 Saltar para o conteúdo
Saltar para o conteúdo 
Molde de injeção de baixo volume
Guia de Design e Fabrico de Moldes de Injeção de Baixo Volume

Zetar's Serviço Fazer sempre uma milha extra
Oferecemos serviços completos: Feedback do design Sugestão de modificação, Design de protótipo rápido
e serviços de fabrico, Relatório DFM, Fluxo do molde e conceção do molde, Fabrico de ferramentas para moldes de injeção
Serviços, Serviços de moldagem por injeção de plástico, Serviços de pós-processamento e montagem.
Serviço de conceção de produtos de moldagem por injeção

Serviço de otimização de produtos de moldagem por injeção
Serviço de fabrico de protótipos de moldagem por injeção
Serviço de fabrico de moldes de injeção
Serviço de fabrico de moldes de injeção
Serviço de conceção de moldes de injeção

Serviço de pós-processamento de produtos de moldagem por injeção

Serviço de montagem de produtos de moldagem por injeção

Serviço de carregamento e expedição de produtos de moldagem por injeção
Fabrico de moldes de injeção de baixo volume
A ZetarMold oferece soluções de molde de impressão 3D, molde de fundição a vácuo, molde de injeção de reação e molde de injeção de alumínio para produção de pequenos lotes.

Recursos para moldes de injeção de baixo volume
O que é o molde de injeção de baixo volume?
Um molde de injeção de baixo volume é um tipo de molde de injeção concebido para produzir pequenos lotes de peças de plástico com requisitos de baixo volume. O molde de injeção de baixo volume consiste em 4 processos: Moldes de injeção de impressão 3D, molde de fundição a vácuo e molde de injeção de reação, molde de injeção de alumínio.
Caraterísticas e Benefícios do molde de injeção de baixo volume
Tamanho de molde mais pequeno:
Os moldes de injeção de baixo volume são concebidos para serem mais pequenos e compactos do que os moldes de injeção tradicionais, tornando-os mais adequados para a produção de baixo volume.
Tamanhos de lote mais pequenos:
O molde de injeção de baixo volume é adequado para a produção de pequenos lotes de peças, muitas vezes entre 1 e 1.000 unidades.
Ferramentas mais baratas:
Os moldes de injeção de baixo volume têm normalmente custos de ferramentas mais baratos em comparação com os moldes tradicionais, o que significa que são mais viáveis para as pequenas empresas ou para as empresas em fase de arranque.
Prazos de entrega mais curtos:
O molde de injeção de baixo volume pode ser concebido e fabricado rapidamente, o que permite uma prototipagem e produção rápidas e tempos de produção e entrega mais rápidos, muitas vezes em poucos dias ou semanas.
Flexibilidade:
Os moldes de injeção de baixo volume podem ser facilmente reequipados para produzir peças diferentes, o que os torna uma excelente opção para a criação de protótipos, testes ou produção em pequena escala.



Aplicações do molde de injeção de baixo volume

1. Prototipagem:
O molde de injeção de baixo volume é ótimo para fazer protótipos, testar novos designs ou experimentar peças antes de passar à produção em grande escala.
2. Produção em pequena escala:
O molde de injeção de baixo volume é bom para fazer pequenas séries de peças para nichos de mercado, produtos especiais ou artigos de edição limitada.
3. Produtos personalizados:
O molde de injeção de baixo volume é perfeito para fabricar peças personalizadas com desenhos, formas ou materiais únicos.
4. Pequenas empresas:
O molde de injeção de baixo volume é bom para pequenas empresas ou empresas em fase de arranque que não dispõem de muitos recursos.
Quando a moldagem por injeção de baixo volume não é adequada
A moldagem por injeção de baixo volume é um excelente processo de fabrico, mas há alturas em que pode não ser a melhor escolha. Eis algumas situações em que a moldagem por injeção de baixo volume pode não ser a melhor opção:

