 Overslaan naar inhoud
Overslaan naar inhoud 

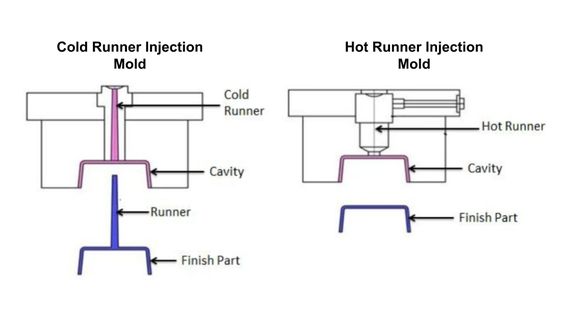
Er zijn veel verschillende soorten plastic spuitgietmatrijzenElk met zijn voor- en nadelen. Deze blogpost bespreekt de verschillen tussen hot runner mallen en cold runner mallen. Beide soorten mallen hebben hun voor- en nadelen, dus het is belangrijk om te weten welke geschikt is voor jouw project. Laten we beginnen!
De koude loper is de basisvorm van spuitgietmatrijs, de zogenaamde koude loper is de conventionele spuitgietmatrijs, na het einde van de kunststof spuitgieten productie proces heeft de loopwagen loopwagenmateriaal dat verwijderd moet worden.
Met de vermindering van de middelen, de concurrentie op de markt, is de prijs van grondstoffen aanzienlijk gestegen, dat is zeer noodzakelijk om materiaal te besparen op dit punt, dat is ook een belangrijke reden voor de opkomst van hot runner, kan worden gezegd dat het onvermijdelijke product van de sociale industrialisatie.
De opkomst van de hot runner om het probleem van de verspilling van middelen op te lossen, kostenbesparingen, terwijl in de productie spuitgieten proces heeft ook relatief grote resultaten geboekt. De hot runner heeft zich geleidelijk ontwikkeld tot de algemene richting van de ontwikkeling van spuitgietenen zal zeker populair zijn!
Vanwege het kostenberekeningsprobleem zijn veel kleine en middelgrote matrijzen nog niet toegepast op hete runners, en er zijn een paar delen van het plastic materiaal die moeten worden toegepast op koude runners spuitgietmatrijzen.
Dus nu zijn er in de spuitgietindustrie koude en warme runners.

