 Vai al contenuto
Vai al contenuto 

La Differenza Tra Sistemi a Canali Caldi vs Sistemi a Canali Freddi? | ZetarMold
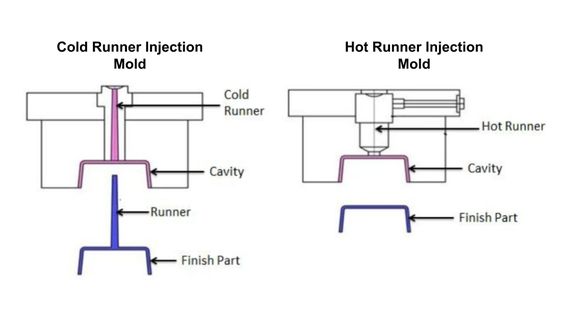
The cold runner is the basic form of injection mold, the so-called cold runner is the conventional injection mold, after the end of the plastic injection molding manufacturing process the runner has runner material that needs to be removed.
Con la riduzione delle risorse, la concorrenza sul mercato, il prezzo delle materie prime è aumentato in modo significativo, il che è molto necessario per risparmiare materiale su questo tema, che è anche una ragione importante per l'emergere di corridore caldo, si può dire che sia il prodotto inevitabile di industrializzazione sociale.
L'emergere del canale caldo per risolvere il problema dello spreco di risorse, il risparmio di costi, mentre nella produzione stampaggio a iniezione process has also achieved relatively large results. The hot runner has gradually developed into the general direction of the development of injection molding, and will certainly be popular!
A causa del problema della contabilità dei costi, molti stampi di piccole e medie dimensioni non sono ancora stati applicati ai canali caldi e ci sono alcune parti del materiale plastico che devono essere applicate allo stampo a iniezione dei canali freddi.
Nel settore dello stampaggio a iniezione esistono quindi corridori a freddo e corridori a caldo.

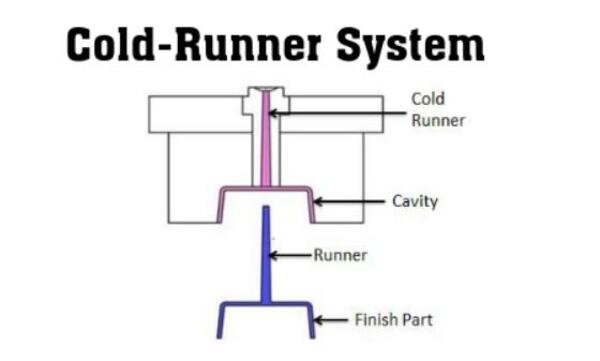
Che cos'è un corridore a freddo?
Canale freddo: È la parte compresa tra l'ingresso dello stampo e la porta del prodotto. La plastica viene mantenuta in movimento nel canale di colata dalla pressione di iniezione e dal suo calore. Il canale di colata viene utilizzato come parte del materiale stampato, ma non fa parte del prodotto. (La parte fredda del canale di colata è il residuo dell'iniezione).
Cold Runner Injection Molds In a cold runner system, the runners and the molds are maintained at the same temperature. Within this system, two or three plates are contained within the mold.
As opposed to hot runner injection molding where the sprue system is cooled in the mold and removed with the product, removing the cold material from the sprue and trimming the sprue day can result in a final product with no visible traces of the incoming sprue.
Vantaggi degli stampi a canale freddo
(1) I sistemi a canale freddo hanno il vantaggio di essere facili da usare e soddisfano molto bene alcune esigenze estetiche.
(2) I sistemi a canale freddo possono ridurre la parte di acrilico o policarbonato utilizzata per la trasmissione della luce nel canale di iniezione, evitando l'effetto banda visibile in alcune parti dell'iniezione.
(3) Design semplice degli stampi a canale freddo, ampiamente utilizzato.
Gli svantaggi dello stampo a canale freddo
Più scarti di materie prime, il materiale freddo risultante deve essere nuovamente frantumato per essere riciclato. Ciò comporta ulteriori passaggi nell'intero processo di produzione. Non è adatto al sistema multi-cavità.
Che cos'è un corridore caldo?
As a common part of the injection molding service system, it is heated to keep the plastic in the runner and gate in a molten state. When choosing hot runner systems, consideration should also be made to the thermal sensitivity of the polymer.
Grazie alla presenza di barre e anelli riscaldanti vicino o al centro del canale, l'intero canale, dall'uscita dell'ugello alla porta della pressa a iniezione, si trova in uno stato di alta temperatura, che mantiene la plastica nel canale fusa.
Per questo motivo, il processo a canale caldo viene talvolta indicato come sistema di collettori caldi o come stampaggio a canali.
Nella scelta di un canale caldo vengono prese in considerazione molte condizioni, come le diverse proprietà della plastica, la forma, le dimensioni, lo spessore, il peso del prodotto, la disposizione della cavità dello stampo e la posizione della porta.
Oggi sul mercato sono disponibili ugelli e piastre di scorrimento a caldo di diverse forme e dimensioni, adatte a vari prodotti.