1. Produção de grande volume:
Se precisar de fabricar muitas peças (milhares ou dezenas de milhares), o molde de injeção tradicional pode ser mais barato.
2. Elevada complexidade:
Se a sua peça for muito complicada, com muitas peças móveis, muitos pequenos detalhes ou tolerâncias muito apertadas, o molde de injeção tradicional pode ser a melhor escolha.
3. Materiais de elevado desempenho:
Se necessitar de materiais especiais, como materiais que possam suportar altas temperaturas, produtos químicos, que sejam muito resistentes ou que possam sofrer um grande impacto, o molde de injeção tradicional poderá ser uma melhor escolha.
4. Peças de alta precisão:
Se as suas peças tiverem de ser muito precisas (por exemplo, com uma precisão de ±0,01 mm) ou muito exactas, o molde de injeção tradicional poderá ser uma melhor escolha.
5. Elevados requisitos de acabamento superficial:
Se as suas peças precisarem de ter um acabamento de superfície muito bom (como Ra < 0,1 μm), o molde de injeção tradicional pode ser uma melhor escolha.
Assim, embora o molde de injeção de baixo volume seja um processo excelente, é necessário considerar os requisitos do seu projeto e as limitações do molde de injeção de baixo volume antes de decidir se é a melhor opção para si.
Comparação de 4 moldes de injeção de baixo volume
Aqui está uma visão geral do material do molde, ciclo de vida e material do produto de moldes de impressão 3D, moldes de fundição a vácuo, moldes de injeção de reação e moldes de injeção de alumínio:
| Tipo de molde | Material do molde | Ciclo de vida | Material do produto |
|---|---|---|---|
| Molde impresso em 3D | ABS, Nylon, etc. | 30~100 disparos | PP, PE, TPE, TPU, POM, PA |
| Molde de fundição a vácuo | Borracha de silicone, PU, epóxi, etc. | 10~20 disparos | PU simulando ABS, PMMA, PA, POM, etc. |
| Molde de injeção de reação | PU, alumínio, aço não endurecido, etc. | 500~1000 disparos | PU, PA6, poliéster, etc. |
| Molde de injeção de alumínio | Alumínio | 500~1000 disparos | PP, PE, ABS, PS, PA, TPE, etc. |
Molde de injeção para impressão 3D
O que é o molde de injeção de impressão 3D?
A impressão 3D é um campo em rápido crescimento que mudou a forma como concebemos e fabricamos as coisas. No passado, a impressão 3D era utilizada no processo de conceção e fabrico apenas para fazer e testar protótipos que seriam posteriormente moldados por injeção. Atualmente, as melhorias na precisão da impressora, no acabamento da superfície e nos materiais permitem que as impressoras 3D também façam os moldes de injeção.
Dois tipos de moldes de injeção para impressão 3D
Os nossos moldes de injeção para impressão 3D comuns têm os dois tipos seguintes:
Inserções de moldes em porta-moldes
Este é o tipo mais comum de molde impresso em 3D e geralmente produz peças mais precisas. É semelhante à cavidade de um molde de injeção padrão, exceto que o material da cavidade é substituído por material impresso em 3D. O molde é impresso em 3D e depois inserido numa base de molde rígida de alumínio ou aço, que fornece suporte para a pressão e o calor do bocal de injeção. As bases de molde em alumínio ou aço também ajudam a evitar que os moldes de impressão 3D se deformem após uma utilização repetida. Prolongar a vida útil dos moldes de impressão 3D.
Molde de injeção totalmente impresso em 3D
Para este tipo de molde de injeção impresso em 3D, todo o molde é impresso em 3D e não utiliza quaisquer estruturas de molde rígidas em alumínio ou aço. Isto requer uma maior precisão e um tempo de impressão mais longo ao imprimir em 3D para obter uma melhor resistência e finura. Este tipo de molde impresso em 3D é mais suscetível de se deformar após uma utilização intensa e este tipo de aplicação é menos comum.
Aplicações dos moldes de injeção para impressão 3D
1. Prazos de entrega mais rápidos: (1-2 semanas)
A impressão 3D pode acelerar o tempo necessário para fabricar moldes de injeção, para que possa fabricar os seus produtos e colocá-los no mercado mais rapidamente.
2. Produção em pequena escala: (50-100 peças)
A impressão 3D é óptima para pequenas séries de produtos, como peças personalizadas ou artigos especiais.
3. Mais flexível: (Fácil de mudar)
A impressão 3D facilita a alteração do design e do molde, para que se possa adaptar aos novos requisitos do produto.
4. Produto simples de pequena dimensão: (menos de 150 mm)
Os moldes de injeção para impressão 3D ficam deformados quando utilizados várias vezes e não são adequados para produtos de alta precisão ou de grandes dimensões.
Quais são as desvantagens do molde de injeção para impressão 3D
Os moldes de injeção impressos em 3D para moldagem por injeção têm as suas vantagens, como prazos de entrega mais curtos e custos mais baixos, mas também têm as suas desvantagens. Eis algumas delas:

Defeitos de retração e deformação: Quando os moldes impressos em 3D arrefecem, podem encolher e deformar-se, o que pode estragar os produtos de tolerância apertada. Isto pode levar a defeitos no molde e estragar o produto final.
Limitações de tamanho: No que diz respeito às limitações de tamanho, as inserções de molde impressas em 3D são mais adequadas para pequenos componentes com um volume até 164 cm3 (10 polegadas cúbicas). Não mais do que 150 cm.
Acabamento da superfície: O acabamento da superfície dos moldes impressos em 3D pode ser mais rugoso do que os moldes de metal tradicionais. A impressão 3D constrói peças em camadas. Por este motivo, as peças impressas podem apresentar um efeito de degrau em qualquer superfície ou parede angular. Os moldes impressos não são diferentes e requerem maquinação ou lixagem para remover estas pequenas arestas dentadas.
O arrefecimento demora mais tempo: Embora os moldes impressos em 3D sejam geralmente mais rápidos de produzir do que os métodos de ferramentas tradicionais, o próprio processo de moldagem por injeção demora mais tempo. Isto deve-se ao facto de os moldes impressos em 3D não suportarem a pressão e o calor tão bem como os moldes de metal. A condutividade térmica dos polímeros também é um problema. Como resultado, o tempo de ciclo da moldagem por injeção aumenta. Isto leva a custos de produção mais elevados e a menos material a ser fabricado.
Comparação de diferentes processos de impressão 3D de moldes de injeção
Existem diferentes formas de fazer moldes com a impressão 3D. Aqui estão algumas delas: Fused Deposition Modeling (FDM), Stereolithography (SLA), Selective Laser Sintering (SLS) e Digital Light Processing (DLP). Escolherá a impressora 3D e o material a utilizar com base na complexidade do molde e no tempo que pretende que este dure. Eis a comparação entre estes processos.
| Processo de impressão 3D | Precisão do molde | Resistência do molde | Tamanho do molde | Custo-efetivo |
|---|---|---|---|---|
| FDM | ★ | ★★★ | ★★★★ | ★★★★ |
| SLA | ★★★★ | ★★ | ★★★ | ★★ |
| SLS | ★★★ | ★★★★ | ★★ | ★ |
| DLP | ★★★★ | ★★ | ★ | ★★★ |
Diretrizes de conceção para o molde de injeção de impressão 3D
Ao conceber um molde de injeção para impressão 3D, é necessário seguir as regras de conceção para moldagem por injeção e as regras de conceção para impressão 3D. Seguem-se algumas dicas de utilizadores e especialistas com experiência em moldes de impressão 3D para polímeros.
Ângulo de inclinação: Deve aumentar os ângulos de inclinação para 2 graus ou mais e utilizar um composto de libertação para aumentar a vida útil dos moldes.
Espessura da parede: Certifique-se de que a peça tem a mesma espessura em todo o lado e não tem cantos afiados. Não a faças demasiado fina, porque se tiver menos de 1-2 mm de espessura, pode deformar-se quando estiver quente.


