 Overslaan naar inhoud
Overslaan naar inhoud 
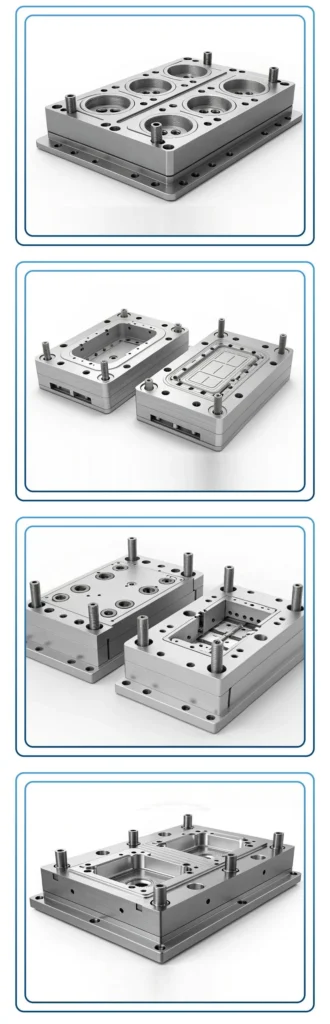
FDA/EC volgzaam injectievorm staal
Ontdek de FDA/EC compliant spuitgietstalen oplossingen bij Zetar Mold, en garandeer veiligheid en kwaliteit in uw productie met betrouwbare materialen.

De complete gids voor FDA/EC-conforme stalen spuitgietoplossingen
Definitie van FDA/EC-conform staal voor spuitgietmatrijzen
FDA/EC conform spuitgietstaal verwijst naar specifieke staalsoorten, of staalsoorten met bepaalde oppervlaktebehandelingen, die veilig geacht worden voor gebruik in de productie van matrijzen die onderdelen produceren die direct of indirect in contact komen met voedingsmiddelen, dranken, medische apparatuur of farmaceutische producten.
1. Kernprincipes:
Niet-giftig: Het staal mag geen schadelijke stoffen afgeven aan de producten die het helpt maken. De bestanddelen mogen niet migreren naar voedsel of medische producten in hoeveelheden die de menselijke gezondheid in gevaar kunnen brengen.
Corrosiebestendigheid: Een hoge weerstand tegen corrosie is van het grootste belang en voorkomt de vorming van roest of andere reactieproducten die de spuitgietproducten kunnen verontreinigen. Dit is vooral belangrijk bij het gieten van corrosieve polymeren of wanneer matrijzen worden blootgesteld aan agressieve reinigingsmiddelen of vochtige omgevingen.
Traagheid: Het staal mag geen onaanvaardbare verandering in de samenstelling van het voedingsmiddel of medische product veroorzaken, noch de organoleptische kenmerken (smaak, geur) aantasten.
Reinigbaarheid: Het oppervlak van de mal moet gemakkelijk en effectief gereinigd kunnen worden en waar nodig gesteriliseerd om microbiële besmetting te voorkomen. Dit impliceert vaak een polijstmiddel van hoge kwaliteit.
2. Basisconcepten:
FDA-naleving: In de Verenigde Staten reguleert de FDA materialen die in contact komen met voedingsmiddelen onder Titel 21 van de Code of Federal Regulations (CFR). Hoewel de FDA matrijzenstaal meestal niet direct "goedkeurt", moeten de gebruikte materialen "Generally Recognized As Safe" (GRAS) zijn of voldoen aan specifieke vereisten voor stoffen die in contact komen met voedingsmiddelen (FCS). Roestvrij staal geniet vaak de voorkeur vanwege zijn inertie en corrosiebestendigheid.
EG-naleving: In de Europese Unie is Verordening (EG) nr. 1935/2004 de kaderverordening voor materialen die met levensmiddelen in contact komen. Hierin wordt bepaald dat materialen hun bestanddelen niet aan voedsel mogen afgeven in hoeveelheden die de menselijke gezondheid in gevaar kunnen brengen, de samenstelling van voedsel op onaanvaardbare wijze kunnen veranderen of de organoleptische eigenschappen ervan kunnen aantasten. Voor metalen en legeringen zijn specifieke maatregelen in de EU minder geharmoniseerd dan voor kunststoffen, maar er gelden algemene veiligheidsvereisten en nationale wetgeving of industrienormen (zoals die van de Raad van Europa) bieden vaak een leidraad. Goede productiepraktijken (GMP) volgens Verordening (EG) nr. 2023/2006 zijn ook van cruciaal belang.

Classificatie en soorten conform gietstaal
Gietstaal dat voldoet aan FDA/EC kan worden geclassificeerd op basis van verschillende criteria, zodat fabrikanten de meest geschikte optie voor hun specifieke behoeften kunnen kiezen.
1. Op materiaalsamenstelling:
Roestvrij staal:
- Austenitisch roestvast staal (bijv. AISI 304, 316, 316L): Bieden uitstekende corrosiebestendigheid en goede vervormbaarheid, maar over het algemeen een lagere hardheid tenzij koud bewerkt. Kwaliteiten van 316/316L hebben vaak de voorkeur voor een hogere corrosiebestendigheid, vooral tegen chloriden.
