 İçeriğe geç
İçeriğe geç 

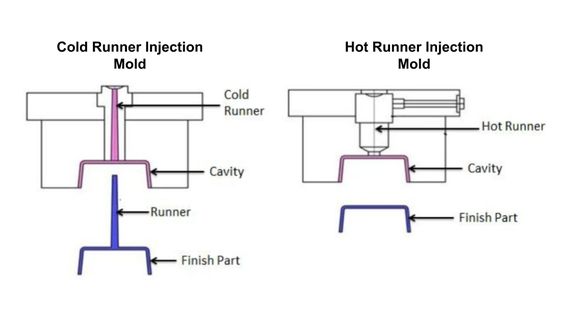
Plastik enjeksiyon kalıplarının pek çok farklı tipi vardır, her birinin avantajları ve dezavantajları bulunur. Bu blog yazısı sıcak kanal kalıplar ve soğuk kanal kalıplar arasındaki farkları tartışacak. Her iki kalıp tipinin artıları ve eksileri var, projeniz için hangisinin doğru olduğunu bilmek önemlidir. Haydi başlayalım!
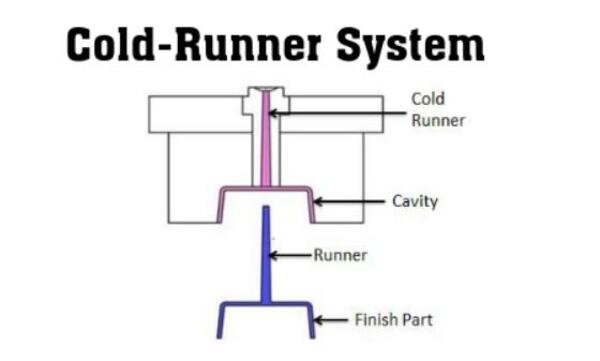
Soğuk kanal, enjeksiyon kalıbının temel formudur, soğuk kanal denen klasik enjeksiyon kalıbıdır, plastik enjeksiyon kalıplama imalat prosesi sonunda kanalda çıkarılması gereken kanal malzemesi bulunur.
Kaynakların azalması, piyasadaki rekabet, hammadde fiyatlarının önemli ölçüde artması ile birlikte, sıcak yollukların ortaya çıkmasının da önemli bir nedeni olan bu konuda malzeme tasarrufu yapmanın çok gerekli olduğu, sosyal sanayileşmenin kaçınılmaz ürünü olduğu söylenebilir.
Kaynak israfı sorununu çözmek için sıcak yollukların ortaya çıkması, maliyet tasarrufu sağlarken enjeksiyon kalıplama imalatı prosesi de nispeten büyük sonuçlar elde etti. Sıcak kanal, enjeksiyon kalıplamanın gelişiminin genel yönüne kademeli olarak gelişti ve kesinlikle popüler olacak!
Maliyet muhasebesi sorunu nedeniyle, birçok küçük ve orta ölçekli kalıp henüz sıcak yolluklara uygulanmamıştır ve soğuk yolluk enjeksiyon kalıbına uygulanması gereken plastik malzemenin birkaç parçası vardır.
Şimdi enjeksiyon kalıplama endüstrisinde soğuk yolluklar ve sıcak yolluklar var.

