 Saltar para o conteúdo
Saltar para o conteúdo 

O plástico é um dos quatro materiais de engenharia (aço, madeira, cimento e plástico), é uma resina sintética de elevado peso molecular como componente principal, amplamente utilizada na indústria, agricultura, defesa nacional e outras indústrias.
Mas o plástico tem algumas propriedades únicas em comparação com outros materiais e estas propriedades determinam algumas das suas ocasiões de utilização, métodos de processamento, processos de produção, etc.
Este blogue partilha principalmente os pontos-chave da conceção estrutural de peças moldadas por injeção de plástico a partir de vários elementos: espessura da parede, ângulo de tração do molde, reforço, furo, suporte, encaixe, ligação de interferência, tolerância, etc.

Espessura da parede
A determinação razoável da espessura da parede das peças de plástico é muito importante, outras formas e tamanhos, como o reforço e os cantos arredondados, são utilizados como referência para a espessura da parede.
A espessura da parede dos produtos de plástico é determinada principalmente pela utilização de requisitos de plástico, ou seja, o produto tem de suportar forças externas, quer como suporte para outras peças, quer como escolha das propriedades do material plástico, peso, propriedades eléctricas, precisão dimensional e estabilidade, bem como requisitos de montagem e outros.
A espessura geral da parede termoplástica é concebida na gama de 1 a 6 mm. A mais comummente utilizada é a de 2 a 3 mm, estando também disponíveis peças de grandes dimensões com mais de 6 mm.
A. Espessura irregular da parede
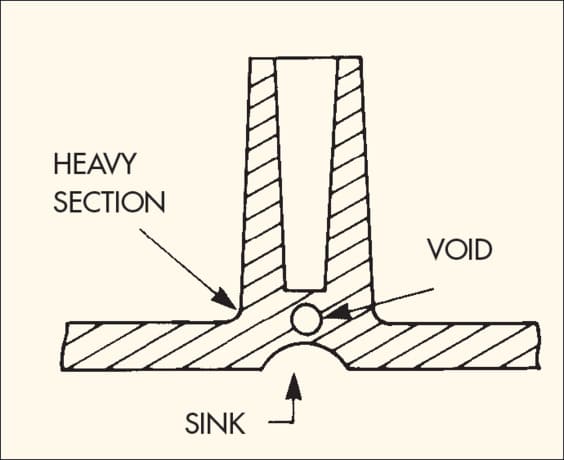
A espessura uniforme da parede é um princípio importante na conceção de peças de plástico. Se a espessura nominal da parede não for uniforme, a velocidade de enchimento da massa plástica fundida e o encolhimento por arrefecimento não serão uniformes, o que causará depressão, bolhas de vácuo, empenamento e até fissuras, ou mesmo marcas de encolhimento, tensão térmica, distorção da peça de deflexão, cor diferente ou transparência diferente.
Se a espessura da parede for menor, a resistência e a rigidez do produto serão fracas durante a utilização e a montagem. Do ponto de vista económico, os produtos demasiado espessos não só aumentam o custo do material como também prolongam o ciclo de produção. A área de cola espessa arrefece mais lentamente do que a área de cola fina seguinte, criando assim marcas de encolhimento.
B. Transição da espessura da parede
A maioria das colas mais espessas pode ser concebida com reforço para alterar a espessura total da parede. Para além de poupar material e custos de produção, pode também poupar tempo de arrefecimento, que é aproximadamente proporcional à parede.
Além disso, a conceção da espessura da parede também tem em conta o fluxo, ou seja, a distância da massa fundida desde a porta até cada parte da cavidade.
Se o rácio entre o caudal e a espessura da parede for demasiado grande, o local longe do portão ficará com falta de material, o que se diz frequentemente que não está cheio. Por conseguinte, se necessário, a espessura da parede deve ser aumentada.