- Martensitische roestvaste staalsoorten (bijv. AISI 420, gemodificeerd 420, 440B/C): Kunnen een warmtebehandeling ondergaan om een hoge hardheid en slijtvastheid te bereiken, waardoor ze geschikt zijn voor snijkanten of gebieden met veel slijtage in gietvormen. Ze bieden een goede weerstand tegen corrosie, hoewel over het algemeen minder dan austenitische kwaliteiten. Kwaliteiten zoals Uddeholm Stavax ESR (gemodificeerd 420) zijn speciaal ontworpen voor matrijzen die een hoge polijstbaarheid en corrosiebestendigheid vereisen.
- Precipitatiehardend (PH) roestvrij staal (bijv. 17-4 PH): Combineren goede corrosiebestendigheid met hoge sterkte en hardheid, haalbaar door een enkele warmtebehandeling bij lage temperatuur.
② Speciaal gereedschapsstaal (met conforme eigenschappen of coatings): Sommige doorgeharde of casco geharde gereedschapsstalen kunnen worden gebruikt als hun samenstelling inherent veilig is of als ze zijn behandeld met oppervlaktecoatings die voldoen aan de FDA/EC-richtlijnen (bijv. bepaalde PVD-coatings zoals TiN of CrN indien gecertificeerd). De uitloogbaarheid van het basismateriaal is een belangrijke factor.
2. Op corrosieweerstandsniveau:
Corrosiebestendigheid voor algemeen gebruik: Geschikt voor minder agressieve polymeren en omgevingen (bijv. sommige 400-serie roestvast staal).
Hoge corrosiebestendigheid: Essentieel voor het gieten van agressieve polymeren (bijv. PVC, brandvertragende kunststoffen die corrosieve gassen afgeven) of voor gietvormen die in een vochtige/condenserende omgeving werken of vaak agressief worden gereinigd (bijv. 316L, gespecialiseerde martensitische kwaliteiten zoals Stavax ESR).
3. Door hardheid en slijtvastheid:
① Staalsoorten met een lagere hardheid: Gemakkelijker te bewerken, maar kan een kortere matrijslevensduur bieden voor abrasieve materialen of hoog-volume productie (bijvoorbeeld gegloeid austenitisch roestvast staal).
② Staal met hoge hardheid: Ze bieden een uitstekende slijtvastheid en een lange levensduur bij matrijzen, maar kunnen moeilijker te bewerken en te polijsten zijn (bijvoorbeeld gehard martensitisch roestvast staal).
4. Naar Focus op Regelgeving (hoewel vaak overlappend):
① Staal voldoet voornamelijk aan FDA-richtlijnen: Vaak geselecteerd op basis van historisch gebruik, GRAS-status en leverancierscertificeringen voor contact met voedingsmiddelen.
② Staal dat voornamelijk voldoet aan de EG-voorschriften: Geselecteerd op basis van naleving van (EG) 1935/2004 en relevante specifieke maatregelen of nationale richtlijnen, waarbij vaak een verklaring van naleving (DoC) van de leverancier vereist is.
Opmerking: Veel roestvrije staalsoorten van hoge kwaliteit voldoen inherent aan de vereisten van zowel de FDA- als de EC-richtlijnen vanwege hun inerte aard en corrosiebestendigheid.
Typische toepassingsscenario's en use cases
Gietstaal dat voldoet aan FDA/EC is onmisbaar in industrieën waar productveiligheid en hygiëne onontbeerlijk zijn.
1. Verpakking van voedingsmiddelen en dranken:
Recipiënten en deksels: Spuitgietmatrijzen voor de productie van yoghurtbekers, botervlootjes, voedselbakjes, doppen en sluitingen. Staal moet bestand zijn tegen corrosie door voedingszuren en reinigingsmiddelen.
Bestek en keukengerei: Mallen voor plastic wegwerp- of herbruikbaar bestek.
③ Voorbeeld: Een zuivelbedrijf heeft mallen nodig voor PP (polypropyleen) yoghurtbekers. Er wordt gekozen voor een martensitisch roestvrij staal zoals gemodificeerd AISI 420 vanwege de goede polijstbaarheid (voor gemakkelijk losmaken van onderdelen en hygiëne) en corrosiebestendigheid tegen mogelijke melkzuurresten en reinigingsoplossingen.
2. Medische hulpmiddelen:
Chirurgische instrumenten en onderdelen: Mallen voor chirurgische wegwerphulpmiddelen, onderdelen van diagnostische apparaten en systemen voor het toedienen van medicijnen (bijv. onderdelen van inhalators, onderdelen van injectiespuiten).
② Implanteerbare implantaatvormen (indirect): Hoewel het uiteindelijke implantaat van siliconen of PEEK kan zijn, moeten de mallen voor deze onderdelen voldoen aan strenge normen voor reinheid en niet-besmetting.
③ Voorbeeld: Fabricagemallen voor behuizingen van polycarbonaat (PC) voor bloedanalyseapparatuur. Een hoogzuiver, corrosiebestendig roestvrij staal zoals Uddeholm Corrax (een PH roestvrij staal) kan worden geselecteerd vanwege de uitstekende maatvastheid, corrosiebestendigheid en het gemak van schoonmaken, wat cruciaal is voor het voorkomen van kruisbesmetting.
3. Farmaceutische verpakking:
Tablet blisterverpakkingsvormen: Mallen voor het vormen van holtes in farmaceutische blisterverpakkingen.