Conceção do portão: Abrir a porta para aliviar a pressão na cavidade. Evite as portas de túnel e de ponto; aumente o tamanho das portas de jito, de leque e de aba para três vezes o seu tamanho normal.
Ventilação de ar: Adicionar uma saída de ar ao desenho do seu molde pode ajudar a eliminar o ar preso durante o processo de moldagem por injeção, o que pode reduzir defeitos como peças porosas. Certifique-se de que inclui saídas de ar grandes desde a extremidade da cavidade até à extremidade do molde para que o ar possa sair. Isto ajudará o material a fluir melhor para dentro do molde, reduzirá a pressão e eliminará a intermitência na área do portão para que possa ter tempos de ciclo mais curtos.
Material do molde: Escolha um bom material para o molde. Certifique-se de que é suficientemente forte e rígido para aguentar a pressão da injeção. O molde deve ter um ponto de fusão mais elevado do que o material que está a injetar.
Material de enchimento: O polímero deve fluir através do molde impresso na mesma direção que as linhas de impressão 3D. Isto ajudará a evitar a aderência e a melhorar o enchimento a pressões de injeção mais baixas.
Canais de arrefecimento: A utilização de canais de arrefecimento reduzirá os tempos de arrefecimento, mas não diminuirá os tempos de ciclo substancialmente mais longos observados com os moldes impressos, uma vez que as ferramentas de plástico não dissipam o calor tão bem como as feitas de alumínio ou aço.
Molde de fundição a vácuo
O que é a moldagem por fundição a vácuo?
O molde de fundição a vácuo é uma forma rápida e económica de produzir pequenas quantidades de peças de injeção. Normalmente, utilizamos peças SLA impressas em 3D ou peças produzidas por CNC como protótipos. Fazemos um molde de material de silicone e, em seguida, despejamos material PU no molde utilizando o processo de moldagem por injeção a vácuo para fazer réplicas de produtos.
Caraterísticas do processo de molde de fundição a vácuo
Aqui estão as caraterísticas do processo de moldes de fundição a vácuo:
1. Exatidão:
O produto tem uma precisão inferior a 100 mm e uma precisão de ±0,1 mm. Acima de 100 mm, a precisão é geralmente de ±0,3 mm.
2. Espessura da parede:
Mantenha a espessura da parede entre 0,75 mm e 1,5 mm, no mínimo. Um mínimo de 0,75 mm assegura o enchimento correto do molde e 1,5 mm permite obter os melhores resultados.
3. Rebentos de bolor:
São cerca de 20 disparos por molde.
4. Tratamento da superfície:
É possível obter um acabamento mate ou brilhante.
5. Tamanho do produto
O tamanho do molde depende das dimensões da câmara de vácuo e do volume do produto. É possível produzir peças até 2 m de comprimento.
Quais são os benefícios do molde de fundição a vácuo?
Os moldes de fundição a vácuo são óptimos para fabricar peças de alta qualidade com formas e acabamentos complexos. Eis algumas razões pelas quais as pessoas adoram os moldes de fundição a vácuo:

Elevada precisão: Os moldes para fundição a vácuo podem produzir peças com elevada exatidão e precisão, o que os torna adequados para aplicações em que é necessário que as dimensões sejam exactas.
Prazo de entrega mais curto: Desde o esboço até à expedição, demora normalmente cerca de uma semana a fazer 200 réplicas de produtos. Isto deve-se ao facto de, uma vez feito o molde, não ser necessário fazer qualquer ferramenta ou maquinação adicional.
Rentável: A fundição em vácuo é uma forma económica de fabricar peças de pequena e média dimensão em quantidades pequenas e médias. Isto torna-a uma boa opção para pequenas empresas e empresas em fase de arranque.
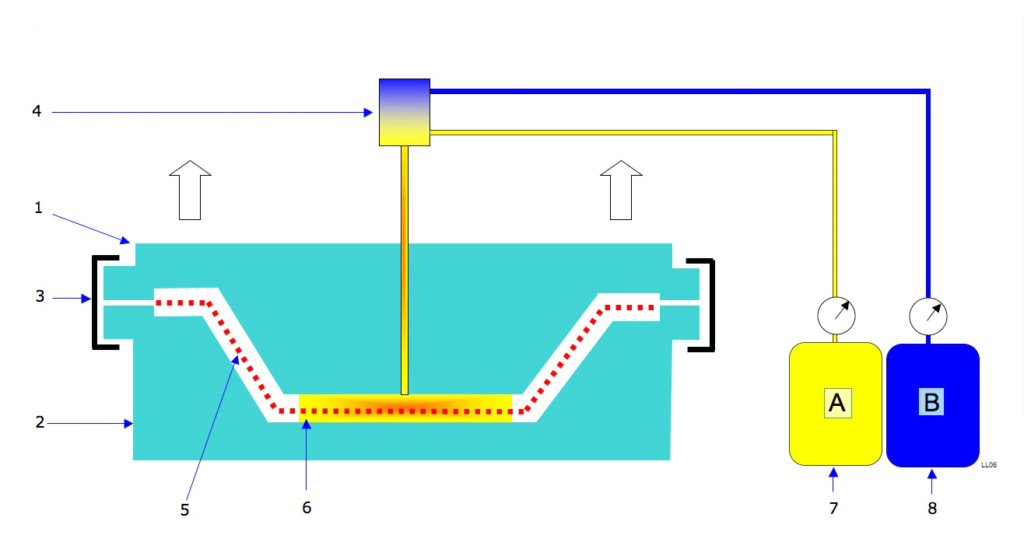
Como funciona a fundição a vácuo?
O molde de fundição a vácuo é um processo de fabrico que utiliza a impressão 3D ou protótipos CNC para fazer moldes de silicone e, em seguida, utiliza esses moldes para fazer peças de plástico com elevada precisão e pormenor. Aqui está uma visão geral passo a passo do processo de moldagem a vácuo:
Passo 1: Criar um protótipo
A qualidade do protótipo determina a qualidade dos produtos copiados. Podemos pulverizar a textura ou efetuar outro tipo de processamento na superfície do protótipo SLA para simular os detalhes finais do produto. O molde de silicone copiará os pormenores e a textura do protótipo, pelo que a superfície dos produtos copiados será muito parecida com o protótipo.
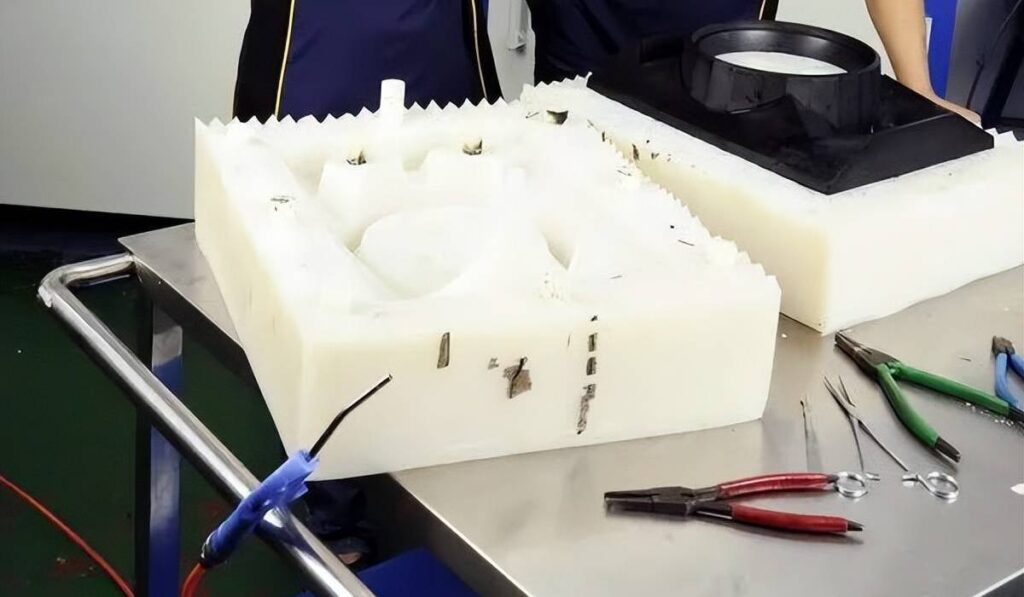
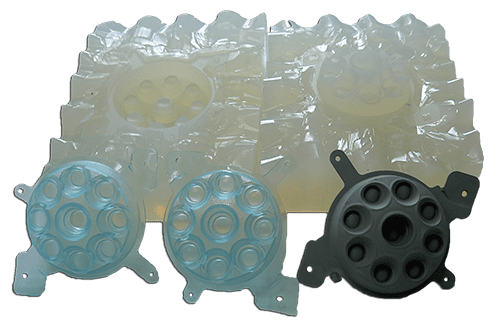
Etapa 2: Fazer o molde de fundição a vácuo
Primeiro, cole fita adesiva numa área plana à volta do protótipo para que seja mais fácil abrir o molde mais tarde. Esta será também a superfície de separação do molde final. Em segundo lugar, pendure o protótipo numa caixa e coloque bastões de cola na peça para fazer sprues e aberturas. Em terceiro lugar, injecte silicone na caixa e aspire o ar, depois coloque-a no forno a 40°C durante 8-16 horas, dependendo do volume do molde. Por último, depois de o silicone estar curado, retire a caixa e a cola em bastão, retire o protótipo do silicone, faça uma cavidade e tem o molde de silicone.

