 Ir al contenido
Ir al contenido 

En molde de inyección El deslizador es una herramienta utilizada en el proceso de moldeo por inyección. Ayuda a crear uniformidad y consistencia en el producto final.
¿Un deslizador de molde de inyección? | ZetarMold
A slider is a mold component that injection mold slides perpendicular to or at a certain angle to the opening and closing direction of the injection molds during the opening and closing action.
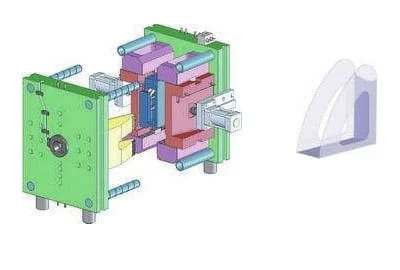
The injection molding slider is used when the product structure makes it impossible to mold release direction without the use of the slider. The slider material itself has the appropriate hardness and wear resistance to withstand the friction of the movement.
La dureza de la cavidad o parte central de la corredera debe ser del mismo nivel que el resto de la cavidad y el núcleo.

Diseño deslizante del molde de inyección
The slider is an important part of the plastic injection mold to complete the side core extraction, it is mainly connected with the molding core and driven by the inclined guide column for core extraction.
Generalmente, se combina con el núcleo lateral para formar el núcleo de deslizamiento lateral, que se denomina deslizamiento lateral combinado.
Si el núcleo lateral es sencillo y fácil de procesar, la corredera lateral y el núcleo lateral también pueden fabricarse en una sola pieza, denominada corredera lateral integral.
The slanting hole of the slider is matched with the slanting guide pillar, and it should be made with a clearance of 0.5MM on one side at the same time, so that there is a small empty stroke at the moment of mold opening direction to make the injection molding sliders and the movable core to force the plastic products out of the concave or convex mold before pumping, and to make the locking block detach from the slider first, and then to pump the core.

La estructura de la corredera depende de la estructura del molde y del tamaño de la fuerza de tracción del núcleo lateral.
Para que la corredera impulse el núcleo para extraerlo con suavidad y precisión, debe haber una ranura guía en la placa del molde fija o móvil, y la corredera y la ranura guía deben estar bien ajustadas y guiadas.
Una vez que la corredera completa la acción, permanece en la ranura guía, y la longitud de la corredera que permanece en la ranura guía no debe ser inferior a 2/3 de la longitud total de la corredera. Hay dos formas estructurales comunes de ranuras guía, ranuras guía rectangulares y ranuras guía de cola de milano.