② Doppen en sluitingen van flacons: Precisievormen om de integriteit van de afdichting te garanderen en ervoor te zorgen dat steriele producten niet worden besmet.
③ Voorbeeld: Mallen voor HDPE (hoge dichtheid polyethyleen) doppen voor medicijnflessen. Een staalsoort als 316L roestvrij kan worden gebruikt als bestendigheid tegen specifieke chemicaliën of sterilisatiemethoden van het grootste belang is.
4. Babyproducten:
① Zuigflessen, spenen, fopspenen: Schimmels voor voorwerpen die in direct oraal contact komen met baby's.
Speelgoed bedoeld om mee te sabbelen: Waar plastic onderdelen spuitgegoten worden.
③ Voorbeeld: Mallen voor siliconen spenen voor babyflesjes. Het staal van de mal moet goed polijstbaar zijn voor een gladde afwerking van het siliconen onderdeel en mag geen schadelijke stoffen uitlogen. Roestvrij staal van hoge kwaliteit is essentieel.
5. Cosmetica verpakking:
Recipiënten voor crèmes en lotions: Mallen voor potten, tubes en dispensers waarbij productzuiverheid belangrijk is.
6. Fabricage van siliconenproducten:
Veel siliconenproducten, vooral medische en voedingsproducten (zoals bakvormen, afdichtingen en slangen), worden spuitgegoten. Het staal van de matrijs moet compatibel zijn met de verwerking van siliconen (vaak hoge temperaturen) en de zuiverheid van het uiteindelijke siliconen onderdeel garanderen. Een goede polijstbaarheid is ook van cruciaal belang om de siliconenonderdelen gemakkelijk te kunnen losmaken.
Voordelen van FDA/EC Mold Steels
Het gebruik van gietstaal dat aan de voorschriften voldoet, biedt aanzienlijke voordelen die verder gaan dan alleen het voldoen aan de voorschriften.
1. Verbeterde productveiligheid: Minimaliseert het risico dat schadelijke stoffen van de schimmel naar het product migreren en beschermt zo de gezondheid van de consument.
2. Naleving van regelgeving: Zorgt ervoor dat de strenge FDA- en EG-voorschriften worden nageleefd, zodat juridische problemen, boetes en het terugroepen van producten worden voorkomen.
3. Merkbescherming en reputatie: Toont zijn inzet voor kwaliteit en veiligheid, wat het vertrouwen in het merk en de consument vergroot.
4. Verbeterde productkwaliteit: Corrosiebestendigheid voorkomt dat roest en andere verontreinigingen het oppervlak van gegoten onderdelen aantasten, wat leidt tot een hogere esthetische kwaliteit en minder afkeur.
5. Verlengde levensduur van schimmels in specifieke omgevingen: Bestand tegen corrosieve polymeren (bijv. PVC, sommige vlamvertragers) en agressieve reinigingsmiddelen, waardoor de matrijs langer meegaat.
6. Minder risico op besmetting: Gladde, goed polijstbare oppervlakken die inherent zijn aan veel conform staal zijn makkelijker schoon te maken en minder vatbaar voor bacteriën of residuen.
7. Markttoegang: Compliance is vaak een voorwaarde voor het verkopen van producten op grote markten zoals de VS en Europa.
Nadelen en beperkingen van FDA/EC compliant gietstaal
Hoewel deze gespecialiseerde staalsoorten zeer nuttig zijn, hebben ze ook bepaalde overwegingen.
1. Hogere materiaalkosten: Staal dat aan de eisen voldoet, vooral roestvast staal met hoog chroomgehalte en speciale staalsoorten, zijn over het algemeen duurder dan standaard gereedschapsstaal zoals P20 of H13.
2. Uitdagingen op het gebied van bewerkbaarheid: Sommige roestvaste staalsoorten, vooral austenitische, kunnen moeilijker te bewerken zijn (bijv. uitharding, lagere thermische geleidbaarheid) in vergelijking met conventionele gietstaalsoorten, waardoor de productietijd en -kosten mogelijk toenemen.
3. Lagere thermische geleidbaarheid: Veel roestvast staal heeft een lagere thermische geleidbaarheid dan standaard gereedschapsstaal. Dit kan invloed hebben op de cyclustijden bij spuitgieten en vereist een zorgvuldig matrijsontwerp met geoptimaliseerde koelkanalen.
4. Hardheidsbeperkingen (voor sommige kwaliteiten): Austenitische roestvaste staalsoorten (bijv. 304, 316) kunnen niet gehard worden door een warmtebehandeling en bieden een lagere slijtvastheid dan geharde gereedschapsstaalsoorten, waardoor ze minder geschikt zijn voor sterk schurende materialen, tenzij er specifieke oppervlaktebehandelingen worden toegepast. Martensitische staalsoorten ondervangen dit, maar hebben mogelijk een iets lagere corrosiebestendigheid dan de beste austenitische staalsoorten.
5. Specifieke lasvereisten: Voor het repareren of aanpassen van mallen van roestvast staal zijn vaak speciale lasprocedures en vulmaterialen nodig om de corrosiebestendigheid en structurele integriteit te behouden.
6. Potentieel voor Galling: Sommige roestvaste staalsoorten zijn gevoelig voor vreten (een vorm van slijtage veroorzaakt door adhesie tussen glijdende oppervlakken) als ze niet goed gesmeerd worden of als het ontwerp van het onderdeel hier geen rekening mee houdt.