Etapa 3: Moldagem por injeção sob vácuo
Primeiro, coloque seu molde de silicone no forno e pré-aqueça-o a 60-70 ℃. Certifique-se de usar um bom agente de liberação e usá-lo corretamente antes de fechar o molde para evitar defeitos de colagem e superfície. Pré-aqueça sua resina de poliuretano a cerca de 40°C antes de usá-la. Misture a resina de dois componentes na proporção correta, mexa bem e desgaseifique-a a vácuo durante 50-60 segundos. Deite a resina no molde dentro de uma câmara de vácuo e cure o molde novamente no forno. Deve demorar cerca de 1 hora a curar. Após a cura, retire o produto fundido do molde de silicone. Repita este passo para obter mais réplicas de produtos.

Aplicações do molde de fundição a vácuo
1. Produção em pequenas séries:
Os moldes de fundição a vácuo são perfeitos para fazer pequenos lotes de protótipos de plástico de alta qualidade. Quando não precisa de peças suficientes para justificar o custo de um molde de aço, a fundição a vácuo é a forma mais rápida e económica de obter um pequeno lote de peças. É utilizada numa vasta gama de indústrias, incluindo a automóvel, médica, produtos de consumo, equipamento industrial, equipamento agrícola, equipamento desportivo e instrumentos musicais.
2. Teste de funcionamento:
O processo de fundição a vácuo e os moldes de silicone de custo relativamente baixo tornam a verificação de engenharia e as alterações de design simples e económicas, especialmente quando podem ser utilizadas para testes funcionais antes da produção em massa do produto.
3. Estudos de mercado:
Os produtos de fundição a vácuo podem ser um conjunto completo de novos produtos. Se não souber qual é o mais adequado para a produção em massa com o mesmo conceito de design, pode fazer um molde de silicone e fazer 10-15 réplicas de produtos. E em cada réplica, foram concebidas cores e acabamentos diferentes nos módulos para permitir uma discussão interna no departamento de design.
4. Apresentação de marketing:
Para a avaliação dos consumidores, as réplicas de pequenos lotes são ideais. A apresentação de modelos em exposições ou a divulgação antecipada de fotografias de produtos em brochuras de empresas e sítios Web oficiais servem o objetivo de publicidade de aquecimento, atraindo assim mais clientes potenciais ou Trata-se de otimização do produto.
Molde de injeção de reação
O que é a Moldagem por Injeção Reactiva?
Misture dois ou mais líquidos reactivos de baixa viscosidade numa determinada proporção e, em seguida, injecte-os num molde fechado sob determinadas condições de pressão e temperatura. Após a reação no molde, obtém-se um produto plástico. Este processo de moldagem por injeção com reação é designado por RIM.
Quais são as principais caraterísticas da moldagem por injeção com reação?
As caraterísticas da moldagem por injeção com reação são as seguintes

- A pressão no interior do molde de moldagem por injeção de reação é baixa (geralmente 0,2~7MPa), pelo que a força de aperto não é grande. Como resultado, o molde pode ser feito de liga de alumínio e pode ser usado para produzir peças de grande área.
- Pode ser utilizado para moldar por injeção várias peças com estruturas e formas complexas (incluindo nervuras, saliências, fendas e olhais de elevação) sem gerar tensões internas.
- A viscosidade do componente de reação líquido é relativamente baixa e o enchimento do molde é fácil. É muito adequado para formar peças de paredes finas ou grandes produtos de paredes espessas, e também pode ser usado para formar produtos com inserções de metal.
- Uma vez que ocorrem reacções químicas durante o processo de moldagem, o molde deve estar equipado com bons canais de exaustão para evitar a formação de poros no produto.
- Os produtos moldados por reação têm uma grande taxa de encolhimento e devem ter um dispositivo de manutenção da pressão e de encolhimento.
- Os requisitos de matéria-prima para produtos moldados por injeção de reação são relativamente elevados.
Quais são os materiais para a moldagem por injeção com reação?
O poliuretano é o material mais comum para a moldagem por injeção com reação (RIM). Outros materiais comuns incluem a poliureia, o poliéster, os polifenóis, os poliepóxidos e a poliamida (nylon 6). Para tornar o produto acabado mais forte, são também misturados no material injetado reforços como a fibra de vidro. Por exemplo, painéis de espuma rígida para automóveis. Ao ajustar as proporções dos ingredientes misturados, o RIM pode ser macio, duro e muito duro. Por exemplo, através da utilização de um agente de expansão, pode ser produzido um núcleo de espuma macia/dura.
Condições do processo de moldagem RIM para os plásticos mais utilizados
| Parâmetro | Poliuretano | Poliureia | Nylon 6 | Poliéster insaturado | Resina epoxídica |
|---|---|---|---|---|---|
| Energia térmica de reação/(kJ/mol) | 37 | 37 | 18.6 | 30 | 55.8 |
| Energia de ativação/(kJ/mol) | 26 | 5.6 | 39 | 50.8 | 20 |
| Temperatura do material/℃ | 40 | 40 | 100 | 25 | 60 |
| Tempo de cura/s | 45 | 30 | 150 | 60 | 150 |
| Retração de moldes/% | 5 | 5 | 10 | 20 | 5 |
| Temperatura do molde/℃ | 70 | 70 | 130 | 150 | 130 |
Quais são as aplicações comuns da RIM?
O fabrico de RIM é utilizado numa vasta e crescente gama de aplicações industriais. Eis alguns exemplos:

- Peças para automóveis: O RIM é utilizado para produzir peças para automóveis, como painéis de instrumentos, painéis de portas e outros componentes interiores.
- Produtos de consumo: A RIM é utilizada para produzir produtos de consumo, tais como mobiliário, electrodomésticos e outros artigos domésticos.
- Dispositivos médicos: A RIM é utilizada para produzir dispositivos médicos, tais como implantes, instrumentos cirúrgicos e outros equipamentos médicos.
- Aeroespacial: O RIM é utilizado para produzir componentes aeroespaciais, tais como peças de aeronaves, componentes de satélites e outros equipamentos relacionados com o espaço.
Quais são as vantagens e desvantagens da Moldagem por Injeção Reactiva?
| Vantagens | Desvantagens |
|---|---|
| Forte e resistente. | Não há muitos materiais por onde escolher, mas estão a chegar mais. |
| É capaz de fabricar peças complexas com pormenores finos. | É difícil criar detalhes finos de forma fiável. |
| Pode fabricar peças flexíveis ou rígidas, consoante o material e o design. | As ferramentas não são muito resistentes, pelo que se podem danificar facilmente. |
| As ferramentas são baratas em comparação com, por exemplo, a moldagem por injeção. | Difícil de encher e curar peças muito grandes. |
| As peças podem ser baratas, especialmente se for possível fazer uma peça grande com acessórios incorporados e utilizar materiais baratos. | Muitos materiais RIM produzem compostos orgânicos voláteis (COV) poluentes. |
Quais são as vantagens da moldagem por injeção de reação?
- Os produtos RIM são mais leves do que os seus homólogos fabricados por outros métodos. O RIM é utilizado para fabricar para-choques de automóveis e peças que reduzem a vibração. O peso mais leve das peças torna o carro mais leve e as peças funcionam melhor. Isto significa que quando o carro embate em algo, não causa tantos danos. Isto poupa dinheiro na reparação do carro, no seguro e na gasolina. Isto torna todo o carro mais barato.
- O RIM também ajuda a tornar o ar mais limpo. Produz menos poluição do que outras formas de fabricar peças de plástico. Isto é importante para muitos países, especialmente para os que fabricam muitas peças de plástico e automóveis.
Quais são os requisitos de equipamento para a moldagem por injeção de reação?
Ao contrário do equipamento de moldagem por injeção convencional, o equipamento de moldagem por injeção com reação inclui geralmente os seguintes sistemas:

1. Sistema de ajustamento do Estado: para preparar produtos intermédios no estado líquido.
2. Sistema de bomba doseadora: para medir o intermediário e aplicar pressão para bombear o intermediário.
3. Cabeça misturadora: onde o líquido intermédio é misturado através da cabeça misturadora.
4. Quadro de carregamento do molde: para controlar a orientação do molde e o equipamento de abertura e fecho do molde, e é utilizado durante a limpeza e desmoldagem.
Uma vez que a moldagem por injeção com reação utiliza principalmente a mistura por impingimento de líquidos de baixa viscosidade, a função de enchimento do molde pode ser conseguida utilizando apenas a pressão gerada internamente, sem necessidade de pressão adicional; por conseguinte, a pressão de injeção necessária para a moldagem por injeção com reação pode ser tão baixa quanto 50 psi, conseguindo assim um fecho reduzido do molde. A capacidade de produzir peças grandes também torna os moldes RIM mais económicos.
Como funciona a moldagem por injeção de reação?
Eis os passos para realizar a moldagem por injeção com reação:

1. Preparar o molde: Limpe e prepare o molde de acordo com as especificações do produto que pretende criar. Aplique um agente de libertação do molde para garantir que o produto acabado é facilmente removido.
2. Misture tudo: No RIM, são utilizados dois líquidos - polióis e isocianatos. Estes são armazenados em tanques separados e são misturados numa proporção precisa utilizando uma cabeça de mistura. A cabeça de mistura tem normalmente elementos de mistura estáticos para garantir que os componentes se misturam muito bem.
3. Disparar a mistura: A mistura é injectada no molde através dos orifícios de injeção. A mistura líquida enche o molde e começa a reagir e a endurecer.
4. Aguardar a cura: O material que injectou no molde passa por uma reação química chamada polimerização. É isso que o faz solidificar e dar a forma pretendida. O tempo de cura pode ser diferente consoante os materiais utilizados e as propriedades pretendidas no produto acabado.
5. Retirar o produto do molde: Depois de o material ter endurecido e ficado sólido, pode abrir o molde e retirar o produto acabado. O agente de libertação do molde que colocou antes facilita a sua remoção.
6. Guarnição e acabamento: Depois de o tirar do molde, pode cortar qualquer material extra ou flash para lhe dar o aspeto que pretende. Se necessário, pode também pintá-lo, polir ou juntá-lo a outros objectos.
7. Faz outra vez: O processo RIM pode ser efectuado novamente para fabricar mais peças. Limpe o molde, prepare-o e faça-o novamente com material novo.
A moldagem por injeção reactiva requer equipamento e conhecimentos especiais. Esteja seguro quando manusear os materiais e operar as máquinas. Fale com um profissional ou com um fabricante de RIM para obter ajuda e conselhos sobre como fazer a moldagem por injeção com reação.
Moldagem por Injeção Reactiva (RIM) vs. Moldagem por Injeção Convencional
A moldagem por injeção de reação e a moldagem por injeção parecem semelhantes, mas baseiam-se em dois métodos diferentes: o processamento de termoendurecíveis e o processamento de termoplásticos. Segue-se uma breve introdução a cada método.

