 Saltar para o conteúdo
Saltar para o conteúdo 

Um molde de injeção O slider é uma ferramenta utilizada no processo de moldagem por injeção. Ajuda a criar uniformidade e consistência no produto final.
Um deslizador de molde de injeção? | ZetarMold
A slider is a mold component that injection mold slides perpendicular to or at a certain angle to the opening and closing direction of the injection molds during the opening and closing action.
The injection molding slider is used when the product structure makes it impossible to mold release direction without the use of the slider. The slider material itself has the appropriate hardness and wear resistance to withstand the friction of the movement.
A dureza da parte da cavidade ou do núcleo da corrediça deve ser do mesmo nível que a do resto da cavidade e do núcleo.

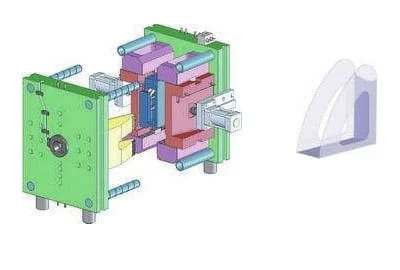
Desenho do cursor do molde de injeção
The slider is an important part of the plastic injection mold to complete the side core extraction, it is mainly connected with the molding core and driven by the inclined guide column for core extraction.
Geralmente, é combinado com o núcleo lateral para formar o núcleo deslizante lateral, que é chamado de deslizante lateral combinado.
Se o núcleo lateral for simples e fácil de processar, o cursor lateral e o núcleo lateral também podem ser fabricados numa única peça, designada por cursor lateral integral.
The slanting hole of the slider is matched with the slanting guide pillar, and it should be made with a clearance of 0.5MM on one side at the same time, so that there is a small empty stroke at the moment of mold opening direction to make the injection molding sliders and the movable core to force the plastic products out of the concave or convex mold before pumping, and to make the locking block detach from the slider first, and then to pump the core.

A estrutura da corrediça depende da estrutura do molde e da dimensão da força de tração do núcleo lateral.
Para que o deslizador conduza o núcleo para desenhar o núcleo de forma suave e precisa, deve haver uma ranhura guia na placa de molde fixa ou móvel, e o deslizador e a ranhura guia devem ser bem combinados e guiados.
Depois de o cursor completar a ação, permanece na ranhura-guia, e o comprimento do cursor que permanece na ranhura-guia não deve ser inferior a 2/3 do comprimento total do cursor. Existem duas formas estruturais comuns de ranhuras-guia, as ranhuras-guia rectangulares e as ranhuras-guia em cauda de andorinha.

O princípio de conceção do cursor interior
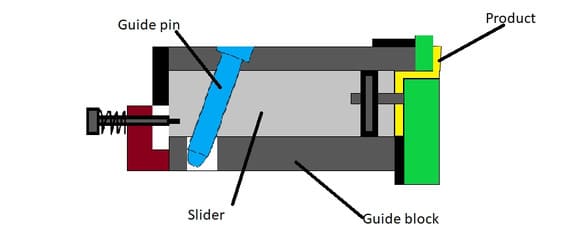
O papel do deslizador é resolver o molde que não pode ser formado diretamente. No seu nível mais básico, o controlo deslizante é utilizado para transformar o movimento vertical de abertura ou fecho do molde em movimento horizontal. Os mecanismos de deslizamento são normalmente compostos por alguns componentes básicos, incluindo uma superfície de formação, corpo deslizante, pino guia, cunha, bloco de pressão e placa de desgaste.
Geralmente, quando não é possível conceber o mecanismo de deslizamento lateral e o mecanismo de topo inclinado, deve considerar-se a possibilidade de conceber o mecanismo de deslizamento interior, o que não é comum quando concebemos o molde.
- Em primeiro lugar, o corpo da corrediça interior será concebido, note-se que a corrediça interior é conduzida para o lado interior do produto, e a direção da broca da retroescavadora é oposta à direção da coluna de guia inclinada do mecanismo da corrediça comum.
- A direção de desacoplamento entre a corrediça interna e o núcleo do molde deve evitar a cavidade, o que é conveniente para a corrediça interna desenhar o núcleo.
- O cursor interior tem de ser acionado por uma mola para evitar que o cursor recue sem fechar o molde e ser pressionado pela placa de desgaste de pressão.
- Para facilitar o processamento do molde frontal, fazer um bloco resistente ao desgaste com a corrediça interior com fricção, conduzir a extração do núcleo da corrediça e repor.
- Se a largura de uma corrediça for superior a 60 mm, deve ser considerada a utilização de 2 pinos angulares; se a largura for superior a 80 mm, deve ser colocada uma barra de guia por baixo da corrediça, a meio. Se a molde de injeção se o ponto de partida do furo do pino angular for demasiado alto, é necessário baixar o ponto de partida do furo do pino angular, de modo a assegurar um deslocamento suave do cursor.
Qual é a diferença específica entre o elevador e o cursor no molde de injeção?
A diferença de significado
É um mecanismo utilizado para moldar as farpas no interior do produto na conceção do molde, que é adequado para as farpas simples.
A corrediça é um componente do molde que pode deslizar na direção de abertura e fecho do molde ou num determinado ângulo em relação à direção de abertura e fecho.
Os cursores são utilizados quando a estrutura do produto é tal que o molde não pode ser libertado corretamente sem a utilização de cursores. O material em si tem a dureza adequada, resistência ao desgaste e suficiente para suportar o atrito do movimento.

A diferença de aplicação
Mold slant top is mainly used in the main mold electrical processing equipment for copper-based, iron-based powder products; mechanical parts, tool materials and products easy to heat parts, etc.; rubber molding mold pressure rubber mold, extrusion mold, injection mold. Rubber tire mold, “O” seal rubber mold, etc.; plastic products forming plus yellow rock process (thermosetting and thermoplastic molding plastic).
Slider is widely used in spraying equipment, CNC machine tools, machining centers, electronics, automation machinery, textile machinery, automotive, medical equipment, printing machinery, packaging machinery, woodworking machinery, mold opening, injection molding machine, and many other fields.

A diferença no mecanismo mecânico
O mecanismo mecânico comum de ejeção do elevador de moldes é o mecanismo de ejeção de blocos de pressão, utilizando o mecanismo de ejeção de peças de moldagem, o mecanismo de ejeção integrado multi-componente, o mecanismo de ejeção por pressão de ar, o mecanismo de ejeção deslizante.
The mechanism to pull out the movable core and then eject the injection molded part from the mold when the molded part is released is called the core pulling mechanism.
Como posso determinar se um cursor de molde de injeção é a melhor escolha para satisfazer as necessidades específicas da sua aplicação?
To determine if an injection mold slide is the best choice for your specific application, you need to consider several factors.
A primeira é o tamanho da peça que pretende produzir. As corrediças são normalmente utilizadas apenas para peças mais pequenas, porque o molde tem de ser capaz de abrir e fechar para que a corrediça funcione corretamente.

The second factor is the material you want to mold. Injection molding slides are not usually used for softer materials because they can cause sticking and uneven cooling.
Por último, terá de considerar o volume de produção da sua peça. Os cursores podem desgastar-se durante longos períodos de produção e podem ser dispendiosos. Se o produto for grande, terá de fabricar corrediças sobresselentes para evitar o desgaste que pode afetar o seu calendário de produção.
Se considerar todos estes factores, deverá ser capaz de determinar se um moldado por injeção é a melhor escolha para a sua aplicação específica.
To explore ZetarMold’s full range of injection mold manufacturing capabilities, visit our injection mold service page for tooling specifications, lead times, and pricing.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.