Korte vergelijking met niet-conforme staalsoorten
Niet-conform staal (bijv. P20, H13 - indien niet gecoat en direct in contact met voedingsmiddelen/medische producten):
Voordeel: Lagere kosten, over het algemeen betere bewerkbaarheid, hogere thermische geleidbaarheid, goede hardheid en taaiheid.
Nadeel: Corrosiegevoelig, potentieel voor uitloging van legeringselementen (bijv. chroom, molybdeen, vanadium in niet-gestabiliseerde vormen) in producten, niet geschikt voor direct contact met voedsel of medische toepassingen zonder coatings die aan de voorschriften voldoen, risico op niet-naleving van regelgeving en terugroepen van producten.
Vergelijkende samenvatting:
De belangrijkste drijfveer om staalsoorten te kiezen die voldoen aan de FDA/EC-normen is veiligheid en regelgevingsnoodzaak. Hoewel ze kosten- en productie-uitdagingen met zich mee kunnen brengen, wegen deze vaak niet op tegen de noodzaak om de gezondheid van de consument te beschermen en te voldoen aan wettelijke normen in gevoelige toepassingen. Niet-conforme staalsoorten zijn geschikt voor veel algemene spuitgiettoepassingen, maar vormen onaanvaardbare risico's voor voedingsmiddelen, medische of farmaceutische producten.
Gids voor FDA/EC-conform gietstaal voor spuitgiettoepassingen
Leer meer over selectie, toepassingen, technische specificaties en best practices voor veilige voedingsmiddelen en medische onderdelen.
De complete gids voor FDA/EC-conforme stalen spuitgietoplossingen
Belangrijkste kenmerken en eigenschappen van conform staal
De prestaties van een volgzaam gietstaal worden bepaald door een aantal kritieke eigenschappen:
1. Corrosiebestendigheid:
Mechanisme: Dit wordt voornamelijk bereikt door de toevoeging van chroom (meestal >12%), dat een passieve, hardnekkige en zelfherstellende chroomoxide (Cr₂O₃) laag vormt op het staaloppervlak. Molybdeen (Mo) verhoogt de weerstand verder, vooral tegen put- en spleetcorrosie veroorzaakt door chloriden.
② Belang: Voorkomt roestvorming die onderdelen kan vervuilen, de oppervlakteafwerking kan veranderen en koelkanalen kan blokkeren. Cruciaal voor het gieten van corrosieve harsen (bijv. PVC, acetalen met bepaalde additieven) of wanneer mallen worden blootgesteld aan vochtige omgevingen of steriliserende chemicaliën.
③ Meting: Vaak geëvalueerd door zoutsproeitests (ASTM B117), weerstand tegen specifieke chemicaliën of elektrochemische tests. Pitting Resistance Equivalent Number (PREN = %Cr + 3,3 * %Mo + 16 * %N) is een veelgebruikte indicator voor roestvast staal.
2. Hardheid en slijtvastheid:
Mechanisme: Dit wordt bereikt door legeringselementen (zoals koolstof in martensitisch roestvast staal) en warmtebehandeling (afschrikken en ontlaten) of precipitatieharden.
② Belang: Bepaalt het vermogen van de matrijs om slijtage te weerstaan van gevulde kunststoffen (bijv. glasgevulde polymeren), glijdende werking van matrijsonderdelen en indrukkingen. Heeft een directe invloed op de levensduur van de matrijs en de onderhoudsintervallen.
Typische waarden: Martensitische roestvaste staalsoorten (bijv. gemodificeerd 420) kunnen 48-54 HRC bereiken. PH roestvast staal kan ook een hoge hardheid bereiken. Austenitische staalsoorten zijn zachter (meestal <30 HRC in annealed state).
3. Bewerkbaarheid:
Factoren: Beïnvloed door hardheid, taaiheid, werkharding en thermische geleidbaarheid. Roestvast staal, in het bijzonder austenitische staalsoorten, staan erom bekend dat ze "gummy" zijn en een hoge mate van uitharding hebben, waardoor specifieke gereedschappen, snijsnelheden en voedingen nodig zijn. Geherzwavelde staalsoorten (bijv. 303) bieden een betere bewerkbaarheid, maar kunnen een iets lagere corrosieweerstand hebben en hebben niet altijd de voorkeur voor toepassingen met een hoge zuiverheid.
② Belang: Dit heeft invloed op de kosten en de tijd die nodig zijn om matrijzen te maken.
4. Polijstbaarheid:
Factoren: Afhankelijk van de zuiverheid van het staal (weinig insluitsels), de homogeniteit en de hardheid. Gespecialiseerde productieprocessen zoals Electro-Slag Remelting (ESR) worden gebruikt om schoner staal te produceren (bijv. Stavax ESR) met uitstekende polijstbaarheid.
② Belang: Cruciaal voor het verkrijgen van hoogglanzende productafwerkingen, het garanderen van gemakkelijke productuitwerping en het verbeteren van de reinigbaarheid voor hygiëne. Medische en optische toepassingen vragen vaak om SPI A1 of A2 afwerkingen.
5. Lasbaarheid:
Factoren: Er zijn grote verschillen tussen staalsoorten. Austenitische roestvaste staalsoorten zijn over het algemeen lasbaar. Martensitische roestvaste staalsoorten vereisen voorverwarming, specifieke vulmaterialen en warmtebehandeling na het lassen om de eigenschappen te herstellen en scheurvorming te voorkomen.
