 Zum Inhalt springen
Zum Inhalt springen 
Spritzgussform für kleine Mengen
Leitfaden für die Herstellung und Konstruktion von Spritzgussformen für kleine Stückzahlen

Zetar's Dienst Immer die Extrameile gehen
Wir bieten Dienstleistungen aus einer Hand: Design Feedback Änderungsvorschläge, Rapid Prototype Design
und Dienstleistungen, DFM-Bericht, Mold Flow und Mold Design, Spritzgusswerkzeugbau
Dienstleistungen, Kunststoff-Spritzgießen, Nachbearbeitung und Montage.
Spritzgießen Produktdesign-Service

Spritzgießen Produktoptimierungsservice
Spritzguss-Prototypenbau-Service
Spritzgießen Fertigungsservice
Spritzgussformenbau Service
Spritzgussform-Design-Service

Nachbearbeitung von Spritzgießprodukten

Spritzgießen Produktmontage Service

Spritzgießen Produktverladung und -versand
Herstellung von Spritzgussformen für kleine Mengen
ZetarMold bietet 3D-Druckformen, Vakuumgussformen, Reaktionsspritzgussformen und Aluminiumspritzgussformen für die Kleinserienproduktion an.

Ressourcen für Kleinserien-Spritzguss
Was ist Low Volume Injection Mold?
Eine Low Volume Injection Mold ist eine Art von Spritzgießform, die für die Herstellung kleiner Chargen von Kunststoffteilen mit geringem Volumenbedarf konzipiert ist. Low Volume Injection Mold besteht aus 4 Verfahren: 3D-Druck-Spritzgussformen, Vakuumgussformen und Reaktionsspritzgussformen, Aluminiumspritzgussformen.
Merkmale und Vorteile von Kleinserien-Spritzgussformen
Kleinere Formgröße:
Low Volume Injection Molds sind kleiner und kompakter als herkömmliche Spritzgießwerkzeuge und eignen sich daher besser für die Produktion von Kleinserien.
Kleinere Losgrößen:
Low Volume Injection Mold eignet sich für die Herstellung kleiner Chargen von Teilen, die oft zwischen 1 und 1.000 Stück liegen.
Günstigere Werkzeuge:
Spritzgießwerkzeuge für kleine Stückzahlen haben in der Regel niedrigere Werkzeugkosten als herkömmliche Werkzeuge, was bedeutet, dass sie für kleine Unternehmen oder Neugründungen eher machbar sind.
Kürzere Vorlaufzeiten:
Low Volume Injection Mold kann schnell entworfen und hergestellt werden, was ein schnelles Prototyping und eine schnelle Produktion ermöglicht und zu kürzeren Produktions- und Lieferzeiten führt, oft innerhalb weniger Tage oder Wochen.
Flexibilität:
Niedrigvolumige Spritzgießwerkzeuge können leicht umgerüstet werden, um verschiedene Teile zu produzieren, was sie zu einer großartigen Option für die Herstellung von Prototypen, Tests oder Kleinserien macht.



Anwendungen von Low Volume Injection Mold

1. Prototyping:
Low Volume Injection Mold eignet sich hervorragend für die Herstellung von Prototypen, die Erprobung neuer Designs oder die Erprobung von Teilen, bevor Sie in die Serienproduktion gehen.
2. Produktion in kleinem Maßstab:
Low Volume Injection Mold eignet sich gut für die Herstellung von kleinen Serien von Teilen für Nischenmärkte, Spezialprodukte oder Artikel in limitierter Auflage.
3. Kundenspezifische Produkte:
Low Volume Injection Mold eignet sich perfekt für die Herstellung kundenspezifischer Teile mit einzigartigen Designs, Formen oder Materialien.
4. Kleine Unternehmen:
Low Volume Injection Mold ist gut für kleine Unternehmen oder Start-ups, die nicht über viele Ressourcen verfügen.
Wenn das Spritzgießen von Kleinserien nicht geeignet ist
Low Volume Injection Molding ist ein großartiges Herstellungsverfahren, aber es gibt Situationen, in denen es nicht die beste Wahl ist. Hier sind einige Situationen, in denen das Kleinserien-Spritzgießen nicht die beste Wahl ist:

1. Großserienproduktion:
Wenn Sie viele Teile herstellen müssen (Tausende oder Zehntausende), ist das traditionelle Spritzgießen möglicherweise billiger.
2. Hohe Komplexität:
Wenn Ihr Teil wirklich kompliziert ist, mit vielen beweglichen Teilen, vielen kleinen Details oder wirklich engen Toleranzen, ist das traditionelle Spritzgießen vielleicht die bessere Wahl.
3. Hochwertige Materialien:
Wenn Sie spezielle Materialien benötigen, z. B. Materialien, die hohen Temperaturen und Chemikalien standhalten, sehr stabil sind oder große Belastungen aushalten können, ist das traditionelle Spritzgussverfahren möglicherweise die bessere Wahl.
4. Hochpräzise Teile:
Wenn Ihre Teile sehr präzise (z. B. innerhalb von ±0,01 mm) oder sehr genau sein müssen, ist das traditionelle Spritzgießen vielleicht die bessere Wahl.
5. Hohe Anforderungen an die Oberflächengüte:
Wenn Ihre Teile eine wirklich schöne Oberfläche haben müssen (wie Ra < 0,1 μm), ist die traditionelle Spritzgussform möglicherweise die bessere Wahl.
Obwohl Low Volume Injection Mold ein großartiges Verfahren ist, müssen Sie die Anforderungen Ihres Projekts und die Grenzen von Low Volume Injection Mold berücksichtigen, bevor Sie entscheiden, ob es die beste Option für Sie ist.
Vergleich von 4 kleinvolumigen Spritzgießwerkzeugen
Hier finden Sie einen Überblick über das Formenmaterial, die Lebensdauer und das Produktmaterial von 3D-Druckformen, Vakuumgussformen, Reaktionsspritzgussformen und Aluminiumspritzgussformen:
| Form Typ | Material der Form | Zyklus Leben | Produkt Material |
|---|---|---|---|
| 3D-gedruckte Form | ABS, Nylon, usw. | 30~100 Schüsse | PP, PE, TPE, TPU, POM, PA |
| Vakuum-Gussform | Silikonkautschuk, PU, Epoxid, usw. | 10~20 Schüsse | PU, das ABS, PMMA, PA, POM, usw. simuliert. |
| Reaktionsspritzgussform | PU, Aluminium, ungehärteter Stahl, etc. | 500~1000 Schüsse | PU, PA6, Polyester, usw. |
| Aluminium-Spritzgussform | Aluminium | 500~1000 Schüsse | PP, PE, ABS, PS, PA, TPE, usw. |
3D-Druck-Spritzgussform
Was ist eine 3D-Druck-Spritzgussform?
Der 3D-Druck ist ein schnell wachsender Bereich, der die Art und Weise, wie wir Dinge entwerfen und herstellen, verändert hat. In der Vergangenheit wurde der 3D-Druck im Design- und Fertigungsprozess nur zur Herstellung und Prüfung von Prototypen verwendet, die später im Spritzgussverfahren hergestellt wurden. Dank Verbesserungen bei der Druckergenauigkeit, der Oberflächenbeschaffenheit und den Materialien können 3D-Drucker jetzt auch die Spritzgussformen herstellen.
Zwei Arten von 3D-Druck-Spritzgießformen
Unsere gängigen 3D-Druck-Spritzgießformen haben die folgenden zwei Typen:
Formeinsätze in Formböden
Dies ist die gängigste Art von 3D-gedruckten Formen und ergibt im Allgemeinen genauere Teile. Sie ähnelt der Kavität einer Standard-Spritzgussform, nur dass das Material der Kavität durch 3D-gedrucktes Material ersetzt wird. Die Form wird 3D-gedruckt und dann in eine starre Aluminium- oder Stahlformbasis eingesetzt, die den Druck und die Hitze der Einspritzdüse aushält. Formen aus Aluminium oder Stahl verhindern auch, dass sich 3D-Druckformen nach wiederholtem Gebrauch verformen. Verlängern Sie die Lebensdauer von 3D-Druckformen.
Vollständig 3D-gedruckte Spritzgussform
Bei dieser Art von 3D-gedruckter Spritzgussform wird die gesamte Form 3D-gedruckt und es werden keine starren Aluminium- oder Stahlformrahmen verwendet. Dies erfordert eine höhere Präzision und eine längere Druckzeit beim 3D-Druck, um eine bessere Festigkeit und Feinheit zu erreichen. Bei dieser Art von 3D-gedruckter Form ist die Wahrscheinlichkeit größer, dass sie sich nach starker Beanspruchung verformt, und diese Art der Anwendung ist weniger verbreitet.
Anwendungen von 3D-Druck-Spritzgießformen
1. Schnellere Durchlaufzeiten: (1-2 Wochen)
Der 3D-Druck kann die Zeit für die Herstellung von Spritzgussformen verkürzen, so dass Sie Ihre Produkte schneller herstellen und ausliefern können.
2. Produktion in kleinem Maßstab: (50-100 Teile)
Der 3D-Druck eignet sich hervorragend für die Herstellung von Produkten in kleinen Stückzahlen, wie z. B. kundenspezifische Teile oder Sonderanfertigungen.
3. Flexibler: (leicht zu ändern)
Mit dem 3D-Druck lassen sich das Design und die Form leicht ändern, so dass Sie sich an neue Produktanforderungen anpassen können.
4. Einfache kleine Größe Produkt:(weniger als 150 mm)
3D-Druck-Spritzgussformen verformen sich bei mehrfacher Verwendung und sind nicht für hochpräzise oder großformatige Produkte geeignet.
Was sind die Nachteile des 3D-Drucks von Spritzgussformen?
3D-gedruckte Spritzgussformen für das Spritzgießen haben ihre Vorteile, wie kürzere Vorlaufzeiten und niedrigere Kosten, aber sie haben auch ihre Nachteile. Hier sind ein paar davon:

Schrumpfungsdefekte und Verformungen: Wenn 3D-gedruckte Formen abkühlen, können sie schrumpfen und sich verziehen, was bei Produkten mit engen Toleranzen zu Problemen führen kann. Dies kann zu Defekten in der Form führen und das Endprodukt verderben.
Größenbeschränkungen: Wenn es um Größenbeschränkungen geht, sind 3D-gedruckte Formeinsätze am besten für kleine Bauteile mit einem Volumen von bis zu 164 cm3 (10 Kubikzoll) geeignet. Nicht mehr als 150 cm.
Oberfläche: Die Oberflächenbeschaffenheit von 3D-gedruckten Formen kann rauer sein als bei herkömmlichen Metallformen. Beim 3D-Druck werden die Teile in Schichten aufgebaut. Aus diesem Grund können gedruckte Teile auf jeder schrägen Oberfläche oder Wand einen Treppeneffekt aufweisen. Gedruckte Formen sind nicht anders und müssen bearbeitet oder geschliffen werden, um diese kleinen, gezackten Kanten zu entfernen.
Die Abkühlung dauert länger: 3D-gedruckte Formen lassen sich zwar im Allgemeinen schneller herstellen als herkömmliche Werkzeuge, aber der Spritzgussprozess selbst dauert länger. Das liegt daran, dass 3D-gedruckte Formen dem Druck und der Hitze nicht so gut standhalten wie Metallformen. Auch die Wärmeleitfähigkeit der Polymere ist ein Problem. Infolgedessen verlängert sich die Zykluszeit beim Spritzgießen. Dies führt zu höheren Produktionskosten und dazu, dass weniger Produkte hergestellt werden.
Vergleich verschiedener Verfahren für den 3D-Druck von Spritzgussformen
Es gibt verschiedene Möglichkeiten, Formen mit 3D-Druck herzustellen. Hier sind einige von ihnen: Fused Deposition Modeling (FDM), Stereolithografie (SLA), selektives Lasersintern (SLS) und Digital Light Processing (DLP). Welcher 3D-Drucker und welches Material Sie verwenden, hängt davon ab, wie kompliziert die Form ist und wie lange sie halten soll. Hier sehen Sie den Vergleich dieser Verfahren.
| 3D-Druckverfahren | Formgenauigkeit | Formfestigkeit | Form Größe | Kosteneffizient |
|---|---|---|---|---|
| FDM | ★ | ★★★ | ★★★★ | ★★★★ |
| SLA | ★★★★ | ★★ | ★★★ | ★★ |
| SLS | ★★★ | ★★★★ | ★★ | ★ |
| DLP | ★★★★ | ★★ | ★ | ★★★ |
Konstruktionsrichtlinien für 3D-Druck-Spritzgussformen
Wenn Sie eine Spritzgussform für den 3D-Druck entwerfen, müssen Sie die Konstruktionsregeln für das Spritzgießen und die Konstruktionsregeln für den 3D-Druck beachten. Hier sind einige Tipps von Anwendern und Experten, die Erfahrung mit 3D-Druckformen für Polymere haben.
Entwurfswinkel: Sie sollten die Entformungswinkel auf 2 Grad oder mehr erhöhen und eine Trennmasse verwenden, um die Lebensdauer der Formen zu verlängern.
Wanddicke: Achte darauf, dass das Teil überall gleich dick ist und keine scharfen Ecken hat. Mach es nicht zu dünn, denn wenn es weniger als 1-2 mm dick ist, könnte es sich verziehen, wenn es heiß wird.