Soğuk koşucu nedir?
Soğuk yolluk: Kalıp girişi ile ürün kapısı arasında kalan kısımdır. Plastik, enjeksiyon basıncı ve ısısı ile yolluk içinde akmaya devam eder. Yolluk, kalıplanan malzemenin bir parçası olarak kullanılır ancak ürünün bir parçası değildir. (Soğuk yolluk kısmı enjeksiyon kalıntısıdır.)
Soğuk Kanal Enjeksiyon Kalıpları Soğuk kanal sisteminde kanallar ve kalıplar aynı sıcaklıkta tutulur. Bu sistem içinde kalıpta iki veya üç plaka bulunur.
Sıcak kanal enjeksiyon kalıplamasında kanal sistemi kalıpta soğutulup ürünle beraber çıkarılmasına karşılık, soğuk kanaldaki malzemeyi kanaldan çıkarmak ve kanal gününü kesmek, gelen kanalın görünür izlerini taşımayan bir nihai ürün elde edilmesini sağlayabilir.
Soğuk yolluk kalıplarının avantajları
(1) Soğuk yolluk sistemleri kolay kullanım avantajına sahiptir ve soğuk yolluk sistemleri belirli estetik ihtiyaçları da çok iyi karşılamaktadır.
(2) Soğuk yolluk sistemleri, enjeksiyon kanalında ışık geçirgenliği için kullanılan akrilik veya polikarbonat kısmını azaltarak enjeksiyonun bazı kısımlarında görünür bant etkisini önleyebilir.
(3) Yaygın olarak kullanılan basit soğuk yolluk kalıpları tasarımı.
Soğuk yolluk kalıbının dezavantajları
Daha fazla hammadde atığı, elde edilen soğuk malzemenin geri dönüşüm için tekrar ezilmesi gerekir. Tüm üretim sürecinde ek adımlar oluşturur. Çok boşluklu sistem için uygun değildir.
Sıcak koşucu nedir?
Enjeksiyon kalıplama servis sisteminin genel bir parçası olarak, kanal ve girişteki plastiği eriyik halde tutmak için ısıtılır. Sıcak kanal sistemleri seçilirken, polimerin ısıl hassasiyeti de dikkate alınmalıdır.
Yolluk yakınında veya merkezinde ısıtma çubukları ve ısıtma halkaları bulunduğundan, meme çıkışından enjeksiyon kalıplama makinesinin kapısına kadar tüm yolluk yüksek sıcaklık durumundadır, bu da plastiği yollukta erimiş halde tutar.
Bu nedenle, sıcak yolluk prosesi bazen sıcak kolektör sistemi veya yolluk kalıplama olarak da adlandırılır.
Bir sıcak yolluk seçilirken farklı plastik özellikleri, şekil, boyut, kalınlık, ürünün ağırlığı, kalıp boşluğu düzenlemesi ve kapı konumu gibi birçok koşul dikkate alınır.
Bugün piyasada çeşitli ürünlere uyacak birkaç farklı şekil ve boyutta sıcak nozul ve yolluk plakası mevcuttur.

Sıcak yolluk kalıbının avantajları
(1) Hammaddeden tasarruf edin ve maliyeti düşürün.
(2) Kalıplama döngüsünü kısaltın ve makine verimliliğini artırın
(3) Ürünlerin yüzey kalitesini ve mekanik özelliklerini iyileştirmek.
(4) Sivri bir kapı kullanabilen üç plaka tipi bir kalıp kullanmak gerekli değildir.
(5) Yan kapılı ekonomik kalıp tekli ürünler.
(6) Otomasyon derecesini iyileştirin.
(7) Kapı sızdırmazlığı, iğneli valf tipi bir kapı ile kontrol edilebilir.
(8) Çok gözlü kalıpların enjeksiyonla kalıplanmış parçalarının kalitesi tutarlıdır.
(9) Enjeksiyon kalıplanmış ürünlerin yüzey estetiğini iyileştirin.
(10) İnce duvarlı ürünlerin post-deformasyonunu etkili bir şekilde azaltabilen daha küçük enjeksiyon basıncı kullanabilir.