② Belang: Essentieel voor het repareren of aanpassen van matrijzen. Verkeerd lassen kan de corrosiebestendigheid en mechanische eigenschappen in de warmte-beïnvloede zone aantasten.
6. Thermische geleidbaarheid:
Waarden: Roestvast staal heeft meestal een lagere warmtegeleiding (bijv. 15-25 W/m-K) in vergelijking met gewone gereedschapsstalen zoals P20 (~29-34 W/m-K) of H13 (~25 W/m-K), en aanzienlijk lager dan koperlegeringen die gebruikt worden voor wisselplaten (~200-380 W/m-K).
② Belang: Beïnvloedt de efficiëntie van het verwarmen en koelen van de matrijs, wat invloed kan hebben op de cyclustijden en de kwaliteit van het product (bijv. kromtrekken, zinkvlekken). Vormontwerpen kunnen uitgebreidere of strategisch geplaatste koelkanalen nodig hebben.
7. Dimensionale stabiliteit:
Factoren: Weerstand tegen vervorming tijdens warmtebehandeling en onder cyclische thermische belasting tijdens het gieten.
② Belang: Kritisch voor het handhaven van nauwe toleranties in precisievormen over lange productieruns. PH roestvast staal vertoont vaak een goede maatvastheid door uithardingsprocessen bij lagere temperaturen.
8. Zuiverheid en homogeniteit:
Factoren: Bereikt door middel van geavanceerde staalproductieprocessen (bijv. ESR, Vacuum Arc Remelting - VAR). Vermindert niet-metalen insluitingen (sulfiden, oxiden, silicaten).
② Belang: Verbetert de polijstbaarheid, taaiheid, vermoeiingssterkte en corrosiebestendigheid. Cruciaal voor hoogwaardige mallen.
Kernselectie en validatieproces voor conform gietstaal
In plaats van een "werkingsprincipe" van het staal zelf, bestaat het kritieke proces uit het selecteren en valideren van het staal voor een toepassing die aan de eisen voldoet.
1. Toepassingsvereisten definiëren:
① Identificeer het eindproduct (voedselverpakking, medisch apparaat, enz.).
② Bepaal de specifieke regelgeving (FDA, EC, specifieke richtlijnen/normen).
③ Specificeer het polymeer dat gegoten moet worden (type, vulstoffen, additieven, mogelijke corrosieve uitwaseming).
④ Definieer het verwachte productievolume, de levensduur van de matrijs en de vereiste onderdeelkwaliteit (oppervlakteafwerking, toleranties).
2. Eerste materiaalonderzoek:
① Raadpleeg de gegevensbladen en certificeringen van de leverancier voor FDA/EC-conformiteitsverklaringen of geschiktheid voor contact met voedingsmiddelen/medische producten.
② Geef de voorkeur aan roestvast staalsoorten die bekend staan om hun inertie en corrosiebestendigheid (bijv. 316L, gemodificeerde 420 soorten, PH roestvast staal).
Houd rekening met de benodigde mechanische eigenschappen (hardheid, slijtvastheid) op basis van het polymeer en het productievolume.
3. Gedetailleerde evaluatie van staaleigenschappen:
Corrosiebestendigheid: Stem het corrosieprofiel van het staal af op het polymeer, de reinigingsmiddelen en de bedrijfsomgeving.
Bewerkbaarheid en polijstbaarheid: Beoordeel of de vereiste oppervlakteafwerking kosteneffectief kan worden bereikt.
Slijtvastheid: Controleer de geschiktheid voor eventuele schurende materialen.
Thermische eigenschappen: Houd rekening met de invloed op de cyclustijd en ontwerp de koeling dienovereenkomstig.
4. Verificatie en documentatie van leveranciers:
① Vraag de staalleverancier om een verklaring van overeenstemming (DoC), vooral voor EG-markten. In dit document moet de conformiteit met relevante regelgeving worden vermeld (bijv. (EG) 1935/2004).
② Zorg voor volledige traceerbaarheid van het materiaal (warmtenummers, partijcertificeringen).
③ Controleer alle claims van FDA-conformiteit (bijv. materiaal vermeld als GRAS of voldoet aan 21 CFR vereisten voor specifieke toepassingen).
5. Overwegingen bij het vormontwerp:
① Ontwerp voor reinigbaarheid: vermijd scherpe binnenhoeken, dode hoeken; specificeer geschikte radii.
② Zorg voor voldoende koeling om de lagere thermische geleidbaarheid te compenseren, indien van toepassing.
Selecteer de juiste specificaties voor de oppervlakteafwerking.
6. Fabricage van matrijzen en oppervlaktebehandeling:
① De juiste bewerkingstechnieken gebruiken voor het geselecteerde staal.
② Als er coatings worden gebruikt, zorg er dan voor dat het coatingmateriaal zelf FDA/EC-conform is voor de beoogde toepassing.
③ Bereik nauwgezet het opgegeven polijstniveau.
7. Validatie en testen (potentieel):
① Voor kritieke toepassingen kunnen migratietesten op het uiteindelijke spuitgietproduct nodig zijn om te bevestigen dat er geen onbedoelde stoffen uit de mal (via het product) lekken in hoeveelheden die de wettelijke limieten overschrijden. Dit is meestal de verantwoordelijkheid van de fabrikant van voedingsmiddelen/medische hulpmiddelen, maar het materiaal van de matrijs is een belangrijke input.