I vantaggi dello stampo a canale caldo
(1) Risparmiare materie prime e ridurre i costi.
(2) Riduzione del ciclo di stampaggio e miglioramento dell'efficienza della macchina
(3) Migliorare la qualità della superficie e le proprietà meccaniche dei prodotti.
(4) Non è necessario utilizzare uno stampo a tre piastre che possa utilizzare una porta a punta.
(5) Prodotti singoli stampati in modo economico con cancelli laterali.
(6) Migliorare il grado di automazione.
(7) La tenuta del cancello può essere controllata da una valvola a spillo.
(8) La qualità dei pezzi stampati a iniezione con stampi a più cavità è costante.
(9) Improve the surface aesthetics of injection molded products.
(10) Può utilizzare una pressione di iniezione minore, in grado di ridurre efficacemente la post-deformazione dei prodotti a parete sottile.

Svantaggi degli stampi a canale caldo
Tuttavia, ogni tecnologia ha i suoi svantaggi e quella dei canali caldi non fa eccezione:
La struttura dello stampo è complessa, il costo è elevato e il costo di manutenzione è alto. È necessario un periodo di tempo per stabilizzare il processo, con conseguente aumento degli scarti all'inizio.
In caso di perdita di fusione e di guasto dell'elemento riscaldante, l'impatto sulla qualità del prodotto e sui tempi di produzione sarà maggiore. Il terzo svantaggio di cui sopra può essere ridotto acquistando elementi riscaldanti, piastre a canale caldo e ugelli di alta qualità e effettuando un'attenta manutenzione durante il loro utilizzo.
Risparmio sui costi dei materiali del canale caldo rispetto a quello freddo
Il canale caldo non ha perdite di materozze e cancelli, né macinazione e riciclaggio dopo lo stampaggio, il che consente di risparmiare sui rifiuti di materozze e sui costi di macinazione e riciclaggio, soprattutto quando il peso del sistema di materozze è superiore a quello del prodotto stampato.
Lo stampaggio senza sistema di materozze consente di risparmiare energia di stampaggio.
Gli scarti generati dal canale di colata e dal canale di colata sono molto consistenti, soprattutto quanto più grandi sono le dimensioni del pezzo, tanto più numerosi sono gli scarti dovuti alla lunga durata. Alcuni di questi scarti possono essere riutilizzati, altri no.
Anche se possono essere riutilizzati, le prestazioni complessive del materiale si riducono notevolmente ed è necessario ricorrere ad attrezzature per la frantumazione del materiale.
Il canale caldo rispetto al canale freddo migliora l'efficienza della produzione
The molding cycle of an injection molded part = injection time + holding time + cooling time + ejection time + trim time.
The longest of these is the cooling time. In plastic molds manufacture, the thicker the wall of the product the longer the cooling time. Since the cold runner needs to feed multiple mold cavities or more pouring points at the same time, the cooling time is usually longer.
Therefore, the wall thickness of the product in the cold runner is usually greater than the thickness of the injection molded product itself.
Because there is a cooling time difference between the melt in the cold runner and the injection molded product, the hot runner eliminates the need for a cold runner.
Il canale caldo elimina il canale freddo e il tempo di raffreddamento si riduce. Anche la differenza nel tempo di iniezione è un aspetto dell'utilizzo di un canale caldo al posto di un canale freddo.
La differenza principale nel tempo di iniezione è attribuita al tempo aggiuntivo necessario per riempire il canale freddo. Questo perché lo stampo a canale freddo aumenta la corsa di apertura/chiusura della macchina di stampaggio a iniezione.
This increase in stroke is to ensure the safe ejection of the cold runner. Hot runner injection molding is more suitable for automatic product removal.
Without the interference of the cold runner on the product ejection, the secondary manual operation of the processo di stampaggio a iniezione.
Ad esempio, i tempi per la separazione del prodotto dal canale, la rifilatura del prodotto e il confezionamento possono essere notevolmente ridotti o eliminati. In questo modo, la capacità per unità di tempo viene migliorata, ovvero la produttività aumenta.
Il canale caldo rispetto al canale freddo migliora la qualità dei pezzi
The use of hot runners can effectively improve the surface quality and mechanical properties of products, greatly improve the warpage of thin-walled parts and ensure the consistent quality of injection molded parts with multiple cavities.
It can ensure the consistent quality of injection molded parts in multi-cavity molds.
In particular, the needle valve nozzle is more obvious to improve the appearance quality of injection molded products.
I principali vantaggi sono l'assenza di segni residui sul prodotto a causa del cancello. La porta di diametro maggiore può essere utilizzata per accelerare il riempimento della cavità e ridurre ulteriormente la pressione di iniezione e la deformazione del prodotto.
È in grado di prevenire il fenomeno della trafilatura e della salivazione all'apertura dello stampo e di impedire il riassorbimento del materiale dalla cavità dello stampo quando la vite della macchina per lo stampaggio a iniezione viene arrestata.

Sintesi
Grazie a questo articolo, credo che abbiate una certa conoscenza di stampi a iniezione a canale caldo e stampi a iniezione a canale freddonegli stampi a iniezione veri e propri, prima realizzazione di stampi per iniezioni deve considerare il suo rapporto costo-efficacia. Il costo dello stampo e il costo del prodotto devono essere considerati in base a molti aspetti.
Se il numero di prodotti è elevato, gli stampi a canale caldo sono più adatti, anche se i costi iniziali di produzione dello stampo possono essere più elevati, il prezzo del prodotto sarà inferiore, ma il canale caldo non è adatto alla frequente necessità di cambiare il colore del prodotto.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Mold Complete Guide for a comprehensive overview.