Tor-Design: Öffnen Sie den Anschnitt, um den Druck im Hohlraum zu entlasten. Vermeiden Sie Tunnel- und Punktanschnitte; erhöhen Sie die Größe von Anguss-, Fächer- und Laschenanschnitten auf das Dreifache ihrer normalen Größe.
Entlüftung: Das Hinzufügen von Entlüftungsöffnungen zu Ihrer Formkonstruktion kann dazu beitragen, dass eingeschlossene Luft während des Spritzgießprozesses entweichen kann, was Defekte wie poröse Teile reduzieren kann. Achten Sie darauf, große Entlüftungsöffnungen vom Rand der Kavität bis zum Rand der Form vorzusehen, damit die Luft entweichen kann. Dadurch kann das Material besser in die Form fließen, der Druck wird verringert und die Überhitzung im Anschnittbereich wird beseitigt, so dass Sie kürzere Zykluszeiten erreichen können.
Material der Form: Wählen Sie ein gutes Material für die Form. Achten Sie darauf, dass es stark und steif genug ist, um dem Druck beim Einspritzen standzuhalten. Die Form sollte einen höheren Schmelzpunkt haben als das zu spritzende Material.
Material Füllung: Das Polymer sollte in der gleichen Richtung wie die 3D-Drucklinien durch die gedruckte Form fließen. Dadurch wird ein Verkleben verhindert und die Befüllung bei niedrigerem Einspritzdruck verbessert.
Kühlungskanäle: Die Verwendung von Kühlkanälen verkürzt zwar die Kühlzeiten, verringert aber nicht die wesentlich längeren Zykluszeiten bei gedruckten Formen, da Kunststoffwerkzeuge die Wärme nicht annähernd so gut ableiten wie Werkzeuge aus Aluminium oder Stahl.
Vakuum-Gussform
Was ist Vakuumgießen?
Die Vakuumgießform ist eine schnelle und kostengünstige Möglichkeit, kleine Mengen von Spritzgussteilen herzustellen. Normalerweise verwenden wir 3D-gedruckte SLA-Teile oder CNC-gefertigte Teile als Prototypen. Wir stellen eine Form aus Silikon her und gießen dann PU-Material im Vakuumverfahren in die Form, um Replikate herzustellen.
Merkmale des Vakuumgießverfahrens
Hier sind die Prozessmerkmale von Vakuumgießformen:
1. Die Genauigkeit:
Das Produkt ist bis zu einer Länge von weniger als 100 mm mit einer Genauigkeit von ±0,1 mm genau. Über 100 mm liegt die Genauigkeit im Allgemeinen bei ±0,3 mm.
2. Wanddicke:
Halten Sie die Wandstärke zwischen 0,75 mm und 1,5 mm Minimum. Mindestens 0,75 mm gewährleistet, dass die Form korrekt gefüllt wird, und 1,5 mm erzielen die besten Ergebnisse.
3. Schimmelpilzsprossen:
Es sind etwa 20 Schüsse pro Form.
4. Oberflächenbehandlung:
Sie können sowohl ein mattes als auch ein glänzendes Finish erzielen.
5. Produkt Szie
Die Größe der Form hängt von den Abmessungen der Vakuumkammer und dem Volumen des Produkts ab. Sie können Teile mit einer Länge von bis zu 2 m herstellen.
Was sind die Vorteile von Vakuumgießformen?
Vakuumgießformen eignen sich hervorragend für die Herstellung hochwertiger Teile mit komplexen Formen und Oberflächenbehandlungen. Hier sind einige Gründe, warum Menschen Vakuumgießformen lieben:

Hohe Genauigkeit: Die Formen für das Vakuumgießen können Teile mit hoher Genauigkeit und Präzision herstellen, was sie für Anwendungen geeignet macht, bei denen die Abmessungen genau richtig sein müssen.
Kürzere Vorlaufzeit: Von der Skizze bis zum Versand dauert es in der Regel etwa eine Woche, um 200 Nachbildungen herzustellen. Das liegt daran, dass man nach der Herstellung der Form keine weiteren Werkzeuge oder Bearbeitungen vornehmen muss.
Kostengünstig: Das Vakuumgießen ist eine kostengünstige Möglichkeit, kleine bis mittelgroße Teile in kleinen bis mittleren Mengen herzustellen. Das macht es zu einer guten Option für kleine Unternehmen und Existenzgründer.
Wie funktioniert das Vakuumgießen?
Das Vakuumgießverfahren ist ein Fertigungsverfahren, bei dem mithilfe von 3D-Druck oder CNC-Prototypen Silikonformen hergestellt werden, aus denen dann Kunststoffteile mit hoher Präzision und Detailgenauigkeit gefertigt werden. Hier finden Sie einen schrittweisen Überblick über das Vakuumgießverfahren:
Schritt 1: Prototyp erstellen
Die Qualität des Prototyps bestimmt die Qualität der Kopien. Wir können die Oberfläche des SLA-Prototyps mit einer Textur besprühen oder auf andere Weise bearbeiten, um die endgültigen Details des Produkts zu simulieren. Die Silikonform kopiert die Details und die Textur des Prototyps, so dass die Oberfläche der Kopierprodukte dem Prototyp sehr ähnlich sieht.
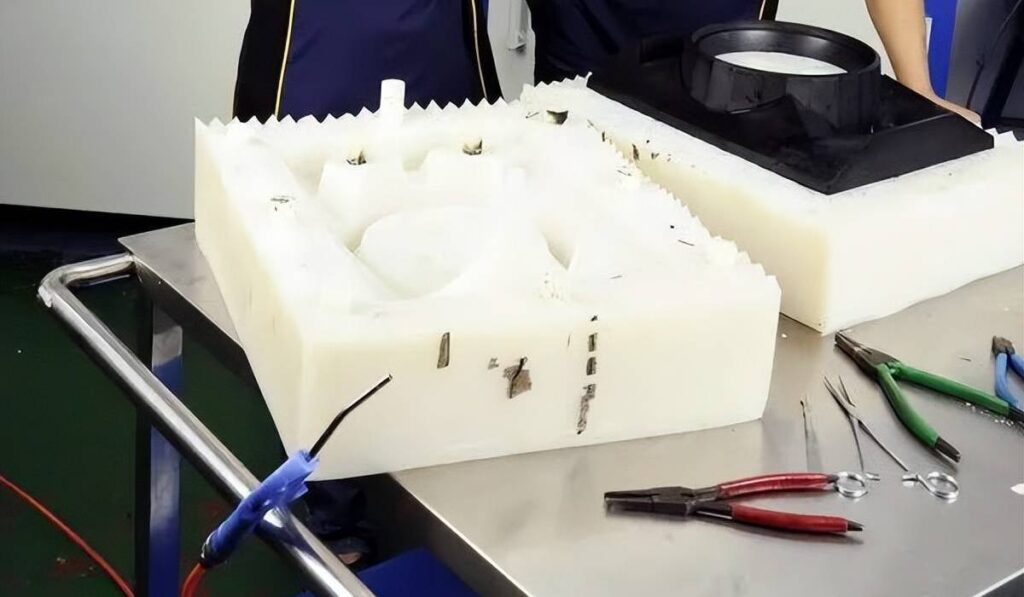
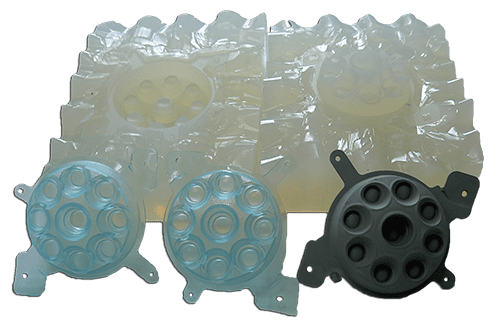
Schritt 2: Herstellung der Vakuumgießform
Kleben Sie zunächst einen flachen Bereich um den Prototyp herum mit Klebeband ab, damit sich die Form später leichter öffnen lässt. Dies wird auch die Trennfläche der endgültigen Form sein. Zweitens: Hängen Sie den Prototyp in eine Schachtel und kleben Sie Klebestifte auf das Teil, um Angüsse und Lüftungsöffnungen zu bilden. Drittens: Spritzen Sie Silikon in den Kasten und saugen Sie die Luft ab, dann stellen Sie ihn bei 40 °C für 8-16 Stunden in den Ofen, je nach Volumen der Form. Nachdem das Silikon ausgehärtet ist, nehmen Sie den Kasten und den Klebestift ab, nehmen den Prototyp aus dem Silikon heraus, machen einen Hohlraum und fertig ist die Silikonform.

Schritt 3: Vakuum-Spritzgießen
Stellen Sie zunächst Ihre Silikonform in den Ofen und heizen Sie ihn auf 60-70℃ vor. Achten Sie darauf, dass Sie ein gutes Trennmittel verwenden und es vor dem Schließen der Form richtig anwenden, um Kleben und Oberflächenfehler zu vermeiden. Erwärmen Sie Ihr Polyurethanharz auf etwa 40 °C, bevor Sie es verwenden. Mischen Sie das Zweikomponentenharz im richtigen Verhältnis, rühren Sie es gut um und entgasen Sie es 50-60 Sekunden lang unter Vakuum. Gießen Sie das Harz in die Form in einer Vakuumkammer und härten Sie die Form erneut im Ofen aus. Die Aushärtung sollte etwa 1 Stunde dauern. Nach dem Aushärten nehmen Sie das gegossene Produkt aus der Silikonform. Wiederholen Sie diesen Schritt, um weitere Nachbildungen zu erhalten.