C. Cantos afiados
Os cantos afiados resultam normalmente em peças defeituosas e concentrações de tensão. Os cantos afiados provocam frequentemente a acumulação indesejada de material após processos de pós-tratamento, como a galvanização e a pintura.
As áreas de tensão concentrada podem partir-se quando sujeitas a carga ou impacto, pelo que devemos evitar cantos afiados na conceção.
A direção da libertação do molde e a inclinação da tração do molde
Cada produto moldado por injeção deve determinar primeiro a direção de abertura do molde e a linha de separação no início do projeto para garantir que o mecanismo de extração do núcleo é reduzido ao máximo e para eliminar o impacto da linha de separação na aparência.
Após a determinação da direção de abertura do molde, as barras de reforço, clipes, saliências e outras estruturas do produto devem ser concebidas de forma a serem consistentes com a direção de abertura do molde, tanto quanto possível, para evitar a extração do núcleo, reduzir a linha de partição e prolongar a vida útil do molde. Após a determinação da direção de abertura do molde, podem ser selecionadas linhas de partição adequadas para melhorar o aspeto e o desempenho.
Quando a peça injectada é libertada do movimento do molde de moldagem, a força de libertação e a força de abertura são superadas. A abertura do molde refere-se à libertação da forma da peça moldada da cavidade do molde. A peça moldada encolhe durante o processo de arrefecimento e a parte da parede do orifício exerce uma força de aperto no núcleo.
Atrito entre a peça moldada e o núcleo durante a abertura do molde, adsorção de vácuo na parte inferior da vedação do orifício durante a abertura do molde e muitas razões pelas quais a força de libertação é muito maior do que a molde de injeção força de abertura.
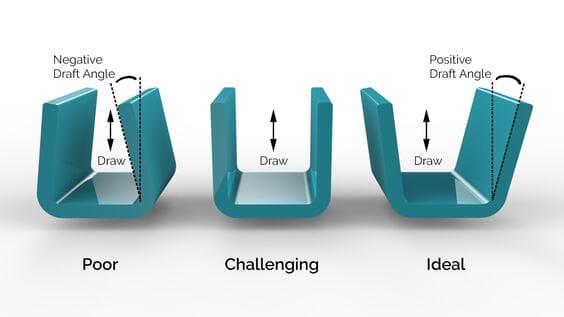
Uma força de libertação excessiva pode causar deformação, branqueamento, enrugamento e abrasão da superfície da peça. A inclinação do molde de libertação é um fator importante para determinar a dimensão da força de libertação.
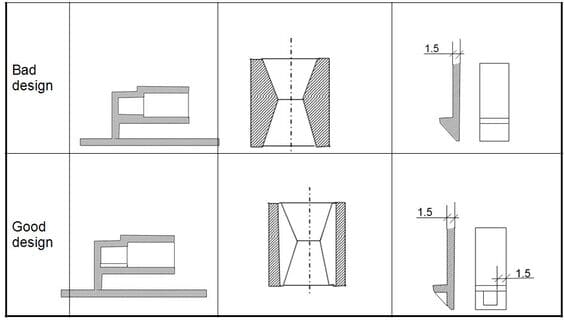
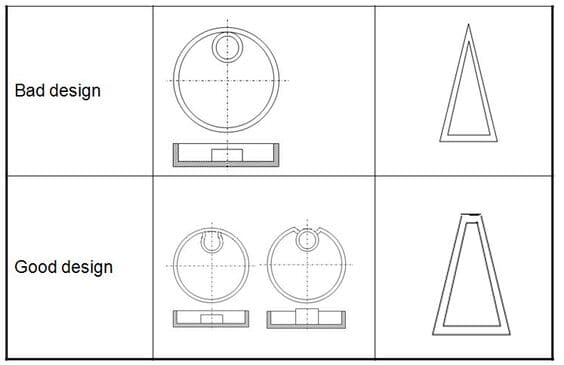
Para uniformizar a espessura da parede do produto e evitar que o produto se prenda ao molde côncavo mais quente depois de o molde ser aberto, o ângulo de libertação deve ser igual tanto para o molde côncavo como para o convexo.
