 コンテンツへスキップ
コンテンツへスキップ 

Over the years, injection molding manufacturing technology has come a long way. There are now six common injection molding producing techniques: compression injection molding, exhaust injection molding, low pressure injection molding, gas assisted injection molding, water assisted injection molding, and high gloss injection molding.
Injection molding process refers to the process of making a certain shape of semi-finished parts by pressurizing, injecting, cooling and detaching the molten raw materials.

Plastic injection molding manufacturing process mainly includes mold closing — filling — (gas-assisted, water-assisted) pressure-holding — cooling — opening — demolding and other six stages. -Opening the mold – Demolding and other six stages.
Injection molding is divided into the following six types, let’s learn more about them.
射出圧縮成形
Compression molding is an advanced form of conventional injection molding.
射出圧縮成形の利点
It increases the flow length ratio of the injection molded part; uses less clamping force and injection pressure; reduces internal stress in the material; and increases processing productivity.
用途に合わせた射出圧縮成形
It is well known that optical lenses require high geometric accuracy, accurate dimensions and low deformation, which is difficult to achieve with general injection molding.
射出圧縮成形の用途
大型曲面部品、薄肉・小型化部品、光学レンズ、耐衝撃性が要求される部品など、熱可塑性エンジニアリングプラスチック製の各種製品に。

ベント射出成形
Venting injection molding: The purpose of the “venting” process is to provide an opportunity for the volatile fission products generated during the polymerization-solidification process to be emitted.
これらのガスがキャビティから排出されないと、不完全な製品になったり、クロージャー内に気泡が生じたりする。
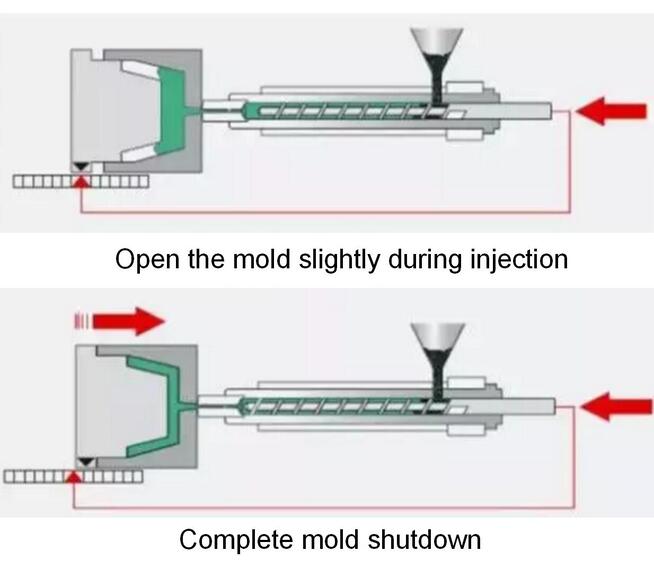
ベント射出成形シーケンス
1. 注入量が約80%~95%に達した時点で注入を中断する。
2.金型を0.1~0.2mm程度開き、揮発性ガスを排出させる。
3.2回目に金型を閉じ、残りの注入量を注入する。

ガス抜き射出成形事例
製造されたプロダクト: フィルターの出版物のフィルター版 1500×1500
キャビティ数1キャビティ
材質PP(フローインデックス0.2高粘度)
射出成形機BU4000、6800T貯蔵シリンダー付き
Molding process: compression injection molding
低圧射出成形
Low-pressure injection molding process is a kind of encapsulation process that uses very low injection pressure to inject hot melt material into the mold and quickly curing, with the excellent sealing properties of hot melt material and excellent physical and chemical properties to achieve insulation, temperature resistance, impact resistance, vibration damping, moisture-proof, waterproof, dustproof, chemical corrosion resistance, etc., to play a good role in the protection of electronic components.
皮革、木材、繊維織物、PVC/TPO/PUR装飾フィルムの感度は、射出圧力を下げる必要があります。
低圧射出成形事例

ガスアシスト射出成形
ガスアシスト射出成形 GAIMプロセス
射出段階(部分) - 膨張段階(N2) - ガス保持段階(冷却空気圧一定) - 減圧段階 - 脱型段階
GAIMのユニット構成。
ガス圧発生装置、ガス制御装置、ガス注入装置、ガス回収装置

ガスアシスト射出成形の応用例

水アシスト射出成形
Water-assisted injection molding technology is an advanced injection molding process in which a portion of the melt is injected into the mold cavity and then high-pressure water is injected into the melt through the equipment to finally mold the workpiece.
水の非圧縮性により、水の前端に固体界面が形成されるため、製品の内壁は空洞に押し出され、水の前端は急速冷却の役割も果たす。
したがって、水アシストにはガスアシストとは比較にならない多くの利点がある。研究と応用から、水アシストはより薄く均一なキャビティ壁を生成でき、ランナーの内壁面は非常に滑らかであることが示されている。
特に厚肉の部品では、水アシストの冷却時間はガスアシストに比べて大幅に短縮できる。

高光沢射出成形
の基本的なプロセスである。 高光沢射出成形 は、高温高圧の水蒸気を使用して金型表面を急速に暖めてから、次の工程に進む。 射出成形成形キャビティの表面温度が樹脂プラスチック材料のガラス転移温度(Tg)以上になるようにし、可塑化された樹脂溶融体を密閉された金型キャビティに射出する。

射出が終わると、空気の供給を止め、パイプ内の水蒸気を空気圧で吹き飛ばし、その後、冷却水を流して金型の温度を急速に下げ、冷えてから金型を開いて製品を取り出す。
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