Anwendungen von Vakuumgießformen
1. Produktion von Kleinserien:
Vakuumgießformen sind ideal für die Herstellung kleiner Chargen hochwertiger Kunststoffprototypen. Wenn Sie nicht genügend Teile benötigen, um die Kosten für eine Stahlform zu rechtfertigen, ist das Vakuumgießen der schnellste und wirtschaftlichste Weg, um eine kleine Charge von Teilen herzustellen. Es wird in einer Vielzahl von Branchen eingesetzt, z. B. in der Automobilindustrie, der Medizintechnik, bei Konsumgütern, Industrieanlagen, landwirtschaftlichen Geräten, Sportgeräten und Musikinstrumenten.
2. Funktionstest:
Das Vakuumgießverfahren und die relativ kostengünstigen Silikonformen machen technische Überprüfungen und Designänderungen einfach und wirtschaftlich, insbesondere wenn sie für Funktionstests vor der Massenproduktion des Produkts verwendet werden können.
3. Marktforschung:
Vaccum Casting Produkte können ein komplettes Set von neuen Produkten sein. Wenn Sie nicht wissen, welches sich am besten für die Massenproduktion nach demselben Designkonzept eignet, können Sie eine Silikonform herstellen und 10-15 Nachbildungen anfertigen. Und bei jedem Nachbau wurden verschiedene Farben und Oberflächen auf den Modulen entworfen, um eine interne Diskussion innerhalb der Designabteilung zu ermöglichen.
4. Marketing Display:
Für die Bewertung durch den Verbraucher sind nachgebildete Produkte in kleinen Stückzahlen ideal. Durch die Ausstellung von Modellen auf Messen oder die vorherige Veröffentlichung von Produktfotos in Unternehmensbroschüren und auf offiziellen Websites dienen sie als Aufwärmwerbung, um mehr potenzielle Kunden anzulocken oder das Produkt zu optimieren.
Reaktionsspritzgussform
Was ist Reaktionsspritzgießen?
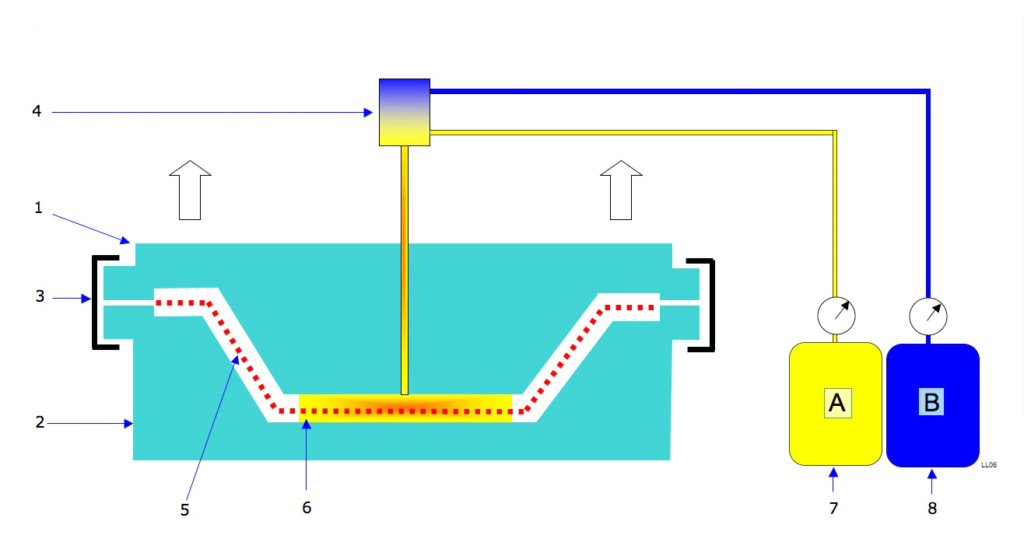
Mischen Sie zwei oder mehr reaktive Flüssigkeiten mit niedriger Viskosität in einem bestimmten Verhältnis und spritzen Sie sie dann unter bestimmten Druck- und Temperaturbedingungen in eine geschlossene Form. Nach der weiteren Reaktion in der Form erhält man ein Kunststoffprodukt. Dieses Reaktionsspritzgießverfahren wird als RIM bezeichnet.
Was sind die Hauptmerkmale des Reaktionsspritzgießens?
Die Merkmale des Reaktionsspritzgießens sind wie folgt:

- Der Druck im Inneren der Reaktionsspritzgießform ist niedrig (im Allgemeinen 0,2~7MPa), so dass die Schließkraft nicht groß ist. Infolgedessen kann die Form aus einer Aluminiumlegierung bestehen und zur Herstellung großflächiger Teile verwendet werden.
- Es kann zum Spritzgießen verschiedener Teile mit komplexen Strukturen und Formen (einschließlich Rippen, Vorsprüngen, Aussparungen und Hebeösen) verwendet werden, ohne dass innere Spannungen entstehen.
- Die Viskosität der flüssigen Reaktionskomponente ist relativ niedrig und die Form lässt sich leicht befüllen. Es eignet sich sehr gut zum Formen von dünnwandigen Teilen oder großen dickwandigen Produkten und kann auch zum Formen von Produkten mit Metalleinsätzen verwendet werden.
- Da während des Formprozesses chemische Reaktionen stattfinden, muss die Form mit guten Abluftkanälen ausgestattet sein, um die Bildung von Poren im Produkt zu verhindern.
- Reaktionsgeformte Produkte haben eine hohe Schwindungsrate und sollten mit einer Druckhalte- und Schrumpfvorrichtung ausgestattet sein.
- Der Rohstoffbedarf für reaktionsgespritzte Produkte ist relativ hoch.
Welche Materialien werden für das Reaktionsspritzgießen verwendet?
Polyurethan ist das gängigste Material für das Reaktionsspritzgießen (RIM). Weitere gängige Materialien sind Polyharnstoff, Polyester, Polyphenole, Polyepoxide und Polyamid (Nylon 6). Um das fertige Produkt zu verstärken, werden dem eingespritzten Material auch Verstärkungen wie Glasfasern beigemischt. Zum Beispiel Hartschaumplatten für Autos. Durch Anpassung der Anteile der gemischten Bestandteile können RIM weich, hart und sehr hart sein. Durch die Verwendung eines Treibmittels kann zum Beispiel ein weicher/harter Schaumkern hergestellt werden.
RIM-Formprozessbedingungen für häufig verwendete Kunststoffe
| Parameter | Polyurethan | Polyharnstoff | Nylon 6 | Ungesättigter Polyester | Epoxidharz |
|---|---|---|---|---|---|
| Reaktionswärmeenergie/(kJ/mol) | 37 | 37 | 18.6 | 30 | 55.8 |
| Aktivierungsenergie/(kJ/mol) | 26 | 5.6 | 39 | 50.8 | 20 |
| Material Temperatur/℃ | 40 | 40 | 100 | 25 | 60 |
| Aushärtungszeit/en | 45 | 30 | 150 | 60 | 150 |
| Schrumpfen von Formteilen/% | 5 | 5 | 10 | 20 | 5 |
| Formtemperatur/℃ | 70 | 70 | 130 | 150 | 130 |
Was sind die häufigsten Anwendungen von RIM?
Die RIM-Fertigung wird in einem breiten und wachsenden Spektrum von industriellen Anwendungen eingesetzt. Hier sind ein paar Beispiele:

- Automobilteile: RIM wird zur Herstellung von Automobilteilen wie Armaturenbrettern, Türverkleidungen und anderen Innenraumkomponenten verwendet.
- Konsumgüter: RIM wird zur Herstellung von Konsumgütern wie Möbeln, Geräten und anderen Haushaltsgegenständen verwendet.
- Medizinische Geräte: RIM wird zur Herstellung von medizinischen Geräten wie Implantaten, chirurgischen Instrumenten und anderen medizinischen Geräten verwendet.
- Luft- und Raumfahrt: RIM wird zur Herstellung von Bauteilen für die Luft- und Raumfahrt verwendet, z. B. von Flugzeugteilen, Satellitenkomponenten und anderen raumfahrtbezogenen Ausrüstungen.
Was sind die Vor- und Nachteile des Reaktionsspritzgießens?
| Vorteile | Benachteiligungen |
|---|---|
| Stark und zäh. | Es gibt nicht viele Materialien zur Auswahl, aber es werden immer mehr. |
| Kann komplexe Teile mit feinen Details herstellen. | Es ist schwierig, feine Details zuverlässig zu erstellen. |
| Je nach Material und Konstruktion können flexible oder starre Teile hergestellt werden. | Werkzeuge sind nicht sehr robust und können daher leicht beschädigt werden. |
| Der Werkzeugbau ist billig im Vergleich zum Spritzgießen. | Sehr große Teile sind schwer zu füllen und auszuhärten. |
| Teile können billig sein, vor allem, wenn man ein großes Teil mit eingebauten Anbauteilen herstellen und billige Materialien verwenden kann. | Viele RIM-Materialien erzeugen flüchtige organische Schadstoffe (VOC). |
Was sind die Vorteile des Reaktionsspritzgießens?
- RIM-Produkte sind leichter als ihre Gegenstücke, die mit anderen Methoden hergestellt werden. RIM wird zur Herstellung von Stoßfängern und Teilen verwendet, die Vibrationen reduzieren. Durch das geringere Gewicht der Teile wird das Auto leichter, und die Teile funktionieren besser. Das bedeutet, dass das Auto bei einem Zusammenstoß mit einem Gegenstand weniger Schaden nimmt. Das spart Geld für die Reparatur des Autos, für die Versicherung und für Benzin. Das macht das ganze Auto billiger.
- RIM trägt auch dazu bei, die Luft sauberer zu machen. Es verursacht weniger Verschmutzung als andere Arten der Herstellung von Kunststoffteilen. Das ist für viele Länder wichtig, vor allem für diejenigen, die viele Kunststoffteile und Autos herstellen.
Was sind die Ausrüstungsanforderungen für das Reaktionsspritzgießen?
Im Unterschied zu herkömmlichen Spritzgießmaschinen umfassen Reaktionsspritzgießmaschinen im Allgemeinen die folgenden Systeme:

1. Staatliches Anpassungssystem: zur Herstellung von Zwischenprodukten in flüssigem Zustand.
2. Dosierpumpensystem: zum Messen des Zwischenprodukts und zum Aufpumpen des Zwischenprodukts mit Druck.
3. Mischkopf: wo das flüssige Zwischenprodukt durch den Mischkopf gemischt wird.
4. Ladegestell für die Form: zur Steuerung der Ausrichtung der Form und der Öffnungs- und Schließvorrichtung der Form und wird beim Reinigen und Entformen verwendet.
Da beim Reaktionsspritzgießen meist eine niedrigviskose Flüssigkeitsmischung verwendet wird, kann die Formfüllung nur durch den intern erzeugten Druck erreicht werden, ohne dass ein zusätzlicher Druck erforderlich ist; daher kann der erforderliche Einspritzdruck beim Reaktionsspritzgießen bei nur 50 psi liegen, wodurch eine geringe Formschließung erreicht wird. Die Fähigkeit, große Teile zu produzieren, macht RIM-Werkzeuge auch billiger.
Wie funktioniert das Reaktionsspritzgießen?
Hier sind die Schritte zur Durchführung des Reaktionsspritzgießens:

1. Bereiten Sie die Form vor: Reinigen Sie die Form und bereiten Sie sie entsprechend den Spezifikationen des Produkts, das Sie herstellen möchten, vor. Tragen Sie ein Formtrennmittel auf, um sicherzustellen, dass sich das fertige Produkt leicht entfernen lässt.
2. Mischen Sie es auf: Bei RIM werden zwei Flüssigkeiten verwendet - Polyole und Isocyanate. Diese werden in separaten Tanks gelagert und mit einem Mischkopf in einem bestimmten Verhältnis gemischt. Der Mischkopf verfügt in der Regel über statische Mischelemente, um sicherzustellen, dass die Komponenten wirklich gut miteinander vermischt werden.
3. Schießen Sie die Mischung: Die Mischung wird durch die Einspritzöffnungen in die Form gespritzt. Das flüssige Gemisch füllt die Form und beginnt zu reagieren und auszuhärten.
4. Warten Sie, bis es ausgehärtet ist: Das Material, das du in die Form geschossen hast, durchläuft eine chemische Reaktion namens Polymerisation. Dadurch verfestigt es sich und nimmt die gewünschte Form an. Die Aushärtungszeit kann je nach den verwendeten Materialien und den gewünschten Eigenschaften des Endprodukts unterschiedlich sein.
5. Nehmen Sie das Produkt aus der Form: Nachdem das Material ausgehärtet und fest geworden ist, können Sie die Form öffnen und das fertige Produkt herausnehmen. Das Trennmittel, das Sie vorher aufgetragen haben, erleichtert die Entnahme.
6. Verkleidung und Ausführung: Nachdem du es aus der Form genommen hast, kannst du alle überflüssigen Teile oder Grate abschneiden, damit es so aussieht, wie du es haben möchtest. Wenn du willst, kannst du es auch bemalen, polieren oder mit anderen Dingen zusammensetzen.
7. Wiederholen Sie es: Der RIM-Prozess kann wiederholt werden, um weitere Teile herzustellen. Reinigen Sie die Form, bereiten Sie sie vor, und wiederholen Sie den Vorgang mit neuem Material.
Das Reaktionsspritzgießen erfordert spezielle Ausrüstung und Know-how. Seien Sie sicher, wenn Sie die Materialien handhaben und die Maschinen bedienen. Wenden Sie sich an einen Fachmann oder einen RIM-Hersteller, um Hilfe und Ratschläge zum Reaktionsspritzgießen zu erhalten.
Reaktionsspritzgießen (RIM) vs. konventionelles Spritzgießen
Reaktionsspritzgießen und Spritzgießen sehen ähnlich aus, beruhen aber auf zwei unterschiedlichen Verfahren: der Duroplast- und der Thermoplastverarbeitung. Im Folgenden finden Sie eine kurze Einführung in jedes Verfahren.

