 Skip to content
Skip to content 

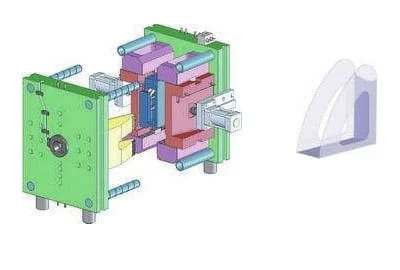
Un moule d'injection La glissière est un outil utilisé dans le processus de moulage par injection. Il contribue à l'uniformité et à la cohérence du produit final.
Sans cela, le processus deviendrait plus difficile et plus long. Cet article de blog discutera de ce qu'est un coulisseau de moule d'injection et de son rôle dans le processus de moulage par injection plastique !
Un coulisseau est un composant de moule qui glisse perpendiculairement ou à un certain angle par rapport à la direction d'ouverture et de fermeture des moules d'injection pendant l'action d'ouverture et de fermeture.
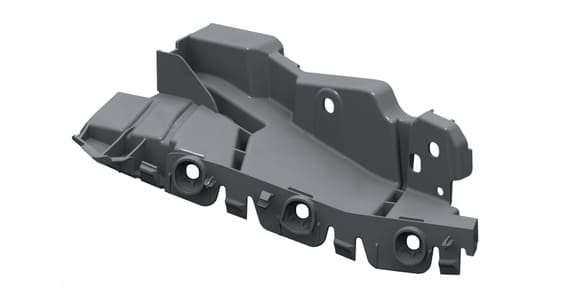
Le coulisseau de moulage par injection est utilisé lorsque la structure du produit rend impossible la démoulage sans son utilisation. Le matériau du coulisseau lui-même possède une dureté et une résistance à l'usure appropriées pour supporter le frottement du mouvement.
La dureté de la partie de la cavité ou du noyau du curseur doit être la même que celle du reste de la cavité et du noyau.

Conception de la glissière du moule d'injection
Le coulisseau est une partie importante du moule d'injection plastique pour réaliser l'extraction latérale du noyau, il est principalement connecté au noyau de formage et entraîné par la colonne guide inclinée pour l'extraction du noyau.
Généralement, il est combiné avec le noyau latéral pour former le noyau du coulisseau latéral, appelé coulisseau latéral combiné.
Si l'âme latérale est simple et facile à traiter, le coulisseau latéral et l'âme latérale peuvent également être fabriqués en une seule pièce, appelée coulisseau latéral intégral.
Le trou incliné du coulisseau est aligné avec le pilier guide incliné, et il doit être réalisé avec un jeu de 0,5 mm d'un côté en même temps, afin qu'il y ait un petit débattement libre au moment de la direction d'ouverture du moule pour faire en sorte que les coulisseaux de moulage par injection et le noyau mobile forcent les produits plastiques à sortir du moule concave ou convexe avant le pompage, et pour que le bloc de verrouillage se détache d'abord du coulisseau, puis pour pomper le noyau.

La structure de la glissière dépend de la structure du moule et de l'importance de la force de traction du noyau latéral.
Pour que le curseur entraîne le noyau et le tire en douceur et avec précision, il doit y avoir une fente de guidage sur la plaque fixe ou mobile du moule, et le curseur et la fente de guidage doivent être bien appariés et guidés.
Une fois que le coulisseau a terminé son action, il reste dans la rainure de guidage, et la longueur du coulisseau restant dans la rainure de guidage ne doit pas être inférieure aux 2/3 de la longueur totale du coulisseau. Il existe deux formes structurelles courantes de rainures de guidage : les rainures de guidage rectangulaires et les rainures de guidage en queue d'aronde.

