 Zum Inhalt springen
Zum Inhalt springen 

Im Laufe der Jahre hat die Spritzgießtechnologie große Fortschritte gemacht. Es gibt nun sechs gängige Spritzgießverfahren: Kompressionsspritzgießen, Entlüftungsspritzgießen, Niederdruckspritzgießen, gasunterstütztes Spritzgießen, wasserunterstütztes Spritzgießen und Hochglanzspritzgießen.
Der Spritzgießprozess bezeichnet das Verfahren, bei dem geschmolzene Rohstoffe unter Druck eingespritzt, gekühlt und entformt werden, um Halbfertigteile einer bestimmten Form herzustellen.

Das Herstellungsverfahren des Kunststoffspritzgießens umfasst hauptsächlich sechs Stufen: Schließen der Form – Füllen – (gas- oder wasserunterstütztes) Nachdrücken – Abkühlen – Öffnen der Form – Entformen.
Das Spritzgießen wird in die folgenden sechs Arten unterteilt. Lassen Sie uns mehr darüber erfahren.
Spritzgießen und Formpressen
Das Kompressionsspritzgießen ist eine fortgeschrittene Form des herkömmlichen Spritzgießens.
Vorteile des Spritzprägens
Es erhöht das Fließlängenverhältnis des Spritzgussteils; benötigt weniger Schließkraft und Einspritzdruck; verringert die innere Spannung im Material; und steigert die Produktivität der Verarbeitung.
Spritzprägen angepasst an Anwendungsfälle
Es ist bekannt, dass optische Linsen hohe geometrische Genauigkeit, präzise Abmessungen und geringe Verformung erfordern, was mit herkömmlichem Spritzgießen schwer zu erreichen ist.
Anwendungen des Spritzprägeverfahrens
Für verschiedene Produkte aus thermoplastischen technischen Kunststoffen, wie z. B. große gebogene Teile, dünnwandige, miniaturisierte Teile, optische Linsen und Teile mit hohen Anforderungen an die Schlagfestigkeit.

Entlüftung Spritzgießen
Entlüftungsspritzgießen: Der Zweck des „Entlüftungs“-Prozesses ist es, flüchtigen Spaltprodukten, die während des Polymerisations- und Aushärtungsprozesses entstehen, die Möglichkeit zur Entweichung zu geben.
Wenn diese Gase nicht aus dem Hohlraum entweichen, führt dies zu unvollständigen Produkten oder Luftblasen im Verschluss.
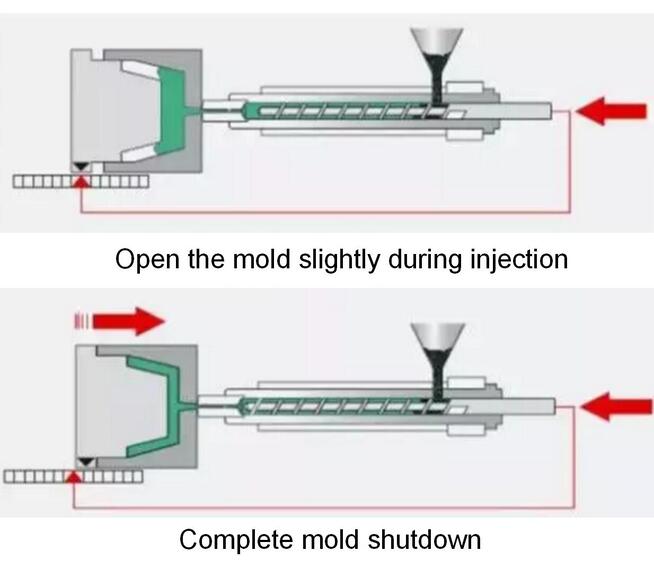
Entlüftung Spritzgießen Sequenz
1. Die Injektion unterbrechen, wenn das Injektionsvolumen etwa 80%-95% erreicht.
2. Öffnen Sie die Form ca. 0,1-0,2 mm, damit das flüchtige Gas entweichen kann.
3. Schließen Sie das Werkzeug zum zweiten Mal und spritzen Sie das restliche Einspritzvolumen ein.