Duroplastische Verarbeitung
Die in RIM verwendete duroplastische Verarbeitungsmethode basiert auf irreversiblen chemischen Bindungen, die während des Aushärtungsprozesses entstehen. Duroplastische Kunststoffe schmelzen nicht, wenn sie erhitzt werden - sie zersetzen sich und verändern sich nicht, wenn sie abgekühlt werden.
Thermoplastische Verarbeitung
Die thermoplastische Verarbeitung basiert auf Polymeren, die bei bestimmten Temperaturen biegsam oder plastisch werden und bei Abkühlung erstarren.
Wann ist das Reaktionsspritzgießen besser geeignet?

Das Reaktionsspritzgießen (RIM) hat wie jedes andere Gießverfahren seine Vor- und Nachteile. Einer der größten Vorteile von RIM ist, dass es im Vergleich zum Spritzgießen mehr Gestaltungsfreiheit bietet. Im RIM-Verfahren können Teile hergestellt werden, die im Spritzgussverfahren nicht möglich sind, z. B. dick- und dünnwandige Teile, Schaumstoffkerne und vieles mehr. RIM-Teile sind stabil und leicht, und das von Ihnen gewählte Material bestimmt ihre Eigenschaften. Polyurethan ist zum Beispiel eines der beliebtesten RIM-Materialien. Es ist hitzebeständig, formstabil und hat sehr hohe dynamische Eigenschaften und wird im Baugewerbe, in der Automobilindustrie, im Sport und in vielen anderen Bereichen eingesetzt.
Ein weiterer Vorteil von RIM ist die Verwendung von Flüssigpolymeren mit niedriger Viskosität. Sie werden in erhitzte Formen gespritzt, dehnen sich aus, verdicken sich, härten durch verschiedene chemische Reaktionen aus und man kann das Gewicht, die Festigkeit, die Dichte und die Härteeigenschaften des fertigen Teils einstellen. Auf diese Weise hergestellte Teile sind also leichter als Teile, die mit anderen Fertigungsmethoden hergestellt werden.
Im Allgemeinen sind RIM-Formen preiswerter als Spritzgussformen. Außerdem benötigt man weniger Energie und eine Presse mit geringerer Tonnage. Aber es kann länger dauern als bei der thermoplastischen Verarbeitung.
Aluminium-Spritzgussform
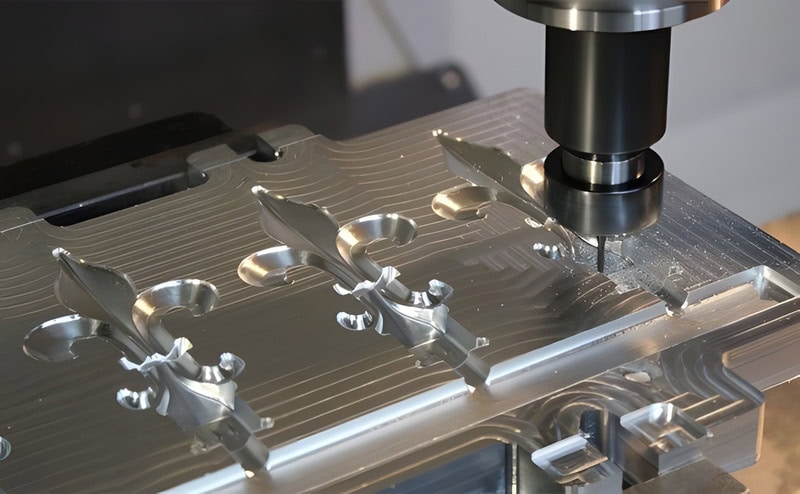
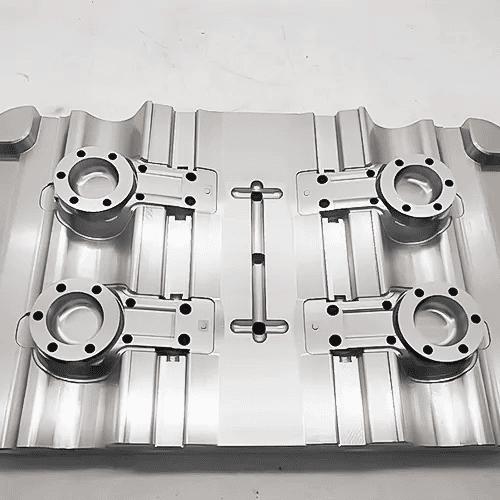
Was ist eine Aluminium-Spritzgussform?
Aluminiumspritzguss ist eine Technologie, bei der Aluminiumformen verwendet werden, um Teile (Prototypen/echte Produkte) im Spritzgussverfahren herzustellen. Die meisten Spritzgussformen werden aus Stahl oder Aluminium hergestellt. Die gängige Meinung ist, dass Stahlformen teurer sind, während Aluminiumformen für kleine Chargen kostengünstiger sind.
Warum Aluminium-Spritzguss?

Sie brauchen viele Teile, aber nicht Zehntausende von Teilen. Sie brauchen Teile schnell und auf Abruf. Sie möchten nicht das Risiko eingehen, in Formen zu investieren, bevor Ihr Teiledesign wirklich erprobt ist. Wenn eine dieser Aussagen auf Sie zutrifft, dann könnte der Kleinserien-Spritzguss mit Aluminiumwerkzeugen eine gute Option für Sie sein.
Spritzgießen: Aluminium-Spritzgussform vs. P20 Stahl-Spritzgussform
P20-Stahl ist der am häufigsten verwendete Stahl für Spritzgussformen. Vergleichen wir Spritzgussformen aus P20-Stahl und Spritzgussformen aus Aluminiumlegierung.
Nehmen wir ein einfaches Kunststoffprodukt als Beispiel. Material des Produkts: ABS, Produktgewicht 20 Gramm, Produktmenge 1.000 Stück, 1 Kavitätenform.
| Material der Form | Produkt Material | Produkt Menge/Stück | Produkt Gewicht/g | Formhohlraum | Formvorlaufzeit/Tage | Form Preis/$ | Produkt Preis/$ | Projekt Gesamtkosten/$ |
|---|---|---|---|---|---|---|---|---|
| P20-Stahl | ABS DG417 | 1000 | 20 | 1*1 | 25 | 2000 | 0.3 | 2300 |
| Aluminium 6061 | ABS DG417 | 1000 | 20 | 1*1 | 15 | 1300 | 0.3 | 1600 |
Was sind die Vorteile der Aluminium-Spritzgussform
Für die Produktion von Kleinserien sind Aluminium-Spritzgießformen eine gute Wahl für die Herstellung aller Arten von Kunststoffprodukten. Aluminiumformen haben eine Menge Vorteile.