Le principe de conception de la glissière intérieure
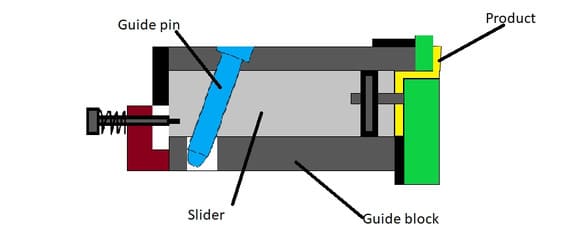
Le rôle de la glissière est de résoudre le problème des moules qui ne peuvent pas être formés directement. À son niveau le plus élémentaire, la glissière est utilisée pour transformer le mouvement vertical de l'ouverture ou de la fermeture du moule en mouvement horizontal. Les mécanismes à glissière sont généralement composés de quelques éléments de base, notamment une surface de formage, un corps de glissière, un axe de guidage, une cale, un bloc de pression et une plaque d'usure.
En général, lorsque vous ne pouvez pas concevoir le mécanisme de la glissière latérale et de la partie supérieure inclinée, vous envisagez de concevoir le mécanisme de la glissière intérieure, ce qui n'est pas courant lorsque nous concevons le moule.
- Tout d'abord, le corps de la glissière intérieure sera conçu, en notant que la glissière intérieure est entraînée vers le côté intérieur du produit, et que la direction du trépan de la pelleteuse est opposée à la direction de la colonne de guidage inclinée du mécanisme de la glissière commune.
- La direction du découplage entre le coulisseau intérieur et le noyau du moule doit éviter les creux, ce qui permet au coulisseau intérieur de tirer le noyau.
- La glissière intérieure doit être munie d'un ressort afin d'éviter qu'elle ne recule sans fermer le moule et sans être pressée par la plaque d'usure de pression.
- Pour faciliter le traitement du moule avant, fabriquer un bloc résistant à l'usure avec le coulisseau intérieur à friction, entraîner l'extraction du noyau du coulisseau et le remettre en place.
- Si la largeur d'un coulisseau est supérieure à 60 mm, il convient d'envisager le déploiement de deux goupilles d'angle ; si la largeur dépasse 80 mm, une barre de guidage doit être placée sous le coulisseau au milieu. Si la largeur du moule d'injection est trop élevé, le point de départ du trou de la goupille d'angle doit être abaissé, afin d'assurer un déplacement en douceur du curseur.
Quelle est la différence spécifique entre le lifter et le slider sur le moule d'injection ?
La différence de sens
Il s'agit d'un mécanisme utilisé pour façonner les barbes à l'intérieur du produit dans la conception du moule, qui convient aux barbes simples.
Le curseur est un composant du moule qui peut glisser dans le sens de l'ouverture et de la fermeture du moule ou à un certain angle par rapport au sens de l'ouverture et de la fermeture.
Les coulisseaux sont utilisés lorsque la structure du produit est telle que le moule ne peut être démoulé correctement sans l'utilisation de coulisseaux. Le matériau lui-même possède la dureté appropriée, la résistance à l'usure et la capacité de supporter le frottement du mouvement.

La différence d'application
Le sommet incliné du moule est principalement utilisé dans l'équipement de traitement électrique du moule principal pour les produits en poudre à base de cuivre, à base de fer ; les pièces mécaniques, les matériaux d'outils et les pièces faciles à chauffer, etc. ; le moule de caoutchouc sous pression, le moule d'extrusion, le moule d'injection. Le moule pour pneus en caoutchouc, le moule pour joints "O" en caoutchouc, etc. ; la formation de produits plastiques avec le processus de la roche jaune (plastique thermodurcissable et thermoplastique).
Le coulisseau est largement utilisé dans les équipements de pulvérisation, les machines-outils CNC, les centres d'usinage, l'électronique, la machinerie automatisée, les machines textiles, l'automobile, les équipements médicaux, les machines d'imprimerie, les machines d'emballage, les machines à bois, l'ouverture de moules, les machines de moulage par injection, et bien d'autres domaines.

La différence de mécanisme
Le mécanisme d'éjection mécanique commun du releveur de moules est le mécanisme d'éjection du bloc de poussée, le mécanisme d'éjection des pièces de moulage, le mécanisme d'éjection intégré à plusieurs composants, le mécanisme d'éjection par pression d'air, le mécanisme d'éjection par glissière inclinée.
Le mécanisme pour retirer le noyau mobile puis éjecter la pièce moulée par injection du moule lorsque la pièce moulée est libérée est appelé le mécanisme de tirage de noyau.
Comment puis-je déterminer si une glissière de moule à injection est le meilleur choix pour répondre aux besoins de votre application spécifique ?
Pour déterminer si un coulisseau de moule d'injection est le meilleur choix pour votre application spécifique, vous devez prendre en compte plusieurs facteurs.
La première est la taille de la pièce que vous souhaitez produire. Les glissières ne sont généralement utilisées que pour les petites pièces, car le moule doit pouvoir s'ouvrir et se fermer pour que la glissière fonctionne correctement.

Le deuxième facteur est le matériau que vous souhaitez mouler. Les coulisseaux de moulage par injection ne sont généralement pas utilisés pour les matériaux plus souples car ils peuvent provoquer un collage et un refroidissement irrégulier.
Enfin, vous devrez tenir compte du volume de production de votre pièce. Les glissières peuvent s'user sur de longues séries de production et peuvent être coûteuses. Si le produit est volumineux, vous devrez fabriquer des glissières de rechange pour éviter une usure qui pourrait affecter votre calendrier de production.
Si vous tenez compte de tous ces facteurs, vous devriez être en mesure de déterminer si une moulé par injection est le meilleur choix pour votre application particulière.
To explore ZetarMold’s full range of injection mold manufacturing capabilities, visit our injection mold service page for tooling specifications, lead times, and pricing.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