El principio de diseño de la corredera interior
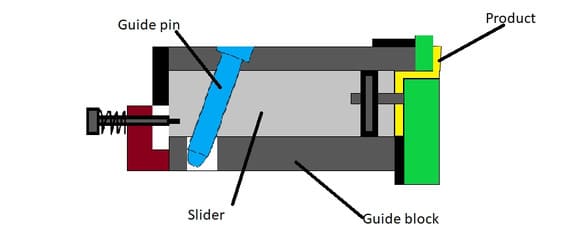
La función de la corredera es resolver el molde que no puede formarse directamente. En su nivel más básico, la corredera se utiliza para convertir el movimiento vertical de apertura o cierre del molde en movimiento horizontal. Los mecanismos de deslizamiento suelen estar compuestos por unos pocos componentes básicos, entre los que se incluyen una superficie de conformado, el cuerpo del deslizador, el pasador guía, la cuña, el bloque de presión y la placa de desgaste.
Generalmente, cuando no se puede diseñar el mecanismo de deslizamiento lateral y el mecanismo de deslizamiento superior, se considera la posibilidad de diseñar el mecanismo de deslizamiento interior, lo que no es habitual cuando diseñamos el molde.
- En primer lugar, se diseñará el cuerpo del deslizador interior, tenga en cuenta que el deslizador interior es conducido hacia el lado interior del producto, y la dirección de la broca de la retroexcavadora es opuesta a la dirección de la columna guía inclinada del mecanismo deslizador común.
- La dirección de desacoplamiento entre el deslizador interior y el núcleo del molde debe evitar el hueco, lo que es conveniente para el deslizador interior para dibujar el núcleo.
- La corredera interior tiene que estar cargada con un muelle para evitar que la corredera retroceda sin cerrar el molde y ser presionada por la placa de desgaste de presión.
- Para facilitar el procesamiento del molde frontal, haga un bloque resistente al desgaste con el deslizador interior con fricción, conduzca la extracción del núcleo del deslizador y reajuste.
- Si la anchura de la corredera es superior a 60 mm, debe considerarse la instalación de 2 pasadores angulares; si la anchura es superior a 80 mm, debe colocarse una barra guía debajo de la corredera en el centro. Si la molde de inyección deslizaderas es demasiado alto, es necesario bajar el punto de inicio del orificio de la clavija angular, a fin de garantizar un desplazamiento suave de la deslizadera.
¿Cuál es la diferencia específica entre el elevador y la corredera del molde de inyección?
La diferencia de significado
Es un mecanismo utilizado para dar forma a las púas dentro del producto en el diseño del molde, que es adecuado para las púas simples.
El deslizador es un componente del molde que puede deslizarse en la dirección de apertura y cierre del molde o en un ángulo determinado con respecto a la dirección de apertura y cierre.
Las correderas se utilizan cuando la estructura del producto es tal que el molde no puede desmoldearse correctamente sin el uso de correderas. El material en sí tiene la dureza adecuada, resistencia al desgaste y suficiente para soportar la fricción del movimiento.

La diferencia de aplicación
Mold slant top is mainly used in the main mold electrical processing equipment for copper-based, iron-based powder products; mechanical parts, tool materials and products easy to heat parts, etc.; rubber molding mold pressure rubber mold, extrusion mold, injection mold. Rubber tire mold, “O” seal rubber mold, etc.; plastic products forming plus yellow rock process (thermosetting and thermoplastic molding plastic).
Slider is widely used in spraying equipment, CNC machine tools, machining centers, electronics, automation machinery, textile machinery, automotive, medical equipment, printing machinery, packaging machinery, woodworking machinery, mold opening, injection molding machine, and many other fields.

La diferencia en el mecanismo mecánico
El mecanismo mecánico común de expulsión de la elevadora de moldes es el mecanismo de expulsión de bloque de empuje, el mecanismo de expulsión de piezas de moldeo, el mecanismo de expulsión integrado de componentes múltiples, el mecanismo de expulsión de presión de aire, el mecanismo de expulsión de deslizador inclinado.
The mechanism to pull out the movable core and then eject the injection molded part from the mold when the molded part is released is called the core pulling mechanism.
¿Cómo puedo determinar si una corredera de molde de inyección es la mejor opción para satisfacer las necesidades específicas de su aplicación?
To determine if an injection mold slide is the best choice for your specific application, you need to consider several factors.
El primero es el tamaño de la pieza que desea producir. Las correderas solo suelen utilizarse para piezas pequeñas, ya que el molde debe poder abrirse y cerrarse para que la corredera funcione correctamente.

The second factor is the material you want to mold. Injection molding slides are not usually used for softer materials because they can cause sticking and uneven cooling.
Por último, deberá tener en cuenta el volumen de producción de su pieza. Las correderas pueden desgastarse en tiradas de producción largas y pueden resultar caras. Si el producto es grande, tendrá que fabricar correderas de repuesto para evitar un desgaste que puede afectar a su programa de producción.
Si tiene en cuenta todos estos factores, debería ser capaz de determinar si un moldeado por inyección deslizante es la mejor opción para su aplicación concreta.
To explore ZetarMold’s full range of injection mold manufacturing capabilities, visit our injection mold service page for tooling specifications, lead times, and pricing.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.