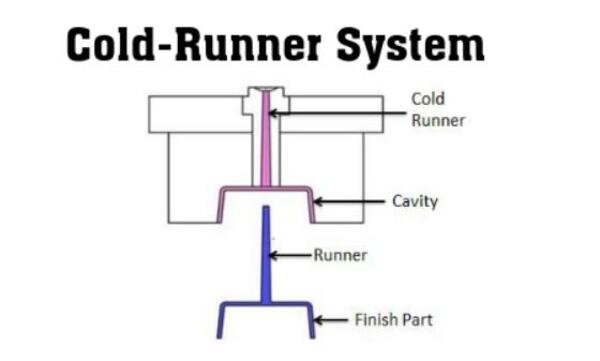
Wat is een koude loper?
Koude runner: Dit is het deel tussen de matrijsinlaat en de productpoort. De kunststof wordt in de runner stromend gehouden door de injectiedruk en zijn warmte. De runner wordt gebruikt als onderdeel van het vormmateriaal, maar maakt geen deel uit van het product. (Het koude runner-deel is het injectieresidu).
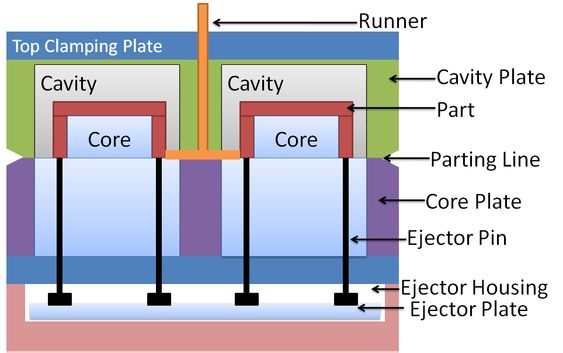
Koude loper spuitgietmatrijzen In een koud runnersysteem worden de runners en de matrijzen op dezelfde temperatuur gehouden. In dit systeem bevinden zich twee of drie platen in de matrijs.
In tegenstelling tot hotrunner spuitgieten Wanneer het sprue-systeem in de mal wordt gekoeld en samen met het product wordt verwijderd, kan het verwijderen van het koude materiaal van de sprue en het trimmen van de sprue-dag resulteren in een eindproduct zonder zichtbare sporen van de binnenkomende sprue.
Voordelen van cold runner mallen
(1) Koudlopersystemen hebben het voordeel dat ze gemakkelijk te gebruiken zijn en ze voldoen ook heel goed aan bepaalde esthetische behoeften.
(2) Cold runner-systemen kunnen het deel van acryl of polycarbonaat dat wordt gebruikt voor lichttransmissie in het injectiekanaal verminderen, waardoor het zichtbare bandeffect in sommige delen van de injectie wordt vermeden.
(3) Eenvoudige koude runner mallen ontwerp, op grote schaal gebruikt.
De nadelen van koude runner-schimmel
Meer afval van grondstoffen, het resulterende koude materiaal moet opnieuw worden gebroken voor recycling. Dit zorgt voor extra stappen in het hele productieproces. Niet geschikt voor het systeem met meerdere caviteiten.
Wat is een hot runner?
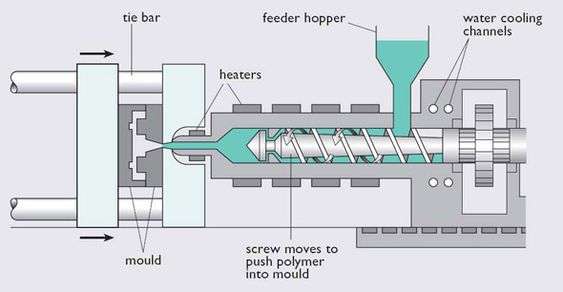
Als gemeenschappelijk onderdeel van de spuitgietservice systeem wordt het verwarmd om de kunststof in de runner en gate in gesmolten toestand te houden. Bij het kiezen van hotrunnersystemen moet ook rekening worden gehouden met de thermische gevoeligheid van het polymeer.
Omdat er verwarmingsstaven en verwarmingsringen dichtbij of in het midden van de runner zitten, bevindt de hele runner van de spuitmonduitlaat tot de gate van de spuitgietmachine zich in een toestand van hoge temperatuur, waardoor de kunststof in de runner gesmolten blijft.
Daarom wordt het hotrunnerproces ook wel een heet verzamelsysteem of runners molding genoemd.
Bij de keuze van een hot runner wordt rekening gehouden met veel omstandigheden, zoals verschillende kunststofeigenschappen, vorm, grootte, dikte, het gewicht van het product, de opstelling van de matrijsholte en de locatie van de poort.
Er zijn tegenwoordig verschillende vormen en maten van hete spuitmonden en runnerplaten op de markt die geschikt zijn voor verschillende producten.

De voordelen van hete agentvorm
(1) Grondstoffen besparen en kosten verlagen.
(2) Verkort de vormcyclus en verbeter de machine-efficiëntie
(3) De oppervlaktekwaliteit en mechanische eigenschappen van producten verbeteren.
(4) Het is niet nodig om een mal met drie platen te gebruiken die een puntige poort kan gebruiken.
(5) Economisch gegoten enkelvoudige producten met zijhekken.
(6) De mate van automatisering verbeteren.
(7) De afdichting van de poort kan worden gecontroleerd door een naaldklep van het type poort.
(8) De kwaliteit van spuitgegoten onderdelen van mallen met meerdere caviteiten is consistent.
(9) De esthetiek van het oppervlak van spuitgegoten producten.
(10) Kan een kleinere injectiedruk gebruiken, die de post-vervorming van dunwandige producten effectief kan verminderen.