Processamento de termofixos
O método de processamento termoendurecido utilizado no RIM baseia-se em ligações químicas irreversíveis formadas durante o processo de cura. Os plásticos termoendurecíveis não derretem quando aquecidos - decompõem-se e não se alteram quando arrefecidos.
Processamento de termoplásticos
O processamento termoplástico baseia-se em polímeros que se tornam flexíveis ou plásticos a temperaturas específicas e solidificam quando arrefecidos.
Quando é que a moldagem por injeção com reação é mais adequada?

A moldagem por injeção reactiva (RIM) tem os seus prós e contras, como qualquer outro processo de moldagem. Uma das maiores vantagens da RIM é o facto de oferecer mais liberdade de conceção em comparação com a moldagem por injeção. O RIM pode fabricar peças que não se podem fabricar com a moldagem por injeção, como peças de paredes grossas e finas, núcleos de espuma e muito mais. As peças RIM são fortes e leves, e o material escolhido determina as suas propriedades. Por exemplo, o poliuretano é um dos materiais RIM mais populares. Tem resistência ao calor, estabilidade dimensional e propriedades dinâmicas muito elevadas, e é utilizado na construção, peças automóveis, desporto e muito mais.
Outro aspeto interessante do RIM é o facto de utilizar polímeros líquidos de baixa viscosidade. Estes são injectados em moldes aquecidos, expandem-se, engrossam, endurecem através de várias reacções químicas e é possível ajustar as propriedades de peso, resistência, densidade e dureza da peça acabada. Assim, as peças fabricadas desta forma são mais leves do que as peças fabricadas com outros métodos de fabrico.
Geralmente, os moldes RIM são menos dispendiosos do que os moldes de injeção. Além disso, utiliza menos energia e uma prensa de menor tonelagem. Mas pode demorar mais tempo do que o processamento de termoplásticos.
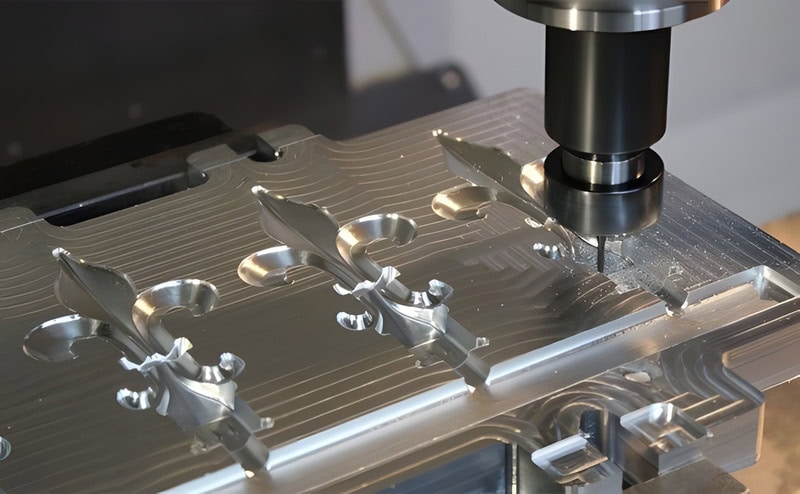
Molde de injeção de alumínio
O que é o molde de injeção de alumínio?
A moldagem por injeção de alumínio é uma tecnologia que utiliza moldes de alumínio para fabricar peças (protótipos/produtos reais) utilizando a moldagem por injeção. A maioria dos moldes de injeção são feitos de aço ou alumínio. A sabedoria convencional é que os moldes de aço são mais caros, enquanto os moldes de alumínio são mais económicos para pequenos lotes.
Porquê escolher o molde de injeção de alumínio?

Precisa de muitas peças, mas não precisa de dezenas de milhares de peças. Precisa de peças rapidamente e a pedido. Não quer correr o risco de investir em moldes antes de o design da sua peça estar verdadeiramente comprovado. Se alguma destas afirmações se aplica a si, então a moldagem por injeção de baixo volume com moldes de alumínio pode ser uma boa opção para si.
Moldagem por injeção: Molde de injeção de alumínio vs. molde de injeção de aço P20
O aço P20 é o aço mais utilizado para moldes de injeção. Vamos comparar os moldes de injeção em aço P20 e os moldes de injeção em liga de alumínio.
Tomemos como exemplo um simples produto de plástico. Material do produto: ABS, peso do produto 20 gramas, quantidade do produto 1.000 peças, molde de 1 cavidade.
| Material do molde | Material do produto | Produto Quantidade/peças | Peso do produto/g | Cavidade do molde | Tempo de execução do molde/dias | Preço do molde/$ | Preço do produto/$ | Custo total do projeto/$ |
|---|---|---|---|---|---|---|---|---|
| Aço P20 | ABS DG417 | 1000 | 20 | 1*1 | 25 | 2000 | 0.3 | 2300 |
| Alumínio 6061 | ABS DG417 | 1000 | 20 | 1*1 | 15 | 1300 | 0.3 | 1600 |
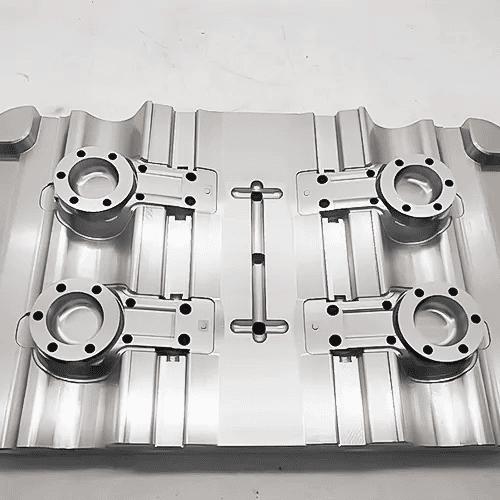
Quais são as vantagens do molde de injeção de alumínio
Para projectos de produção de pequenos lotes, os moldes de injeção de alumínio são uma excelente escolha para fabricar todos os tipos de produtos de plástico. Os moldes de alumínio têm muitas vantagens.

