 コンテンツへスキップ
コンテンツへスキップ 

ホットランナーとコールドランナーの違い? | ZetarMold
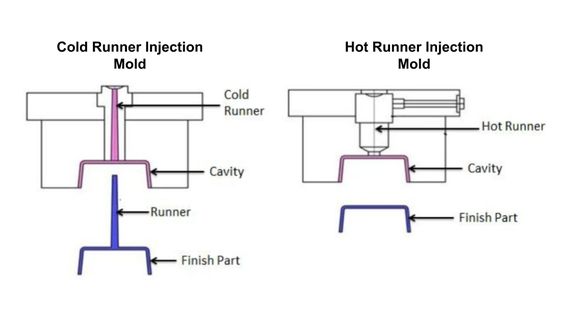
The cold runner is the basic form of injection mold, the so-called cold runner is the conventional injection mold, after the end of the plastic injection molding manufacturing process the runner has runner material that needs to be removed.
資源の減少、市場での競争、原材料の価格が大幅に増加し、この問題について材料を節約するために非常に必要であり、また、ホットランナーの出現の重要な理由である、社会工業化の必然的な産物であると言うことができる。
ホットランナーの出現は、資源の浪費、コスト削減の問題を解決するものである。 射出成形 process has also achieved relatively large results. The hot runner has gradually developed into the general direction of the development of injection molding, and will certainly be popular!
コスト計算の問題から、中小型の金型の多くはまだホットランナーに適用されておらず、プラスチック材料の中にはコールドランナー射出成形金型に適用しなければならない部分がいくつかある。
射出成形業界には、コールドランナーとホットランナーがある。

コールドランナーとは?
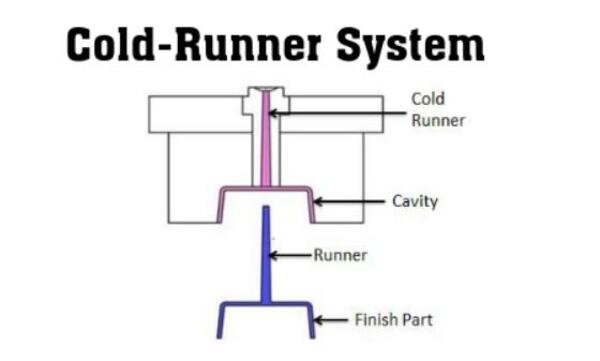
コールドランナー:金型入口と製品ゲートの間の部分。プラスチックは射出圧力とその熱によってランナー内を流動する。ランナーは成形材料の一部として使用されるが、製品の一部ではない。(コールドランナー部分は射出残渣である)。
Cold Runner Injection Molds In a cold runner system, the runners and the molds are maintained at the same temperature. Within this system, two or three plates are contained within the mold.
As opposed to hot runner injection molding where the sprue system is cooled in the mold and removed with the product, removing the cold material from the sprue and trimming the sprue day can result in a final product with no visible traces of the incoming sprue.
コールドランナー金型の利点
(1)コールド・ランナー・システムは、使いやすいという利点があり、またコールド・ランナー・システムは、ある種の美的ニーズにも非常によく応えてくれる。
(2)コールドランナーシステムは、射出チャネル内の光透過のために使用されるアクリルまたはポリカーボネートの部分を減らすことができ、射出の一部で可視帯効果を避けることができます。
(3)シンプルなコールドランナー金型の設計、広く使用されている。
コールドランナー金型の欠点
原料の無駄が増え、その結果、冷えた原料はリサイクルのために再び粉砕される必要がある。そのため、生産工程全体の工程が増える。マルチキャビティシステムには適さない。
ホットランナーとは?
As a common part of the injection molding service system, it is heated to keep the plastic in the runner and gate in a molten state. When choosing hot runner systems, consideration should also be made to the thermal sensitivity of the polymer.
ランナーの近傍や中央部に加熱棒や加熱リングがあるため、ノズルの出口から射出成形機のゲートまでのランナー全体が高温状態になり、ランナー内のプラスチックが溶融状態に保たれます。
そのため、ホットランナープロセスは、ホットコレクターシステム、またはランナー成形と呼ばれることもある。
ホットランナーの選定には、プラスチックの性質、形状、大きさ、厚さ、製品の重量、金型キャビティの配置、ゲートの位置など、さまざまな条件が考慮されます。
ホットノズルやランナープレートには、さまざまな製品に対応できるよう、さまざまな形状やサイズのものが市場に出回っている。

