 Перейти к содержанию
Перейти к содержанию 

На протяжении многих лет, производство литья под давлением Технология прошла долгий путь. Сейчас существует шесть распространенных производство литья под давлением Технологии: компрессионное литье под давлением, литье под давлением выхлопных газов, литье под низким давлениемлитье под давлением с использованием газа, литье под давлением с использованием воды и литье под давлением с высоким глянцем.
Литье под давлением Под процессом подразумевается процесс изготовления полуфабрикатов определенной формы путем нагнетания, впрыска, охлаждения и отделения расплавленного сырья.

Производство литья пластмасс под давлением Процесс в основном включает в себя закрытие пресс-формы - заполнение - (газовое, водяное) выдержку под давлением - охлаждение - открытие - распалубку и другие шесть этапов. -открытие пресс-формы - распалубка и другие шесть этапов.
Литье под давлением подразделяется на следующие шесть типов, давайте узнаем о них подробнее.
Компрессионное формование под давлением
Компрессионное формование - это усовершенствованная форма традиционного литьё под давлением.
Преимущества инжекционно-компрессионного формования
Это увеличивает соотношение длины потока литая деталь; уменьшается усилие зажима и давление впрыска, снижается внутреннее напряжение в материале и повышается производительность обработки.
Адаптация литья под давлением к конкретным условиям эксплуатации
Хорошо известно, что оптические линзы требуют высокой геометрической точности, точных размеров и малой деформации, чего трудно добиться при использовании обычных линз. литьё под давлением.
Применение литья под давлением
Для различных изделий из термопластичных инженерных пластмасс, таких как большие изогнутые детали, тонкостенные, миниатюрные детали, оптические линзы и детали с высокими требованиями к ударопрочности.

Вентилируемое литье под давлением
Вентиляционное литье под давлением: Цель процесса "вентиляции" - обеспечить возможность выброса летучих продуктов деления, образующихся в процессе полимеризации-затвердевания.
Если эти газы не отводятся из полости, результатом будет неполноценная продукция или воздушные пузырьки в затворе.
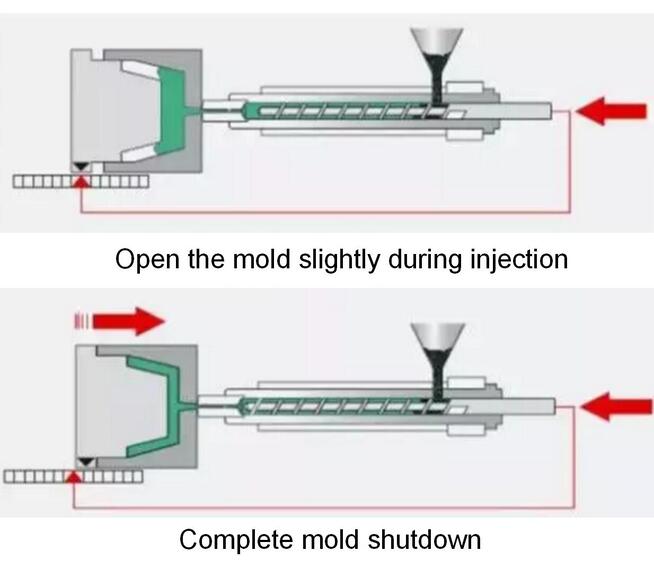
Последовательность литья под давлением с отводом воздуха
1. Приостановите инъекцию, когда объем инъекции достигнет примерно 80%-95%.
2. Откройте пресс-форму на 0,1-0,2 мм, чтобы обеспечить выход летучих газов.
3. Закройте пресс-форму во второй раз и впрысните оставшийся объем инъекции.

Случаи применения литья под давлением с отводом воздуха
Изготовленный продукт: фильтровальная плита фильтр-пресса 1500×1500
Количество полостей: 1 полость
Материал: PP (индекс текучести 0,2, высокая вязкость)
Машина для литья под давлением: BU4000 с накопительным цилиндром 6800T
Процесс формовки: компрессионное литье под давлением
Литье под низким давлением
Литье под низким давлением Процесс является своего рода инкапсуляции процесс, который использует очень низкое давление впрыска для впрыска горячего расплава материала в форму и быстрое отверждение, с отличными свойствами герметизации горячего расплава материала и отличные физические и химические свойства для достижения изоляции, термостойкость, ударопрочность, вибрации демпфирования, влагонепроницаемый, водонепроницаемый, пылезащитный, химической коррозионной стойкости и т.д., чтобы играть хорошую роль в защите электронных компонентов.
Чувствительность кожи, дерева, волокнистой ткани, декоративной пленки из ПВХ/TPO/PUR требует снижения давления впрыска.
Случаи применения литья под низким давлением

Литье под давлением с газовым усилителем
Процесс GAIM для литья под давлением с использованием газа
Стадия впрыска (частичного) - Стадия накачки (N2) - Стадия удержания газа (постоянное давление охлаждающего воздуха) - Стадия снижения давления - Стадия формовки
Состав подразделения GAIM.
Генератор давления газа, блок управления газом, устройство впрыска газа, устройство рекуперации газа

Пример применения метода литья под давлением с использованием газа

Литье под давлением с использованием воды
Литье под давлением с использованием воды технология является передовой литьё под давлением Процесс, при котором часть расплава впрыскивается в полость формы, а затем вода под высоким давлением подается в расплав через оборудование для окончательного формования заготовки.
Благодаря несжимаемости воды, образующей твердую границу раздела на переднем конце воды, внутренняя стенка изделия выдавливается в полость, а передний конец воды также играет роль быстрого охлаждения.
Поэтому водяной способ имеет много преимуществ, которые нельзя сравнить с газовым. Исследования и практическое применение показали, что при использовании воды стенки полости получаются более тонкими и однородными, а внутренняя поверхность стенки бегунка очень гладкая.
Особенно для толстостенных деталей время охлаждения с помощью водяного асиста может быть значительно сокращено по сравнению с газовым асистом.

Высокоглянцевое литье под давлением
Основной процесс литье под давлением с высоким блеском использование высокотемпературного водяного пара высокого давления для быстрого нагрева поверхности формы до литьё под давлением, так что температура поверхности формовочной полости достигает выше температуры стеклования (Tg) смолистого пластикового материала, а затем пластифицированный пластиковый расплав впрыскивается в закрытую полость формы.

По окончании впрыска подача воздуха прекращается, и водяной пар в трубе выдувается давлением воздуха, после чего подается охлаждающая вода, чтобы температура формы быстро падала, пока она не остынет, и форма открывается для извлечения продукта.






