomaganiem gazowym

Formowanie wtryskowe wspomagane wodą
Water-assisted injection molding technology is an advanced injection molding process in which a portion of the melt is injected into the mold cavity and then high-pressure water is injected into the melt through the equipment to finally mold the workpiece.
Ze względu na nieściśliwość wody, tworząc w ten sposób stały interfejs na przednim końcu wody, wewnętrzna ściana produktu jest wytłaczana do wnęki, a przedni koniec wody odgrywa również rolę szybkiego chłodzenia.
W związku z tym, wspomaganie wodą ma wiele zalet, których nie można porównać do wspomagania gazem. Badania i zastosowania wykazały, że wspomaganie wodą może generować cieńsze i bardziej jednolite ściany wnęki, a wewnętrzna powierzchnia ściany kanału jest bardzo gładka.
Zwłaszcza w przypadku części o grubych ściankach, czas chłodzenia w przypadku wspomagania wodnego można znacznie skrócić w porównaniu ze wspomaganiem gazowym.

Formowanie wtryskowe na wysoki połysk
Podstawowy proces Formowanie wtryskowe na wysoki połysk jest użycie pary wodnej o wysokiej temperaturze i wysokim ciśnieniu do szybkiego ogrzania powierzchni formy przed formowanie wtryskowe, tak aby temperatura powierzchni wnęki formującej osiągnęła powyżej temperatury zeszklenia (Tg) tworzywa sztucznego z żywicą, a następnie uplastyczniony stopiony plastik jest wtryskiwany do zamkniętej wnęki formy.

Po zakończeniu wtrysku dopływ powietrza jest zatrzymywany, a para wodna w rurze jest wydmuchiwana przez ciśnienie powietrza, po czym przepuszczana jest woda chłodząca, aby temperatura formy gwałtownie spadła, aż ostygnie, a forma zostanie otwarta, aby wyjąć produkt.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