No entanto, em casos especiais, se o produto tiver de ser fixado na matriz côncava após a abertura, o ângulo de saída da matriz côncava adjacente pode ser reduzido de forma adequada, ou pode ser deliberadamente adicionada uma quantidade adequada de folga à matriz côncava.
Não existe um tamanho definido para o ângulo de extração da matriz, mas é normalmente determinado por valores empíricos. De um modo geral, as paredes exteriores altamente polidas podem utilizar um ângulo de saída de 1/8° ou 1/4°, enquanto os produtos com padrões profundos ou tecidos requerem um aumento correspondente do ângulo de saída.
Além disso, ao considerar a inclinação de libertação, em princípio, quanto maior for a inclinação, melhor para a libertação, mas deve prestar atenção para garantir a precisão dimensional das peças de plástico, o erro de tamanho causado pela inclinação de libertação deve ser controlado dentro da gama de precisão dimensional. O encolhimento e a forma complexa das peças de plástico devem considerar um ângulo de libertação maior.

O reforço
A resistência da peça de plástico não aumenta completamente em função da espessura da parede. Pelo contrário, devido ao aumento da espessura da parede provocado pelo encolhimento e pela tensão interna, mas reduz a sua resistência. A resistência das peças de plástico à rigidez da estrutura de combinação de estilo principal, de paredes mais finas, cria um reforço nas peças correspondentes para aumentar o momento de inércia da secção transversal.
Mas depois de adicionar o reforço, a ligação entre o reforço e a parede principal tornar-se-á definitivamente mais espessa, e esta espessura depende normalmente do círculo máximo do corte interior, ou seja, dependendo da espessura do tendão e do raio da raiz do canto.

Peças de retração da armadura
A espessura do reforço deve ser reduzida ao mínimo, mas também é limitada. Se a espessura do tendão for demasiado pequena, é necessário aumentar a altura do tendão para aumentar a rigidez.
O tendão é demasiado fino quando o tendão é pressionado, o tendão é facilmente deformado, o material não é fácil de encher quando se forma, molde pegajoso, e outros problemas. Naturalmente, o raio do canto inferior do tendão não pode ser demasiado pequeno, caso contrário, não desempenhará um papel na redução da concentração de tensões.
De um modo geral, o raio do canto da raiz da barra não deve ser inferior a 40% da espessura da barra, a espessura da barra deve estar entre 50% e 75% da espessura adequada da parede do material de base, o rácio elevado é limitado a uma pequena contração do fluxo de material.
A altura da barra deve ser inferior a cinco vezes a espessura do material de base. As barras devem ter ângulos de libertação e devem ser colocadas na direção da libertação ou de um conjunto de molde móvel. O espaçamento entre as barras deve ser superior a duas vezes a espessura do material de base.
Além disso, normalmente queremos que uma peça seja igualmente rígida em todas as direcções, e a forma mais fácil de obter este resultado é adicionar barras à peça nas direcções transversal e longitudinal e fazê-las intersectar verticalmente.
No entanto, existe também o problema de aumentar a espessura da parede na intersecção, aumentando a possibilidade de retração. Geralmente, neste caso, pode ser adicionado um orifício circular na intersecção para criar uma espessura de parede uniforme.
O buraco
Nas peças de plástico no orifício para o fazer e noutras peças para juntar ou aumentar a combinação da função do produto é um método comum, o tamanho e a localização do orifício devem tentar não constituir um impacto na resistência do produto ou aumentar a complexidade da produção, a seguir estão vários factores a serem considerados ao conceber o orifício.
1. A distância entre os orifícios ligados ou a distância entre os orifícios e os bordos rectos dos produtos adjacentes não deve ser inferior ao diâmetro dos orifícios, especialmente o valor do bordo deve ser tão grande quanto possível, caso contrário a posição de perfuração é propensa a fratura.