Voer functionele matrijsproeven uit om de prestaties te garanderen.
8. Schoonmaak- en onderhoudsprotocollen opstellen:
Procedures ontwikkelen en documenteren voor het reinigen en onderhouden van de mal met geschikte reinigingsmiddelen en methoden die het oppervlak van het staal of de conformiteit niet aantasten.
Belangrijke overwegingen bij implementatie en gebruik
Bij het werken met FDA/EC compliant gietstaal moeten verschillende kritieke factoren in acht worden genomen:
1. Specifieke regelgeving:
FDA : Voornamelijk 21 CFR Deel 177 (Indirecte levensmiddelenadditieven: polymeren) en Deel 178 (Indirecte levensmiddelenadditieven: kleefstoffen en bestanddelen van coatings). Roestvrij staal is algemeen erkend als veilig (GRAS) onder 21 CFR 182/184 voor veel toepassingen die in contact komen met voedingsmiddelen, mits correct geformuleerd.
EC : Verordening (EG) nr. 1935/2004 (Kaderrichtlijn), Verordening (EG) nr. 2023/2006 (Good Manufacturing Practice - GMP). Voor metalen ontbreken specifieke geharmoniseerde EU-maatregelen, dus wordt vaak verwezen naar nationale wetten (bijv. Duitse BfR-aanbevelingen) of richtlijnen van de Raad van Europa over metalen en legeringen die worden gebruikt in materialen die met levensmiddelen in contact komen. Een conformiteitsverklaring is essentieel.
2. Materiaalcertificering en -traceerbaarheid:
Eis en bewaar altijd fabriekscertificaten en leveranciersverklaringen van naleving. Traceerbaarheid aan de hand van het warmtenummer is essentieel voor kwaliteitscontrole en terugroepbeheer.
3. Vormontwerp voor reinigbaarheid:
Dit kan niet genoeg benadrukt worden. Mallen moeten zo ontworpen zijn dat ze gemakkelijk en grondig gereinigd kunnen worden. Dit omvat:
Grote radii in hoeken.
② Vermijden van ondersnijdingen of elementen die materiaal opsluiten.
③ Hoogwaardige oppervlakteafwerking (SPI A2 of beter heeft vaak de voorkeur).
④ Gemakkelijke demontage voor reiniging indien nodig.
4. Eisen aan de oppervlakteafwerking:
Medische en voedseltoepassingen vereisen vaak zeer gladde oppervlakken (bijv. Ra < 0,4 µm of beter) om aanhechting van bacteriën te voorkomen en reiniging te vergemakkelijken. Het gekozen staal moet deze afwerking kunnen bereiken en behouden.
5. Impact van het verwerken van polymeren:
Bepaalde polymeren (bijv. PVC, POM, sommige vlamvertragende soorten) kunnen tijdens het gieten corrosieve bijproducten (bijv. HCl, formaldehyde) afgeven, vooral bij hoge temperaturen of als de verblijftijden te lang zijn. Het staal van de matrijs moet bestand zijn tegen deze chemicaliën.
6. Onderhouds- en reinigingsprotocollen:
Gebruik reinigingsmiddelen die compatibel zijn met de specifieke kwaliteit van het roestvast staal. Vermijd chloriden (tenzij het staal zeer resistent is zoals 316L of gespecialiseerde soorten) en agressieve schuurmiddelen die de passieve laag of de oppervlakteafwerking kunnen beschadigen.
Regelmatige reinigingsschema's zijn van vitaal belang om ophoping van residuen te voorkomen.
Passiveren (een chemische behandeling om de passieve laag te versterken) kan nodig zijn na machinale bewerking, lassen of als het oppervlak verontreinigd is.
7. Kosten versus risicobeoordeling:
De hogere initiële kosten van staal dat aan de normen voldoet, moeten worden afgewogen tegen de aanzienlijke risico's van niet-naleving, zoals het terugroepen van producten, juridische sancties, merkschade en mogelijke schade voor consumenten.
Ontwerp- en implementatiegids voor conforme mallen
1. Beste praktijken voor staalselectie:
Geef voorrang aan roestvrij staal: Voor de meeste FDA/EC-toepassingen is roestvrij staal de standaardkeuze.
② Corrosiebestendigheid afstemmen op toepassing:
- Voor algemene voedingsmiddelen/medische onderdelen met niet-agressieve polymeren: Gemodificeerd 420 roestvrij (bijv. Stavax ESR, Moldmax HH met de juiste behandeling) kan uitstekend zijn.
- Voor agressieve polymeren (PVC, vlamvertragers) of hoge vochtigheid/sterilisatie: Hoger gelegeerde roestvaste staalsoorten zoals AISI 316L, Uddeholm Corrax of gelijkwaardige soorten met een superieure weerstand tegen put- en spleetcorrosie worden aanbevolen.
③ Houd rekening met de hardheidsbehoefte: Kies voor abrasieve harsen of lange runs een hardbare kwaliteit (martensitisch of PH roestvast). Voor eenvoudigere onderdelen met niet-schurende harsen kunnen austenitische kwaliteiten volstaan als de cyclustijd niet kritisch beïnvloed wordt door hun lagere warmtegeleiding.