Sıcak yolluk kalıplarının dezavantajları
Bununla birlikte, her teknolojinin dezavantajları vardır ve sıcak yolluk teknolojisi de bir istisna değildir:
Kalıp yapısı karmaşıktır, maliyeti yüksektir ve bakım maliyeti yüksektir. Sürecin stabilize olması bir süre alır, bu da başlangıçta daha fazla hurdaya neden olur.
Eriyik sızıntısı ve ısıtma elemanı arızası durumunda, ürün kalitesi ve üretim programı üzerinde daha fazla etkisi olacaktır. Yukarıdaki üçüncü dezavantaj, en kaliteli ısıtma elemanları, sıcak yolluk plakaları ve nozullar satın alınarak ve bunları kullanırken dikkatli bakım yapılarak azaltılabilir.
Sıcak yolluk ve soğuk yolluk malzeme maliyet tasarrufu
Sıcak yollukta yolluk ve kapı atığı kaybı yoktur, kalıplamadan sonra öğütme ve geri dönüşüm yoktur, bu da özellikle yolluk sisteminin ağırlığı kalıplanmış üründen daha büyük olduğunda yolluk atığından ve öğütme ve geri dönüşüm maliyetinden tasarruf sağlayabilir.
Yolluk sistemi olmadan kalıplama, kalıplama enerjisinden tasarruf sağlar.
Soğuk yolluk ve yolluk tarafından üretilen hurda çok büyüktür, özellikle parçanın boyutu büyüdükçe, uzun çalışma nedeniyle daha fazla hurda vardır. Bu hurdaların bazıları yeniden kullanılabilir, bazıları ise kullanılamaz.
Yeniden kullanılabilseler bile, malzemenin genel performansı büyük ölçüde azalır ve malzeme kırma ekipmanı kullanmak gerekir.
Sıcak yolluk ve soğuk yolluk üretim verimliliğini artırır
Bir enjeksiyon kalıplanmış parçanın kalıplama döngüsü = enjeksiyon zamanı + tutma zamanı + soğuma zamanı + çıkarma zamanı + kesme zamanı.
Bunların en uzunu soğuma zamanıdır. Plastik kalıp imalatında, ürünün cidarı kalınlığı arttıkça soğuma zamanı uzar. Soğuk kanal birden fazla kalıp boşluğuna veya daha fazla döküm noktasına aynı anda besleme yapması gerektiğinden, soğuma zamanı genellikle uzundur.
Bu nedenle, soğuk kanaldaki ürünün cidar kalınlığı genellikle enjeksiyon kalıplanmış ürünün kendi kalınlığından daha fazladır.
Soğuk kanaldaki eriyik ile enjeksiyon kalıplanmış ürün arasında soğuma zamanı farkı olduğundan, sıcak kanal soğuk kanal gereksinimini ortadan kaldırır.
Sıcak yolluk soğuk yollukları ortadan kaldırır ve soğutma süresi kısalır. Enjeksiyon süresindeki fark da soğuk yolluk yerine sıcak yolluk kullanmanın bir özelliğidir.
Enjeksiyon süresindeki birincil fark, soğuk yolluk doldurmak için gereken ek süreye bağlanmaktadır. Bunun nedeni soğuk yolluk kalıbının enjeksiyon kalıplama makinesinin açma/kapama strokunu arttırmasıdır.
Bu strok artışı, soğuk kanalın güvenli çıkarılmasını garanti etmek için. Sıcak kanal enjeksiyon kalıplaması otomatik ürün çıkarımı için daha uygundur.
Soğuk kanalın ürün çıkarımı üzerindeki etkisi olmadan, ikincil manuel operasyonun enjeksiyon kalıplama süreci.
Örneğin, ürünün yolluktan ayrılması, ürünün kırpılması ve paketlenmesi için gereken süre büyük ölçüde azaltılabilir veya ortadan kaldırılabilir. Böylece birim zaman başına kapasite iyileştirilir, yani üretkenlik artar.
Sıcak yolluk ve soğuk yolluk parça kalitesini artırır
Sıcak kanalların kullanımı ürünlerin yüzey kalitesini ve mekanik özelliklerini etkin şekilde iyileştirebilir, ince cidarlı parçaların eğrilmesini büyük ölçüde geliştirir ve çoklu boşluklu enjeksiyon kalıplanmış parçaların tutarlı kalitesini garanti eder.
Çoklu boşluk kalıplarda enjeksiyon kalıplanmış parçaların tutarlı kalitesini garanti edebilir.
Özellikle, iğne valf nozzle, enjeksiyon kalıplanmış ürünlerin görünüm kalitesini iyileştirmek için daha belirgin.
Başlıca avantajları, ürün üzerinde kapıdan kaynaklanan artık izlerin kalmamasıdır. Daha büyük çaplı kapı, boşluk dolumunu hızlandırmak ve enjeksiyon basıncını ve ürünün deformasyonunu daha da azaltmak için kullanılabilir.
Kalıp açıldığında çekme ve salivasyon olgusunu önleyebilir ve enjeksiyon kalıplama makinesi vidası yedeklendiğinde malzemenin kalıp boşluğundan geri emilmesini önleyebilir.

Özet
Bu makale sayesinde, aşağıdakiler hakkında belirli bir anlayışa sahip olduğunuza inanıyorum sıcak yolluk enjeksiyon kalıpları ve soğuk yolluk enjeksiyon kalıplarıgerçek enjeksiyon kalıplarında, daha önce inejksiyon kalıpları yapmak maliyet etkinliğini göz önünde bulundurmalıdır. Kalıbın maliyeti ve ürünün maliyeti birçok açıdan değerlendirilmelidir.
Ürün sayısı fazla ise, sıcak yolluk kalıpları daha uygundur, ilk kalıp girdi maliyetleri daha yüksek olsa da, ürünün fiyatı daha düşük olacaktır, ancak sıcak yolluk, ürünün rengini sık sık değiştirme ihtiyacı için uygun değildir.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Mold Complete Guide for a comprehensive overview.





