 Saltar para o conteúdo
Saltar para o conteúdo 

Ao longo dos anos, a tecnologia de fabricação por moldação por injeção percorreu um longo caminho. Existem agora seis técnicas comuns de produção por moldação por injeção: moldação por injeção por compressão, moldação por injeção com exaustão, moldação por injeção de baixa pressão, moldação por injeção assistida por gás, moldação por injeção assistida por água e moldação por injeção de alto brilho.
O processo de moldação por injeção refere-se ao processo de fabricação de peças semiacabadas de uma determinada forma através da pressurização, injeção, arrefecimento e separação das matérias-primas fundidas.

O processo de fabricação por moldação por injeção de plástico inclui principalmente o fecho do molde — enchimento — (assistido por gás, assistido por água) manutenção de pressão — arrefecimento — abertura — desmoldagem e outras seis etapas. -Abertura do molde – Desmoldagem e outras seis etapas.
A moldação por injeção divide-se nos seis tipos seguintes, vamos aprender mais sobre eles.
Moldagem por injeção e compressão
A moldação por compressão é uma forma avançada da moldação por injeção convencional.
Vantagens da moldagem por injeção e compressão
Aumenta a relação de comprimento de fluxo da peça moldada por injeção; utiliza menos força de fecho e pressão de injeção; reduz a tensão interna no material; e aumenta a produtividade do processamento.
Moldagem por injeção e compressão adaptada a casos de utilização
É bem sabido que as lentes óticas requerem alta precisão geométrica, dimensões precisas e baixa deformação, o que é difícil de alcançar com a moldação por injeção geral.
Aplicações de moldagem por injeção e compressão
Para vários produtos feitos de plásticos de engenharia termoplásticos, tais como peças curvas de grandes dimensões, peças miniaturizadas de paredes finas, lentes ópticas e peças com requisitos de boa resistência ao impacto.

Moldagem por injeção com ventilação
Moldação por injeção com exaustão: O objetivo do processo de "exaustão" é proporcionar uma oportunidade para que os produtos de fissão voláteis gerados durante o processo de polimerização-solidificação sejam emitidos.
Se estes gases não forem expelidos da cavidade, o resultado serão produtos incompletos ou bolhas de ar no fecho.
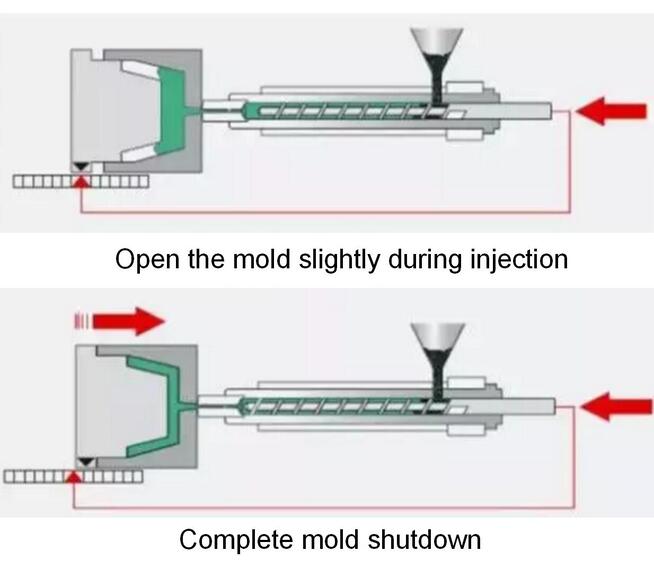
Sequência de moldagem por injeção com ventilação
1. Suspender a injeção quando o volume de injeção atingir cerca de 80%-95%.
2. Abrir o molde cerca de 0,1-0,2 mm para permitir a descarga do gás volátil.
3. Fechar o molde pela segunda vez e injetar o restante volume de injeção.

Casos de aplicação de moldagem por injeção com ventilação
Produto manufaturado: placa de filtro prensa 1500×1500
Número de cavidades: 1 cavidade
Material: PP (índice de fluxo 0,2 de alta viscosidade)
Máquina de moldagem por injeção: BU4000 com cilindro de armazenamento 6800T
Processo de moldação: moldação por injeção por compressão
Moldagem por injeção a baixa pressão
O processo de moldação por injeção de baixa pressão é um tipo de processo de encapsulamento que utiliza uma pressão de injeção muito baixa para injetar material termofusível no molde e cura rápida, com as excelentes propriedades de vedação do material termofusível e excelentes propriedades físicas e químicas para alcançar isolamento, resistência à temperatura, resistência ao impacto, amortecimento de vibrações, proteção contra humidade, impermeabilização, proteção contra poeira, resistência à corrosão química, etc., para desempenhar um bom papel na proteção dos componentes eletrónicos.
A sensibilidade do couro, madeira, tecido de fibra, película decorativa de PVC/TPO/PUR requer uma pressão de injeção reduzida.
Casos de aplicação de moldagem por injeção de baixa pressão

Moldagem por injeção com assistência de gás
Processo GAIM de moldagem por injeção com assistência de gás
Fase de injeção (parcial) - Fase de insuflação (N2) - Fase de retenção do gás (pressão constante do ar de arrefecimento) - Fase de redução da pressão - Fase de desmoldagem
Composição da unidade GAIM.
Gerador de pressão de gás, unidade de controlo de gás, dispositivo de injeção de gás, dispositivo de recuperação de gás

Exemplo de aplicação de moldagem por injeção com assistência de gás

Moldagem por injeção assistida por água
A tecnologia de moldação por injeção assistida por água é um processo avançado de moldação por injeção no qual uma porção do material fundido é injetada na cavidade do molde e depois água de alta pressão é injetada no material fundido através do equipamento para finalmente moldar a peça de trabalho.
Devido à incompressibilidade da água, formando assim uma interface sólida na extremidade dianteira da água, a parede interna do produto é extrudida numa cavidade, e a extremidade dianteira da água também desempenha o papel de arrefecimento rápido.
Por conseguinte, o processo assistido por água tem muitas vantagens que não podem ser comparadas com o processo assistido por gás. Estudos e aplicações demonstraram que o processo assistido por água pode gerar paredes de cavidade mais finas e mais uniformes, e a superfície da parede interna do rotor é muito lisa.
Especialmente no caso de peças de paredes espessas, o tempo de arrefecimento do sistema de assistência a água pode ser muito reduzido em comparação com o sistema de assistência a gás.

Moldagem por injeção de alto brilho
O processo básico de moldagem por injeção de alto brilho consiste em utilizar vapor de água a alta temperatura e alta pressão para aquecer rapidamente a superfície do molde antes de moldagem por injeçãoA temperatura da superfície da cavidade de moldagem é superior à temperatura de transferência do vidro (Tg) do material plástico resinoso e, em seguida, o plástico plastificado fundido é injetado na cavidade fechada do molde.

Quando a injeção termina, o fornecimento de ar é interrompido e o vapor de água no tubo é expelido pela pressão do ar, após o que a água de arrefecimento é passada para fazer com que a temperatura do molde desça rapidamente até arrefecer e o molde é aberto para retirar o produto.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