Entlüftung Spritzgießen Anwendungsfälle
Hergestelltes Produkt: Filterpresse Filterplatte 1500×1500
Anzahl der Kavitäten: 1 Hohlraum
Material: PP (Fließindex 0,2, hohe Viskosität)
Spritzgießmaschine: BU4000 mit 6800T Speicherzylinder
Formgebungsprozess: Kompressionsspritzgießen
Niederdruck-Spritzgießen
Der Niederdruckspritzgießprozess ist eine Art Einkapselungsverfahren, bei dem mit sehr niedrigem Einspritzdruck heißes Schmelzmaterial in die Form eingespritzt und schnell ausgehärtet wird. Durch die hervorragenden Dichtungseigenschaften des Schmelzmaterials und seine ausgezeichneten physikalischen und chemischen Eigenschaften werden Isolierung, Temperaturbeständigkeit, Stoßfestigkeit, Schwingungsdämpfung, Feuchtigkeitsschutz, Wasserdichtigkeit, Staubschutz und chemische Beständigkeit erreicht, um elektronische Bauteile effektiv zu schützen.
Die Empfindlichkeit von Leder, Holz, Fasergewebe, PVC/TPO/PUR-Dekorfolie erfordert einen reduzierten Einspritzdruck.
Anwendungsfälle des Niederdruck-Spritzgießens

Spritzgießen mit Gasdruckunterstützung
Gas Assist Injection Molding GAIM-Verfahren
Einspritzphase (partiell) - Aufblasphase (N2) - Gashaltephase (konstanter Kühlluftdruck) - Druckabbaustufe - Entformungsphase
Zusammensetzung der GAIM-Einheit.
Gasdruckerzeuger, Gassteuereinheit, Gaseinspritzvorrichtung, Gasrückgewinnungsvorrichtung

Anwendungsbeispiel für gasunterstütztes Spritzgießen

Wasserunterstütztes Spritzgießen
Die wasserunterstützte Spritzgießtechnologie ist ein fortschrittliches Spritzgießverfahren, bei dem ein Teil der Schmelze in den Formhohlraum eingespritzt wird und dann Hochdruckwasser durch die Ausrüstung in die Schmelze injiziert wird, um schließlich das Werkstück zu formen.
Aufgrund der Inkompressibilität von Wasser und der dadurch entstehenden festen Grenzfläche am vorderen Ende des Wassers wird die Innenwand des Produkts in einen Hohlraum extrudiert, und das vordere Ende des Wassers spielt auch die Rolle der schnellen Kühlung.
Daher hat die Wasserunterstützung viele Vorteile, die nicht mit der Gasunterstützung verglichen werden können. Studien und Anwendungen haben gezeigt, dass mit Hilfe der Wasserunterstützung dünnere und gleichmäßigere Hohlraumwände erzeugt werden können und die innere Wandoberfläche des Kanals sehr glatt ist.
Insbesondere bei dickwandigen Teilen kann die Abkühlzeit mit Wasserunterstützung im Vergleich zur Gasunterstützung erheblich verkürzt werden.

Hochglanz-Spritzgießen
Der grundlegende Prozess der Hochglanz-Spritzgießen ist die Verwendung von Hochtemperatur- und Hochdruck-Wasserdampf zur schnellen Erwärmung der Formoberfläche vor dem Spritzgießenso dass die Oberflächentemperatur des Formhohlraums über der Glasübergangstemperatur (Tg) des Kunststoffmaterials liegt, und dann wird die plastifizierte Kunststoffschmelze in den geschlossenen Formhohlraum eingespritzt.

Nach Beendigung des Einspritzvorgangs wird die Luftzufuhr gestoppt und der Wasserdampf im Rohr durch den Luftdruck ausgeblasen. Anschließend wird Kühlwasser eingeleitet, um die Temperatur der Form schnell abzusenken, bis sie abkühlt und die Form zur Entnahme des Produkts geöffnet wird.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