Se houver uma rosca ligada ao orifício, a distância entre o orifício do parafuso e a borda do produto é geralmente superior a três vezes o diâmetro do orifício.
2. Os tipos de furos são geralmente furos passantes, furos cegos e furos graduados. Do ponto de vista da montagem, os furos passantes são mais utilizados do que os furos cegos e são mais fáceis de produzir do que os furos cegos.
Do ponto de vista da conceção do molde, a conceção de um orifício de passagem também será mais conveniente em termos de estrutura, que pode ser formada pela combinação de dois núcleos fixados no molde móvel e no molde fixo ou pode ser formada por apenas um núcleo fixado no molde móvel ou no molde fixo.
A primeira forma duas vigas em consola sob a ação do plástico fluido, mas o braço de força é curto e a deformação não é grande. O último tem juntas sobrepostas com moldes móveis e fixos e geralmente forma uma viga de suporte simples com pouca deformação.
Quando são utilizados dois núcleos, os diâmetros dos dois núcleos devem ser ligeiramente diferentes para evitar que o produto se deforme devido ao ligeiro desvio do eixo das duas cavilhas laterais, e as duas extremidades da junta devem ser retificadas de forma plana.
Os núcleos de furo cego são vigas completamente em balanço, que são facilmente dobradas pelo impacto do plástico fluido, e o furo formado se tornará um furo moldado. Se o diâmetro do furo cego for de apenas 1,5 mm ou menos, a profundidade do furo cego não deve ser maior do que o tamanho do diâmetro. E a espessura da parede inferior do furo cego não deve ser inferior a um sexto do diâmetro do furo, caso contrário, haverá encolhimento.
3. Os orifícios laterais são frequentemente formados pelo método do núcleo lateral, o que aumentará o custo do molde e, se o núcleo lateral for demasiado longo, é fácil de partir, aumentando os custos de manutenção do molde.

Pilar
O pilar sobressai da espessura uniforme da parede da borracha e é utilizado para montar produtos, separar objectos e apoiar outras peças. Os pilares ocos podem ser utilizados para embutir peças, apertar parafusos, etc.
Estas aplicações devem ter resistência suficiente para suportar a pressão sem quebrar. Os pilares são geralmente cilíndricos porque são fáceis de moldar e têm boas propriedades mecânicas.
De um modo geral, o pilar não deve ser concebido como um cilindro separado, mas deve ser ligado à parede exterior ou utilizado com reforço, tanto quanto possível, para reforçar o pilar e tornar o fluxo do adesivo mais suave, e a ligação com a parede exterior deve ser feita numa ligação de parede fina para evitar a contração.

A espessura da parede do pilar deve situar-se entre 0,5 e 0,75 da espessura do material de base, e o orifício superior do pilar deve ser chanfrado para facilitar a instalação da guia de parafuso.
O orifício superior da coluna deve ser chanfrado para facilitar a instalação do guia de parafusos. A coluna deve ter uma inclinação de tração do molde. Estes pontos são semelhantes aos requisitos de conceção dos varões de reforço, pelo que também se pode dizer que o pilar é uma variação do varão.
Snap
A montagem de encaixe é uma montagem conveniente, económica e ecológica, porque a combinação de peças de encaixe na produção de produtos acabados ao mesmo tempo que a moldagem, a montagem sem outros acessórios de bloqueio, tais como parafusos, desde que a combinação dos dois lados da posição da fivela entre si para encaixar.
O princípio do snap é promover uma parte da projeção através da outra parte do obstáculo, no processo de promover a deformação elástica, quando através do obstáculo para restaurar o estado original dos dois juntos.
Ligação de interferência
Os furos e os veios são ligados por interferência para transferir o binário e outras funções, a ligação por interferência é mais conveniente e simples. A principal consideração no processo de conceção é a quantidade de interferência, se a quantidade de interferência for demasiado pequena, a ligação não é fiável, se a interferência for demasiado grande, é difícil de montar, mas também é fácil de partir.