④ Controleer de documentatie van de leverancier: Sta altijd op conformiteitscertificaten en materiaaltestrapporten.
2. Best practices voor schimmelontwerp:
Radii en trekhoeken: Zorg voor ruime radii in alle interne hoeken (minimaal 0,5 mm, bij voorkeur groter) om het reinigen te vergemakkelijken en spanningsconcentraties te verminderen. Zorg voor voldoende ontwerphoeken om de werkstukken gemakkelijk uit te werpen.
Oppervlak: Geef de hoogste praktische oppervlaktepolish op (bijv. SPI A2/A1, diamantpolish) op holteoppervlakken. Dit bevordert het loslaten van onderdelen, verbetert de reinigbaarheid en vermindert de aanhechting van bacteriën.
Ontluchting: Zorg voor een goede ontluchting om gasvallen te voorkomen, die kunnen leiden tot defecte onderdelen en een agressieve reiniging vereisen.
④ Ontwerp koelsysteem: Houd rekening met de lagere thermische geleidbaarheid van roestvast staal. Optimaliseer de lay-out van het koelkanaal, de diameter en de nabijheid van het oppervlak van de caviteit. Overweeg conforme koeling voor complexe onderdelen.
⑤ Vermijd dode hoeken: Ontwerp gebieden waar materiaal of reinigingsvloeistoffen kunnen stagneren.
Materiaalstroom: Zorg voor een soepele materiaalstroom om degradatie te voorkomen en het reinigen te vergemakkelijken.
3. Bewerkings- en polijsttechnieken:
① Gereedschap: Gebruik scherp, positief hellend snijgereedschap, bij voorkeur gecoate kwaliteiten voor roestvast staal.
Snijparameters: Gebruik de juiste snelheden en voedingen. Voor austenitisch roestvast staal worden vaak lagere snelheden en hogere voedingen gebruikt om werkharding te voorkomen. Gebruik voldoende koelmiddel.
Polijsten: Gebruik een systematische aanpak, waarbij steeds fijnere schuurkorrels worden gebruikt. Zorg ervoor dat elke korrel de sporen van de vorige stap volledig verwijdert. Voor hoogzuiver staal (ESR/VAR-kwaliteiten) is het gemakkelijker om een spiegelende afwerking te bereiken. Vermijd kruisbesmetting van gereedschap dat gebruikt wordt op koolstofstaal.
4. Montage en behandeling van de mal:
① Zorg voor netheid tijdens het assemblageproces.
② Gebruik indien nodig geschikte smeermiddelen die aan de voorschriften voldoen voor bewegende onderdelen en zorg ervoor dat ze geschikt zijn voor de toepassing (bijvoorbeeld H1-smeermiddelen voor voedingsmiddelen).
5. Postfabricagebehandeling:
Passiveren: Overweeg het passiveren van roestvaststalen matrijzen na alle bewerkings-, slijp- en polijstbewerkingen, vooral als er sprake kan zijn van verontreiniging met vrij ijzer door gereedschap. Dit chemische proces (waarbij meestal salpeterzuur of citroenzuuroplossingen worden gebruikt) verwijdert vrij ijzer en verbetert de natuurlijke passieve chroomoxidelaag, waardoor de corrosiebestendigheid wordt gemaximaliseerd.
Veelvoorkomende problemen en oplossingen met conform gietstaal
Zelfs met een zorgvuldige selectie kunnen er uitdagingen ontstaan.
1. Onverwachte corrosie of vlekken:
Oorzaak: Verkeerde staalsoort voor het polymeer/de omgeving, agressieve schoonmaakmiddelen (vooral chloorhoudend), vervuiling door koolstofstalen gereedschap, afbraak van de passieve laag, spleten.
Oplossing:
① Controleer de geschiktheid van de staalsoort. Upgrade indien nodig.
② Gebruik alleen aanbevolen, chloorvrije reinigingsmiddelen.
Zorg voor een goede passivering na bewerking of reparatie.
④ Reinig en droog de mallen grondig na gebruik.
⑤ Herontwerp om spleten te elimineren als ze de bron zijn van spleetcorrosie.
2. Moeite met het bereiken/behouden van een hoog Pools:
Oorzaak: Staalsoort niet geschikt voor hoogpolijsten (veel insluitsels), verkeerde polijsttechniek, oppervlakteschade tijdens hanteren of schoonmaken.
Oplossing:
① Kies staalsoorten met een hoge zuiverheidsgraad ESR/VAR voor spiegelafwerkingen.
② Train personeel in de juiste polijsttechnieken voor roestvrij staal.
③ Ga voorzichtig te werk. Gebruik zacht gereedschap voor het reinigen.
④ Overweeg om harde coatings (bijv. CrN) toe te passen om het polijstmiddel op zachtere roestvaste soorten te beschermen.
3. Voortijdige slijtage met schurende materialen:
Oorzaak: Geselecteerd staal heeft onvoldoende hardheid/slijtvastheid voor glasgevulde of mineraalgevulde polymeren.
Oplossing:
① Schakel over op een harder, slijtvast compliant staal (bijv. gehard martensitisch roestvrij, PH roestvrij).
② Overweeg FDA/EC-compatibele PVD-coatings (bijv. specifieke kwaliteiten TiN, CrN, DLC) op een geschikt roestvrijstalen substraat.