ホットランナー金型の利点
(1) 原材料を節約し、コストを削減する。
(2) 成形サイクルの短縮と機械効率の向上
(3) 製品の表面品質と機械的特性を向上させる。
(4)尖ったゲートを使用できる3プレートタイプの金型を使用する必要はない。
(5) サイドゲートを備えた経済的な単品成形品。
(6) 自動化の度合いを高める。
(7)ニードルバルブ式ゲートにより、ゲートの密閉性を制御できる。
(8)多数個取り金型の射出成形品の品質は安定している。
(9) Improve the surface aesthetics of injection molded products.
(10)より小さい射出圧力を使用することができ、薄肉製品の後変形を効果的に低減することができる。

ホットランナー金型の欠点
しかし、どんな技術にも欠点はあり、ホットランナー技術も例外ではない:
金型の構造が複雑でコストが高く、メンテナンスコストも高い。工程が安定するまでに時間がかかり、初期にスクラップが多くなる。
溶融物の漏れや発熱体の故障が発生した場合、製品の品質や生産スケジュールへの影響が大きくなります。上記3つ目のデメリットは、最高品質の発熱体、ホットランナープレート、ノズルを購入し、使用時のメンテナンスを入念に行うことで軽減することができます。
ホットランナー対コールドランナーの材料費節約
ホットランナーはスプルーやゲートの廃棄ロスがなく、成形後の粉砕やリサイクルもないため、特にスプルーシステムの重量が成形品より大きい場合、スプルー廃棄物や粉砕・リサイクルコストを節約することができます。
スプルシステムを使わない成形は、成形エネルギーを節約する。
コールド・ランナーやスプルーから発生するスクラップは非常に多く、特に部品のサイズが大きくなればなるほど、長時間の運転のためにスクラップが多くなる。これらのスクラップには再利用できるものとできないものがある。
再利用できたとしても、全体的な性能は大きく低下するため、原料破砕装置を使用する必要がある。
ホット・ランナーとコールド・ランナーの比較による生産効率の向上
The molding cycle of an injection molded part = injection time + holding time + cooling time + ejection time + trim time.
The longest of these is the cooling time. In plastic molds manufacture, the thicker the wall of the product the longer the cooling time. Since the cold runner needs to feed multiple mold cavities or more pouring points at the same time, the cooling time is usually longer.
Therefore, the wall thickness of the product in the cold runner is usually greater than the thickness of the injection molded product itself.
Because there is a cooling time difference between the melt in the cold runner and the injection molded product, the hot runner eliminates the need for a cold runner.
ホットランナーによってコールドランナーがなくなり、冷却時間が短縮される。射出時間の違いも、コールドランナーの代わりにホットランナーを使うことの一面である。
射出時間の主な違いは、コールドランナーへの充填に必要な追加時間に起因する。これは、コールドランナー金型によって射出成形機の開閉ストロークが増加するためである。
This increase in stroke is to ensure the safe ejection of the cold runner. Hot runner injection molding is more suitable for automatic product removal.
Without the interference of the cold runner on the product ejection, the secondary manual operation of the 射出成形プロセス.
例えば、ランナーからの製品の分離、製品のトリミング、包装にかかる時間を大幅に短縮または省略することができる。したがって、単位時間当たりの生産能力が向上し、すなわち生産性が向上する。
ホットランナーとコールドランナーの比較による部品品質の向上
The use of hot runners can effectively improve the surface quality and mechanical properties of products, greatly improve the warpage of thin-walled parts and ensure the consistent quality of injection molded parts with multiple cavities.
It can ensure the consistent quality of injection molded parts in multi-cavity molds.
In particular, the needle valve nozzle is more obvious to improve the appearance quality of injection molded products.
主な利点は、ゲートの跡が製品に残らないことです。大口径のゲートを使用することで、キャビティへの充填を早め、射出圧力や製品の変形をさらに抑えることができます。
金型開放時の絞りや唾液の現象を防ぎ、射出成形機のスクリューが後退した時に金型キャビティから材料が逆吸収されるのを防ぐことができる。

概要
この記事を通して、あなたは以下のことをある程度理解したと思う。 ホットランナー射出成形金型 そして コールドランナー射出成形金型実際の射出成形金型では、その前に インジェクション金型製作 は費用対効果を考慮しなければならない。金型のコストと製品のコストは、さまざまな側面から検討されなければならない。
製品の数が多い場合は、ホットランナー金型が適しているが、金型の初期投入コストは高くなるかもしれないが、製品の価格は低くなるが、ホットランナーは製品の色を頻繁に変更する必要がある場合には適していない。
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Mold Complete Guide for a comprehensive overview.