No processo de conceção, a tolerância do furo e do eixo, bem como a temperatura de trabalho, devem ser consideradas, porque a temperatura afectará diretamente o tamanho da interferência.
Na maioria dos casos, o eixo é geralmente um eixo metálico e, para garantir a fiabilidade da ligação, são geralmente adicionadas ranhuras serrilhadas ao eixo correspondente durante a conceção. A quantidade geral de interferência pode ser calculada pela seguinte fórmula.
Y=Sd( (K+v manga)/E manga)/K
Onde S é a tensão de projeto, v é o coeficiente de Poisson, E é o módulo de elasticidade, K é o coeficiente geométrico, e K pode ser calculado pela seguinte fórmula.
K = (1+(d/D)2)/(1 - (d/D)2)
A força de acoplamento pode ser calculada pela seguinte fórmula: W = Sdlπμ/K
μ é o coeficiente de atrito e l é o comprimento de acoplamento.
Além disso, os métodos de ligação entre peças de plástico são a rebitagem a quente, a soldadura, a soldadura por ultra-sons, etc.
O impacto da tolerância
A maioria dos produtos de plástico pode atingir uma elevada precisão com tolerâncias dimensionais, enquanto que alguns materiais de elevada retração e alguns materiais macios são mais difíceis de controlar.
Por conseguinte, o processo de conceção do produto deve ter em conta a utilização do ambiente do produto, os materiais plásticos, a forma do produto, etc., para definir o rigor das tolerâncias.
Uma vez que as exigências dos clientes são cada vez maiores, o conceito anterior de ajuste tem de ser revisto lentamente. O ajuste, a precisão e a estética devem ser evidenciados no produto ao mesmo tempo.
Quanto maior for a tolerância, maior será a qualidade do produto, mas maior será o custo e maior será o tempo necessário para cumprir os requisitos. o moldagem por injeção O processo é geralmente dividido em três níveis de qualidade, nomeadamente moldagem por injeçãomoldagem de precisão média, e moldagem por injeção de precisão.
De uso geral moldagem por injeção requer um baixo nível de controlo de qualidade e caracteriza-se por baixas taxas de retorno e ciclos de produção rápidos. Médiomoldagem por injeção de precisão pode ser mais dispendioso, uma vez que exige mais do fabrico de moldes e produção processo, exigindo controlos de qualidade frequentes.
O terceiro tipo, a precisão moldagem por injeção de paredes finas ciclo, requer moldes precisosA produção é efectuada em condições óptimas e a monitorização da produção é contínua. Isto afecta o tempo do ciclo de produção e aumenta o custo de produção unitário e o custo do controlo de qualidade.
Do ponto de vista da qualidade do produto, é claro que quanto maior a precisão, melhor, mas do ponto de vista dos custos económicos de produção, quanto menor, mais barato. Nesta altura, um designer tem de escolher entre os dois.
De um modo geral, para satisfazer os requisitos de desempenho e aparência, com os requisitos da premissa de relaxamento adequado da tolerância de tamanho não crítico.

A escolha dos materiais
De um modo geral, não existe um material mau, apenas o material errado utilizado numa determinada área. Por conseguinte, o projetista deve compreender bem o desempenho dos vários materiais disponíveis e testar cuidadosamente esses materiais para estudar o seu impacto no desempenho dos produtos moldados e transformados com vários factores.
O mais comummente utilizado em fabrico de moldes de injeção de plástico é o material termoplástico. Pode ainda ser dividido em plásticos amorfos e semi-cristalinos. Estes dois tipos de materiais diferem significativamente na sua estrutura molecular e nas propriedades afectadas pela cristalização.