Nadelen van hotrunner-mallen
Elke technologie heeft echter nadelen, en de hotrunnertechnologie vormt hierop geen uitzondering:
De matrijsstructuur is complex, de kosten zijn hoog en de onderhoudskosten zijn hoog. Het duurt een tijd voordat het proces zich stabiliseert, waardoor er in het begin meer uitval is.
In het geval van smeltlekkage en defecte verwarmingselementen zal dit een grotere impact hebben op de productkwaliteit en het productieschema. Het derde nadeel hierboven kan worden verminderd door verwarmingselementen, hotrunnerplaten en nozzles van topkwaliteit te kopen en ze zorgvuldig te onderhouden.
Besparing op materiaalkosten tussen hotrunner en coldrunner
De hotrunner heeft geen sprue en gate afvalverlies, geen slijpen en recyclen na het gieten, wat sprue afval en slijpen en recyclen kosten, vooral wanneer het gewicht van de sprue systeem groter is dan het gevormde product kan besparen.
Spuiten zonder sprue-systeem bespaart spuitenergie.
Het schroot dat wordt gegenereerd door de cold runner en de sprue is erg groot, vooral hoe groter het onderdeel, hoe meer schroot er is door de lange doorloop. Sommige van deze restjes kunnen worden hergebruikt, andere niet.
Zelfs als ze kunnen worden hergebruikt, worden de algehele prestaties van het materiaal sterk verminderd en is het noodzakelijk om materiaalvermalingsapparatuur te gebruiken.
Hot runner vs. cold runner verbetert productie-efficiëntie
De vormcyclus van een spuitgegoten onderdeel = injectietijd + wachttijd + afkoeltijd + uitwerptijd + trimtijd.
De langste daarvan is de koeltijd. In fabricage van kunststof mallenHoe dikker de wand van het product, hoe langer de koeltijd. Omdat de cold runner meerdere matrijsholten of meerdere gietpunten tegelijk moet voeden, is de koeltijd meestal langer.
Daarom is de wanddikte van het product in de koude runner meestal groter dan de dikte van de koude runner. spuitgegoten product zelf.
Omdat er een afkoeltijdverschil is tussen de smelt in de koude runner en de spuitgegoten productDe hot runner maakt een cold runner overbodig.
De hotrunner elimineert de coldrunner en de koeltijd wordt verkort. Het verschil in injectietijd is ook een aspect van het gebruik van een hotrunner in plaats van een coldrunner.
Het grootste verschil in injectietijd wordt toegeschreven aan de extra tijd die nodig is om de cold runner te vullen. Dit komt doordat de cold runner-mal de openings- en sluitslag van de spuitgietmachine vergroot.
Deze grotere slag zorgt ervoor dat de koude loper veilig wordt uitgeworpen. Hot runner spuitgieten is meer geschikt voor automatische productverwijdering.
Zonder tussenkomst van de koude runner op het product uitwerpen, de secundaire handmatige bediening van het spuitgietproces.
De tijd die nodig is om het product van de runner te scheiden, het product bij te snijden en het product te verpakken kan bijvoorbeeld sterk worden verminderd of geëlimineerd. De capaciteit per tijdseenheid wordt dus verbeterd, d.w.z. de productiviteit wordt verhoogd.
Warme runner vs. koude runner verbetert de kwaliteit van onderdelen
Het gebruik van hotrunners kan de oppervlaktekwaliteit en mechanische eigenschappen van producten effectief verbeteren, de vervorming van dunwandige onderdelen sterk verbeteren en de consistente kwaliteit van spuitgegoten onderdelen met meerdere holtes.
Het kan de consistente kwaliteit van spuitgegoten onderdelen in mallen met meerdere holtes.
In het bijzonder, is de pijp van de naaldklep duidelijker om de verschijningskwaliteit van te verbeteren spuitgegoten producten.
De belangrijkste voordelen zijn dat de gate geen restsporen achterlaat op het product. De gate met grotere diameter kan worden gebruikt om de holte sneller te vullen en de injectiedruk en vervorming van het product verder te verminderen.
Het kan het fenomeen van trekken en kwijlen voorkomen wanneer de matrijs wordt geopend, en het kan de back-absorptie van materiaal uit de matrijsholte voorkomen wanneer de schroef van de spuitgietmachine een back-up krijgt.

Samenvatting
Door dit artikel geloof ik dat je een zeker begrip hebt van hot runner spuitgietmatrijzen en cold runner spuitgietmatrijzenin de eigenlijke spuitgietmatrijzen, voordat inejctie mallen maken moet rekening houden met de kosteneffectiviteit. De kosten van de mal en de kosten van het product moeten worden bekeken aan de hand van vele aspecten.
Als het aantal producten groot is, zijn hot runner mallen meer geschikt, hoewel de initiële inputkosten van de mal hoger kunnen zijn, zal de prijs van het product lager zijn, maar de hot runner is niet geschikt voor de frequente behoefte om de kleur van het product te veranderen.