Optimaliseer het poortontwerp en de stromingstrajecten om slijtage door abrasief te minimaliseren.
4. Langere cyclustijden
Oorzaak: Lagere thermische geleidbaarheid van roestvast staal in vergelijking met standaard gereedschapsstaal.
Oplossing:
① Optimaliseer het ontwerp van koelkanalen (dichter bij de caviteit, verhoogde stroming, conforme koeling).
② Overweeg het gebruik van hooggeleidende inzetstukken (bijv. berylliumvrije koperlegeringen, als hun oppervlak conform kan worden gemaakt of als ze niet in contact komen met het product) in kritieke gebieden en zorg ervoor dat ze ook conform of geïsoleerd zijn.
③ Pas de verwerkingsparameters zorgvuldig aan.
5. Galmering van gietvormonderdelen:
Oorzaak: Komt vaak voor bij roestvrij-op-roestvrij glijdend contact onder hoge belasting zonder adequate smering.
Oplossing:
① Gebruik indien mogelijk verschillende roestvast staalsoorten voor de te verbinden onderdelen.
② Breng oppervlaktebehandelingen of -coatings aan die voldoen aan de eisen.
③ Zorg voor de juiste smering met smeermiddelen die voldoen aan FDA/EC (bijv. H1 food-grade).
④ Verbeter de oppervlakteafwerking en ontwerp voor spelingen.
6 Problemen met lassen/reparatie:
Oorzaak: Verkeerde lasprocedure, verkeerd toevoegmateriaal, gebrek aan voor-/nabehandeling voor martensitische soorten.
Oplossing:
① Volg de lasaanbevelingen van de staalleverancier strikt op.
② Gebruik bijpassende of aanbevolen vulmaterialen.
③ Voer de noodzakelijke voorverwarming en warmtebehandeling na het lassen uit om de mechanische eigenschappen en corrosiebestendigheid te herstellen.
④ Passiveer het lasgebied na reparatie.
Ontwerpcontrolelijst/keuzehulp voor het kiezen van geschikt staal
Deze vereenvoudigde checklist kan het eerste selectieproces begeleiden:
1. Toepassing en wettelijke vereisten:
① Contact met voedingsmiddelen? (Vermeld soort voedsel, contactduur/temperatuur).
② Medisch apparaat? (Vermeld klasse, contacttype - bijv. uitwendig, inwendig).
Farmaceutisch? (Toepassing specificeren).
④ Toepasselijke regelgeving: FDA (21 CFR-onderdelen?), EC (1935/2004, GMP?), Andere (nationale wetten, specifieke normen)?
⑤ Verklaring van overeenstemming vereist?
2. Polymeer dat gegoten moet worden:
① Type polymeer (bijv. PP, PE, PC, PET, PVC, POM, siliconen, TPE)?
② Additieven (bijv. glasvezels, vlamvertragers, kleurstoffen)?
③ Corrosief uitgassend vermogen? (Ja/Nee/Potentieel)
3. Vorm- en productievereisten:
Verwacht productievolume (laag/gemiddeld/hoog)?
② Vereiste levensduur van de schimmel?
③ Vereiste oppervlakteafwerking (bijv. SPI C1, B2, A2, Optisch)?
Kritische toleranties?
⑤ Complexiteit van matrijsontwerp?
4. Overwegingen met betrekking tot staaleigenschappen:
① Corrosiebestendigheidsniveau nodig (standaard/hoog/zeer hoog)?
② Hardheid/slijtvastheid nodig (laag/gemiddeld/hoog)?
Bezorgdheid over bewerkbaarheid? (Beperkingen in budget/tijd).
④ Is polijstbaarheid tot vereiste niveau haalbaar?
⑤ Invloed van thermische geleidbaarheid op cyclustijd (aanvaardbaar/Needs Mitigation)?
5. Leverancier en kosten:
① Beschikbaarheid van gecertificeerde conforme kwaliteiten?
Leveranciersbetrouwbaarheid en technische ondersteuning?
Budgetbeperkingen (kosten afwegen tegen risico en prestatie)?
④ Traceerbaarheid verzekerd?
Beslissingstip: Kies bij twijfel voor een hogere corrosiebestendigheid en neem contact op met gerenommeerde staalleveranciers die gespecialiseerd zijn in materialen voor gereguleerde industrieën. Geef veiligheid en naleving altijd prioriteit.

How Do Material Properties Influence Rib Design in Plastic Injection Molding?
Key Takeaways Effective rib design relies heavily on the shrinkage characteristics of the selected polymer. While ribs increase part stiffness and Moment of Inertia without significantly increasing cycle time, improper

How to Achieve Uniform Wall Thickness in Rib Design for Injection Molding?
Key Takeaways Achieving uniform wall thickness in rib design is critical for preventing cosmetic defects like sink marks and voids while maintaining structural integrity. The “golden rule” is maintaining a

How Does Gate Location Influence Injection Molded Part Quality?
Key Takeaways – Gate location determines the flow pattern of molten plastic, directly influencing structural strength, warpage, and cosmetic appearance. – Submarine (tunnel) gates offer automatic degating and clean aesthetics
Oplossingen voor optimalisatie Gratis
- Feedback over het ontwerp en optimalisatieoplossingen bieden
- Structuur optimaliseren en matrijskosten verlagen
- Eén-op-één praten met ingenieurs