Em geral, os termoplásticos semi-cristalinos são utilizados principalmente para peças mecanicamente resistentes, enquanto os termoplásticos amorfos são frequentemente utilizados para caixas porque não são facilmente dobrados.
Os termoplásticos estão disponíveis em variedades não reforçadas, reforçadas com fibra de vidro, minerais e com enchimento vítreo.
As fibras de vidro são utilizadas principalmente para aumentar a resistência, a rigidez e a temperatura de aplicação; os minerais e as fibras de vidro têm um efeito de reforço inferior e são utilizados principalmente para reduzir o empeno. A quantidade exacta de alteração nas propriedades plásticas com a adição de reforços deve ser verificada perguntando ao fornecedor do material ou através de experimentação.
Alguns materiais termoplásticos, particularmente o PA6 e o PA66, são altamente higroscópicos. Este facto pode ter um impacto significativo nas suas propriedades mecânicas e estabilidade dimensional.
Alguns requisitos estão relacionados com considerações de processamento e montagem. Também é importante investigar a concentração de várias funções diferentes numa só peça, o que pode poupar custos de montagem dispendiosos.
Esta diretriz é muito útil para calcular os custos de produção. No cálculo do preço, verifica-se que não só o preço das matérias-primas deve ser tido em conta, como também se deve notar que os materiais com elevado desempenho (rigidez, tenacidade) podem levar a espessuras de parede mais finas e, por conseguinte, a ciclos de produção mais curtos. Por conseguinte, é importante enumerar todos os critérios e avaliá-los de forma sistemática.
Cantos arredondados
Os cantos afiados conduzem normalmente a peças com defeitos e concentrações de tensões, onde as tensões concentradas podem quebrar quando sujeitas a cargas ou impactos.
Os cantos arredondados maiores fornecem uma solução para este inconveniente, não só reduzindo o fator de concentração de tensão, mas também tornando o fluxo de plástico mais suave e mais fácil quando o produto acabado é libertado do molde. Se os cantos interiores forem arredondados e os cantos exteriores forem afiados, os cantos continuarão a ser mais espessos do que o resto e continuará a ocorrer retração.
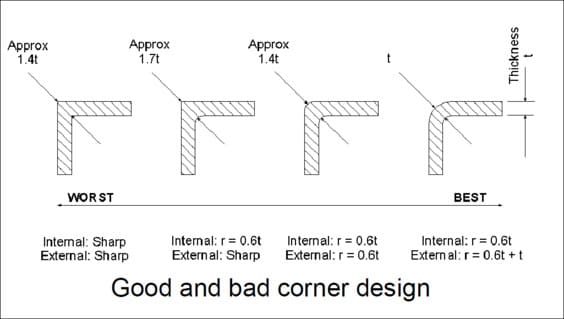
Podemos uniformizar a espessura uniforme da parede arredondando os cantos interior e exterior, caso em que o canto exterior é a soma do canto interior mais a espessura básica da parede.
A diretriz de conceção da broca de canto também se aplica à broca de fixação do tipo viga suspensa. Uma vez que este método de fixação é necessário para dobrar o braço cantilever embutido, a conceção da posição do canto ilustra que, se a posição do arco do canto R for demasiado pequena, o seu coeficiente de concentração de tensões será demasiado grande, pelo que o produto é fácil de partir ao dobrar, a posição do arco R é demasiado grande, é fácil aparecerem linhas de retração e oco.
Por conseguinte, a posição do arco e a espessura da parede têm um determinado rácio. Geralmente, entre 0,2 e 0,6, o valor ideal é cerca de 0,5.
Conclusão
Neste documento, analisamos os pontos de conceção de peças moldadas por injeção nos aspectos de espessura da parede, ângulo de inclinação, reforço, furo, escora, encaixe, ligação de interferência, tolerância e canto arredondado.
Naturalmente, a conceção de produtos moldados por injeção é também limitado pelo ambiente, condições e requisitos, pelo que é necessário lidar com situações específicas.