1. Rentável: Utilizar o alumínio para fazer um molde de injeção é mais barato do que utilizar o aço. Pode ainda poupar até 30% do custo total com o molde de alumínio para projectos de produção de pequenos lotes.
2. Prazo de entrega: Os moldes de injeção de alumínio são mais rápidos do que os moldes de injeção de aço em termos de design e procedimentos de processamento. Em geral, os moldes de alumínio podem reduzir o tempo em 40% em comparação com os moldes de aço. Por conseguinte, podem fabricar os protótipos e produtos finais necessários mais rapidamente.
3. Prazo de execução: Normalmente, o peso do molde de alumínio é um terço do molde de aço, que é fácil de operar. O alumínio é um material macio, pelo que é mais fácil maquinar o material para formar o molde de injeção. O sistema de arrefecimento simplificado e a estrutura do molde tornam a eficiência da produção muito maior.
Quais são as desvantagens do molde de injeção de alumínio
Como o alumínio tem as suas limitações, os moldes de injeção de alumínio também têm limitações. Estas limitações incluem a vida útil do molde, os tipos de materiais que podem ser produzidos e a forma como o molde pode ser modificado.

1. Material do produto: O alumínio é um material macio, pelo que não pode ser utilizado para fabricar materiais com enchimento de fibra de vidro, que desgastam rapidamente o molde, como o nylon reforçado com fibra de vidro, etc. Não pode ser utilizado para fabricar materiais de engenharia de alta temperatura, que deformam facilmente o molde durante a produção, como PEEK, PPSU, etc.
2. Tempo de vida do molde: Os moldes de alumínio não são tão duráveis, resistentes à corrosão e ao desgaste como os moldes de aço. Por conseguinte, só são adequados para a produção de pequenos lotes. Em circunstâncias normais, a vida útil do molde é de 1.000 a 10.000 disparos, dependendo do material e da estrutura do produto.
3. Complexidade da conceção de produtos: Os moldes de alumínio não são adequados para o fabrico de peças com desenhos de produtos complexos. Os projectos de produtos complexos têm peças finas e grossas. Por conseguinte, é necessário um material que possa lidar com estes parâmetros e com as elevadas pressões e temperaturas do processo sem se deformar. Os moldes de injeção de alumínio não são adequados porque podem deformar-se nestas condições.
4. Modificação de moldes: Uma vez terminado o molde de injeção de alumínio, se a estrutura do produto tiver de ser alterada, não pode ser feita por soldadura, como acontece com um molde de aço. Tem de ser refeito.
Quais são os princípios de conceção do molde de injeção de alumínio?
Tornar o molde simples
Normalmente, não faça um molde muito complicado com elevadores e cursores, e utilize insertos carregados à mão em vez de insertos automáticos. Para protótipos e produção de baixo volume, uma vez que a quantidade de peças moldadas não é grande, não é dispendioso carregar e descarregar manualmente os insertos, o que pode poupar nos custos do molde e aumentar a vida útil do molde.
Utilizar um porta-molde partilhado
Para moldes de injeção de alumínio, podemos conceber todas as cavidades utilizando bases de moldes de stock. Isto significa que não temos de gastar tempo e dinheiro a encomendar novas bases de molde. Também nos ajuda a reduzir os prazos de entrega e a poupar dinheiro para satisfazer o seu orçamento.
Melhorar a estrutura do seu produto
Quando conceber moldes de alumínio, utilize cantos arredondados em vez de cantos afiados. O alumínio é macio e os cantos afiados desgastam-se mais rapidamente quando se injecta o molde. Também se danificam facilmente e são difíceis de reparar. Torne a espessura da parede do produto o mais uniforme possível, o que pode diminuir a pressão de injeção e diminuir a probabilidade de o molde se deformar sob a pressão de injeção.

Quais são os tipos de moldes de injeção?
Principais Conclusões – Os moldes de injeção apresentam vários tipos principais: monocavidade, multicavidade, família, empilhados e sobreinjeção, cada um otimizado para diferentes volumes de produção e requisitos da peça. – Os moldes de monocavidade oferecem a

O Que é a Moldagem por Injeção de Engrenagens Plásticas e Quais Materiais Funcionam Melhor?
Leia mais sobre Como a Impressão 3D Pode Criar Moldes de Fundição de Metal Mais Rápido e Barato?

What Causes Injection Molding Warpage and How Can You Fix It?
Key Takeaways – Warpage occurs when differential shrinkage creates internal stresses that bend or twist a molded part after ejection. – The top causes include uneven cooling, inconsistent wall thickness,
Soluções de otimização fornecidas De graça
- Fornecer feedback de design e soluções de otimização
- Otimizar a estrutura e reduzir os custos do molde
- Fale diretamente com os engenheiros, um a um

