 İçeriğe geç
İçeriğe geç 

Bir enjeksiyon kalıbı kaydırıcı, enjeksiyon kalıplama sürecinde kullanılan bir araçtır. Nihai üründe tekdüzelik ve tutarlılık yaratmaya yardımcı olur.
Enjeksiyon kalıp sürgüsü? | ZetarMold
A slider is a mold component that injection mold slides perpendicular to or at a certain angle to the opening and closing direction of the injection molds during the opening and closing action.
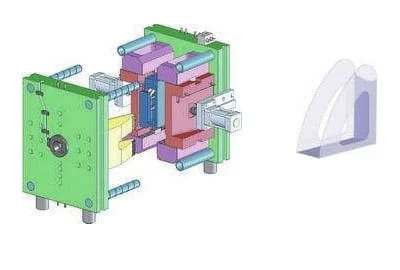
The injection molding slider is used when the product structure makes it impossible to mold release direction without the use of the slider. The slider material itself has the appropriate hardness and wear resistance to withstand the friction of the movement.
Sürgünün boşluk veya çekirdek kısmının sertliği, boşluğun ve çekirdeğin geri kalanıyla aynı seviyede olmalıdır.

Enjeksiyon kalıbı kaydırıcı tasarımı
The slider is an important part of the plastic injection mold to complete the side core extraction, it is mainly connected with the molding core and driven by the inclined guide column for core extraction.
Genellikle, yan kaydırıcı çekirdeği oluşturmak için yan çekirdek ile birleştirilir ve buna birleşik yan kaydırıcı denir.
Yan göbek basit ve işlenmesi kolaysa, yan sürgü ve yan göbek tek parça halinde de yapılabilir ve buna entegre yan sürgü adı verilir.
The slanting hole of the slider is matched with the slanting guide pillar, and it should be made with a clearance of 0.5MM on one side at the same time, so that there is a small empty stroke at the moment of mold opening direction to make the injection molding sliders and the movable core to force the plastic products out of the concave or convex mold before pumping, and to make the locking block detach from the slider first, and then to pump the core.

Sürgünün yapısı kalıbın yapısına ve yan maça çekme kuvvetinin boyutuna bağlıdır.
Sürgünün maçayı düzgün ve doğru bir şekilde çekmesini sağlamak için, sabit veya hareketli kalıp plakasında bir kılavuz yuvası bulunmalı ve sürgü ile kılavuz yuvası iyi bir şekilde eşleştirilmeli ve yönlendirilmelidir.
Sürgü hareketi tamamladıktan sonra kılavuz yuvasında kalmaya devam eder ve kılavuz yuvasında kalan sürgünün uzunluğu sürgünün tam uzunluğunun 2/3'ünden az olmamalıdır. Kılavuz yuvalarının iki yaygın yapısal biçimi vardır: dikdörtgen kılavuz yuvaları ve kırlangıç kuyruğu kılavuz yuvaları.

