 Saltar para o conteúdo
Saltar para o conteúdo 

Um molde de injeção O slider é uma ferramenta utilizada no processo de moldagem por injeção. Ajuda a criar uniformidade e consistência no produto final.
Sem ele, o processo tornar-se-ia mais difícil e moroso. Esta publicação do blogue abordará o que é um deslizador de molde de injeção e o seu papel na moldagem por injeção de plástico processo!
Uma corrediça é um componente do molde que molde de injeção desliza perpendicularmente ou num determinado ângulo em relação à direção de abertura e fecho dos moldes de injeção durante a ação de abertura e fecho.
O moldagem por injeção A corrediça é utilizada quando a estrutura do produto torna impossível moldar a direção de libertação sem a utilização da corrediça. O próprio material do cursor tem a dureza e a resistência ao desgaste adequadas para suportar a fricção do movimento.
A dureza da parte da cavidade ou do núcleo da corrediça deve ser do mesmo nível que a do resto da cavidade e do núcleo.

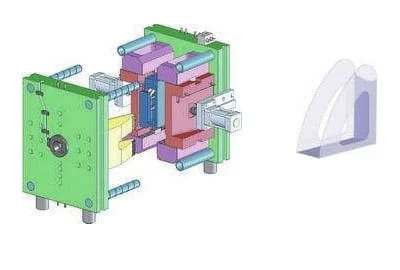
Desenho do cursor do molde de injeção
O seletor é uma parte importante do molde de injeção de plástico para completar a extração do núcleo lateral, está principalmente ligado ao núcleo de moldagem e é acionado pela coluna de guia inclinada para extração do núcleo.
Geralmente, é combinado com o núcleo lateral para formar o núcleo deslizante lateral, que é chamado de deslizante lateral combinado.
Se o núcleo lateral for simples e fácil de processar, o cursor lateral e o núcleo lateral também podem ser fabricados numa única peça, designada por cursor lateral integral.
O orifício inclinado da corrediça é combinado com o pilar guia inclinado, e deve ser feito com uma folga de 0,5MM de um lado ao mesmo tempo, para que haja um pequeno curso vazio no momento da direção de abertura do molde para fazer o moldagem por injeção Os cursores deslizantes e o núcleo móvel para forçar os produtos plásticos para fora do molde côncavo ou convexo antes de bombear, e para fazer com que o bloco de bloqueio se solte do cursor primeiro, e depois bombear o núcleo.

A estrutura da corrediça depende da estrutura do molde e da dimensão da força de tração do núcleo lateral.
Para que o deslizador conduza o núcleo para desenhar o núcleo de forma suave e precisa, deve haver uma ranhura guia na placa de molde fixa ou móvel, e o deslizador e a ranhura guia devem ser bem combinados e guiados.
Depois de o cursor completar a ação, permanece na ranhura-guia, e o comprimento do cursor que permanece na ranhura-guia não deve ser inferior a 2/3 do comprimento total do cursor. Existem duas formas estruturais comuns de ranhuras-guia, as ranhuras-guia rectangulares e as ranhuras-guia em cauda de andorinha.