1. Kosteneffektiv: Die Verwendung von Aluminium zur Herstellung einer Spritzgussform ist billiger als die Verwendung von Stahl. Sie können immer noch bis zu 30% der Gesamtkosten mit Aluminiumformen für Kleinserienproduktionsprojekte einsparen.
2. Vorlaufzeit: Aluminium-Spritzgussformen sind schneller als Stahl-Spritzgussformen in Bezug auf Design und Verarbeitungsverfahren. Im Allgemeinen können Aluminiumformen die Zeit um 40% im Vergleich zu Stahlformen verkürzen. Daher können sie die erforderlichen Prototypen und Endprodukte schneller herstellen.
3. Durchlaufzeit: Normalerweise wiegt die Aluminiumform nur ein Drittel der Stahlform und ist daher leicht zu handhaben. Aluminium ist ein weiches Material, so dass es einfacher ist, das Material zu bearbeiten, um die Spritzgussform zu formen. Das vereinfachte Kühlsystem und die vereinfachte Formstruktur machen die Produktionseffizienz viel höher.
Was sind die Nachteile der Aluminium-Spritzgussform?
Da Aluminium seine Grenzen hat, haben auch Aluminium-Spritzgießformen ihre Grenzen. Zu diesen Einschränkungen gehören die Lebensdauer der Form, die Art der herstellbaren Materialien und die Art und Weise, wie die Form verändert werden kann.

1. Produkt Material: Aluminium ist ein weiches Material und kann daher nicht für die Herstellung von Materialien mit Glasfaserfüllung verwendet werden, die die Form schnell verschleißen, wie z. B. glasfaserverstärktes Nylon usw. Es kann nicht für die Herstellung von Hochtemperaturwerkstoffen verwendet werden, die die Form während der Produktion leicht verformen würden, wie PEEK, PPSU, usw.
2. Lebensdauer der Form: Aluminiumformen sind nicht so haltbar, korrosionsbeständig und verschleißfest wie Stahlformen. Sie eignen sich daher nur für die Produktion von Kleinserien. Unter normalen Umständen beträgt die Lebensdauer der Form 1.000 bis 10.000 Schüsse, je nach Material und Struktur des Produkts.
3. Komplexität der Produktgestaltung: Aluminiumformen sind für die Herstellung von Teilen mit komplexen Produktdesigns nicht geeignet. Komplexe Produktdesigns haben dünne und dicke Teile. Daher benötigen Sie ein Material, das diesen Parametern gewachsen ist und die hohen Drücke und Temperaturen des Prozesses ohne Verformung übersteht. Spritzgussformen aus Aluminium sind nicht geeignet, da sie sich unter diesen Bedingungen verformen können.
4. Modifikation der Form: Wenn die Aluminium-Spritzgussform fertig ist und die Produktstruktur geändert werden muss, kann dies nicht wie bei einer Stahlform durch Schweißen geschehen. Sie muss neu angefertigt werden.
Was sind die Konstruktionsprinzipien der Aluminium-Spritzgussform?
Schimmel einfach machen
In der Regel sollte man keine besonders komplizierte Form mit Hebern und Schiebern bauen und statt automatischer Einsätze handbeschickte Einsätze verwenden. Bei Prototypen und Kleinserien ist es nicht teuer, die Einsätze manuell zu laden und zu entladen, da die Menge der Formteile nicht groß ist, was die Werkzeugkosten senken und die Lebensdauer des Werkzeugs erhöhen kann.
Gemeinsame Formbasis verwenden
Bei Aluminium-Spritzgießformen können wir alle Kavitäten mit Hilfe der vorhandenen Formböden konstruieren. Das bedeutet, dass wir keine Zeit und kein Geld aufwenden müssen, um neue Grundformen zu bestellen. Außerdem können wir so die Vorlaufzeiten verkürzen und Geld sparen, um Ihr Budget zu schonen.
Verbessern Sie Ihre Produktstruktur
Wenn Sie Aluminiumformen entwerfen, verwenden Sie abgerundete Ecken anstelle von scharfen Ecken. Aluminium ist weich, und scharfe Ecken verschleißen schneller, wenn Sie die Form spritzen. Außerdem werden sie leicht beschädigt und sind schwer zu reparieren. Die Wandstärke des Produkts sollte so gleichmäßig wie möglich sein, damit der Einspritzdruck geringer ist und die Form sich unter dem Einspritzdruck nicht so leicht verformt.

Nahaufnahme von bunten Plastikbausteinen in verschiedenen Farben, darunter Lila, Blau, Grün und Gelb, die zusammengestapelt sind.
Mehr darüber, wie Hersteller Kosten bei der Herstellung von Spritzgussteilen effektiv senken können?

Family Molds vs. MUD Systems: Which Strategy Best Manages Multi-Part Injection Molding Projects?
Wichtige Erkenntnisse – Die Formgenauigkeit wird in jeder Phase bestimmt: Bauteilkonstruktion, Formkonstruktion, Stahlauswahl, Bearbeitung, Montage und Prozesskontrolle – eine Schwäche in jeder Phase schränkt die Gesamtgenauigkeit ein. – Richtig

Was ist eine Hochgeschwindigkeits-Spritzgießmaschine?
Key Takeaways – A high-speed injection molding machine is defined by injection speed4s of 300–600 mm/s and clamp speeds exceeding 500 mm/s, compared to 100–200 mm/s for standard machines—enabling cycle
Angebotene Optimierungslösungen Kostenlos
- Bereitstellung von Design-Feedback und Optimierungslösungen
- Optimieren Sie die Struktur und reduzieren Sie die Formkosten
- Sprechen Sie direkt mit Ingenieuren unter vier Augen