İç kaydırıcının tasarım prensibi
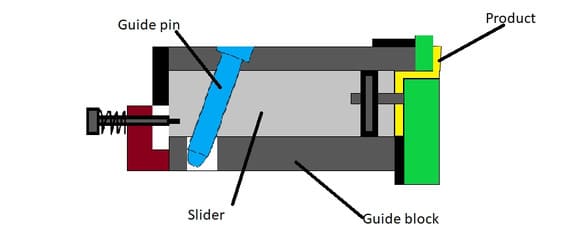
Sürgünün rolü, doğrudan oluşturulamayan kalıbı çözmektir. En temel düzeyde kaydırıcı, kalıp açma veya kapamanın dikey hareketini yatay harekete dönüştürmek için kullanılır. Sürgü mekanizmaları tipik olarak bir şekillendirme yüzeyi, sürgü gövdesi, kılavuz pim, kama, pres bloğu ve aşınma plakası dahil olmak üzere birkaç temel bileşenden oluşur.
Genellikle, yan sürgü ve eğimli üst mekanizmayı tasarlayamadığınızda, kalıbı tasarladığımızda yaygın olmayan iç sürgü mekanizmasını tasarlamayı düşünürsünüz.
- Öncelikle iç sürgü gövdesi tasarlanacak, iç sürgünün ürünün iç tarafına sürüldüğüne ve beko ucunun yönünün ortak sürgü mekanizmasının eğimli kılavuz kolonunun yönünün tersi olduğuna dikkat edilecektir.
- İç sürgü ile kalıp çekirdeği arasındaki ayırma yönü, iç sürgünün çekirdeği çekmesi için uygun olan oyuktan kaçınmalıdır.
- İç sürgünün, sürgünün kalıbı kapatmadan ve basınçlı aşınma plakası tarafından bastırılmadan geriye gitmesini önlemek için yay yüklü olması gerekir.
- Ön kalıbın işlenmesini kolaylaştırmak için, sürtünmeli iç sürgü ile aşınmaya dayanıklı bir blok yapın, sürgü çekirdeğini çıkarın ve sıfırlayın.
- Bir sürgü genişliği 60 mm'den büyükse, 2 açılı pimin yerleştirilmesi düşünülmelidir; genişlik 80 mm'yi aşarsa, sürgünün altına ortada bir kılavuz çubuk yerleştirilmelidir. Eğer enjeksiyon kalıbı sürgü çok yüksekse, sürgünün düzgün hareket etmesini sağlamak için açı pimi deliğinin başlangıç noktasının alçaltılması gerekir.
Enjeksiyon kalıbındaki kaldırıcı ve sürgü arasındaki özel fark nedir?
Anlam farkı
Basit dikenler için uygun olan kalıp tasarımında ürünün içindeki dikenleri şekillendirmek için kullanılan bir mekanizmadır.
Sürgü, kalıp açma ve kapama yönünde veya açma ve kapama yönüne belirli bir açıda kayabilen bir kalıp bileşenidir.
Kaydırıcılar, ürünün yapısı kaydırıcı kullanılmadan kalıbın düzgün bir şekilde serbest bırakılamayacağı şekilde olduğunda kullanılır. Malzemenin kendisi uygun sertliğe, aşınma direncine ve hareketin sürtünmesine dayanacak yeterliliğe sahiptir.

Uygulamadaki farklılık
Mold slant top is mainly used in the main mold electrical processing equipment for copper-based, iron-based powder products; mechanical parts, tool materials and products easy to heat parts, etc.; rubber molding mold pressure rubber mold, extrusion mold, injection mold. Rubber tire mold, “O” seal rubber mold, etc.; plastic products forming plus yellow rock process (thermosetting and thermoplastic molding plastic).
Slider is widely used in spraying equipment, CNC machine tools, machining centers, electronics, automation machinery, textile machinery, automotive, medical equipment, printing machinery, packaging machinery, woodworking machinery, mold opening, injection molding machine, and many other fields.

Mekanik mekanizmadaki farklılık
Kalıp kaldırıcının mekanik ortak çıkarma mekanizması, kalıp parçaları çıkarma mekanizması, çok bileşenli entegre çıkarma mekanizması, hava basıncı çıkarma mekanizması, eğimli kaydırıcı çıkarma mekanizması kullanılarak itme bloğu çıkarma mekanizmasıdır.
The mechanism to pull out the movable core and then eject the injection molded part from the mold when the molded part is released is called the core pulling mechanism.
Bir enjeksiyon kalıp sürgüsünün özel uygulama ihtiyaçlarınızı karşılamak için en iyi seçim olup olmadığını nasıl belirleyebilirim?
To determine if an injection mold slide is the best choice for your specific application, you need to consider several factors.
Birincisi, üretmek istediğiniz parçanın boyutudur. Sürgüler tipik olarak sadece küçük parçalar için kullanılır çünkü sürgünün düzgün çalışması için kalıbın açılıp kapanabilmesi gerekir.

The second factor is the material you want to mold. Injection molding slides are not usually used for softer materials because they can cause sticking and uneven cooling.
Son olarak, parçanızın üretim hacmini göz önünde bulundurmanız gerekecektir. Kaydırıcılar uzun üretim çalışmalarında aşınabilir ve pahalı olabilir. Ürün büyükse, üretim programınızı etkileyebilecek aşınma ve yıpranmayı önlemek için yedek sürgüler yapmanız gerekecektir.
Tüm bu faktörleri göz önünde bulundurursanız, bir enjeksiyon kalıplı kaydırıcı, özel uygulamanız için en iyi seçimdir.
To explore ZetarMold’s full range of injection mold manufacturing capabilities, visit our injection mold service page for tooling specifications, lead times, and pricing.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.