O princípio de conceção do cursor interior
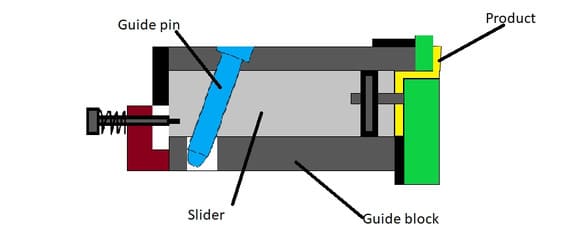
O papel do deslizador é resolver o molde que não pode ser formado diretamente. No seu nível mais básico, o controlo deslizante é utilizado para transformar o movimento vertical de abertura ou fecho do molde em movimento horizontal. Os mecanismos de deslizamento são normalmente compostos por alguns componentes básicos, incluindo uma superfície de formação, corpo deslizante, pino guia, cunha, bloco de pressão e placa de desgaste.
Geralmente, quando não é possível conceber o mecanismo de deslizamento lateral e o mecanismo de topo inclinado, deve considerar-se a possibilidade de conceber o mecanismo de deslizamento interior, o que não é comum quando concebemos o molde.
- Em primeiro lugar, o corpo da corrediça interior será concebido, note-se que a corrediça interior é conduzida para o lado interior do produto, e a direção da broca da retroescavadora é oposta à direção da coluna de guia inclinada do mecanismo da corrediça comum.
- A direção de desacoplamento entre a corrediça interna e o núcleo do molde deve evitar a cavidade, o que é conveniente para a corrediça interna desenhar o núcleo.
- O cursor interior tem de ser acionado por uma mola para evitar que o cursor recue sem fechar o molde e ser pressionado pela placa de desgaste de pressão.
- Para facilitar o processamento do molde frontal, fazer um bloco resistente ao desgaste com a corrediça interior com fricção, conduzir a extração do núcleo da corrediça e repor.
- Se a largura de uma corrediça for superior a 60 mm, deve ser considerada a utilização de 2 pinos angulares; se a largura for superior a 80 mm, deve ser colocada uma barra de guia por baixo da corrediça, a meio. Se a molde de injeção se o ponto de partida do furo do pino angular for demasiado alto, é necessário baixar o ponto de partida do furo do pino angular, de modo a assegurar um deslocamento suave do cursor.
Qual é a diferença específica entre o elevador e o cursor no molde de injeção?
A diferença de significado
É um mecanismo utilizado para moldar as farpas no interior do produto na conceção do molde, que é adequado para as farpas simples.
A corrediça é um componente do molde que pode deslizar na direção de abertura e fecho do molde ou num determinado ângulo em relação à direção de abertura e fecho.
Os cursores são utilizados quando a estrutura do produto é tal que o molde não pode ser libertado corretamente sem a utilização de cursores. O material em si tem a dureza adequada, resistência ao desgaste e suficiente para suportar o atrito do movimento.

A diferença de aplicação
A parte superior inclinada do molde é utilizada principalmente no equipamento de processamento elétrico do molde principal para produtos em pó à base de cobre e ferro; peças mecânicas, materiais de ferramentas e produtos fáceis de aquecer, etc; molde para moldagem de borracha molde de borracha de pressão, molde de extrusão, molde de injeção. Molde de borracha para pneus, molde de borracha de vedação em "O", etc.; formação de produtos plásticos mais processo de rocha amarela (plástico de moldagem termoendurecível e termoplástico).
O cursor é amplamente utilizado em equipamento de pulverização, máquinas-ferramentas CNC, centros de maquinagem, eletrónica, máquinas de automação, máquinas têxteis, automóveis, equipamento médico, máquinas de impressão, máquinas de embalagem, máquinas para trabalhar madeira, abertura de moldes, moldagem por injeção máquina, e muitos outros domínios.

A diferença no mecanismo mecânico
O mecanismo mecânico comum de ejeção do elevador de moldes é o mecanismo de ejeção de blocos de pressão, utilizando o mecanismo de ejeção de peças de moldagem, o mecanismo de ejeção integrado multi-componente, o mecanismo de ejeção por pressão de ar, o mecanismo de ejeção deslizante.
O mecanismo para puxar o núcleo móvel e depois ejetar o peça moldada por injeção do molde quando a peça moldada é libertada é designado por mecanismo de tração do núcleo.
Como posso determinar se um cursor de molde de injeção é a melhor escolha para satisfazer as necessidades específicas da sua aplicação?
Para determinar se um molde de injeção O slide é a melhor escolha para a sua aplicação específica, sendo necessário ter em conta vários factores.
A primeira é o tamanho da peça que pretende produzir. As corrediças são normalmente utilizadas apenas para peças mais pequenas, porque o molde tem de ser capaz de abrir e fechar para que a corrediça funcione corretamente.

O segundo fator é o material que se pretende moldar. Moldagem por injeção As lâminas não são normalmente utilizadas para materiais mais macios, porque podem causar aderência e arrefecimento irregular.
Por último, terá de considerar o volume de produção da sua peça. Os cursores podem desgastar-se durante longos períodos de produção e podem ser dispendiosos. Se o produto for grande, terá de fabricar corrediças sobresselentes para evitar o desgaste que pode afetar o seu calendário de produção.
Se considerar todos estes factores, deverá ser capaz de determinar se um moldado por injeção é a melhor escolha para a sua aplicação específica.







