 Przejdź do treści
Przejdź do treści 

Istnieje wiele różnych rodzajów form wtryskowych do tworzyw sztucznych, każda ma swoje zalety i wady. Ten post na blogu omówi różnice między formami z gorącym układem wlewowym a formami z zimnym układem wlewowym. Oba rodzaje form mają swoje plusy i minusy, więc ważne jest, aby wiedzieć, który jest odpowiedni dla Twojego projektu. Zacznijmy!
Zimny układ wlewowy to podstawowa forma formy wtryskowej, tak zwany zimny układ wlewowy to konwencjonalna forma wtryskowa, po zakończeniu procesu wytwarzania wtrysku tworzyw sztucznych układ wlewowy zawiera materiał wlewowy, który należy usunąć.
Wraz z redukcją zasobów, konkurencją na rynku, cena surowców znacznie wzrosła, co jest bardzo konieczne, aby zaoszczędzić materiał w tej kwestii, co jest również ważnym powodem pojawienia się hot runnera, można powiedzieć, że jest nieuniknionym produktem industrializacji społecznej.
Pojawienie się hot runnera rozwiązuje problem marnotrawstwa zasobów, oszczędności kosztów, podczas gdy w produkcja form wtryskowych proces również osiągnął stosunkowo duże rezultaty. Gorący układ wlewowy stopniowo rozwinął się w ogólnym kierunku rozwoju wtrysku i z pewnością będzie popularny!
Ze względu na problem z księgowaniem kosztów, wiele małych i średnich form nie zostało jeszcze zastosowanych do gorących kanałów, a istnieje kilka części tworzywa sztucznego, które muszą być zastosowane do form wtryskowych zimnych kanałów.
Tak więc obecnie w branży formowania wtryskowego istnieją zimne i gorące kanały.

Co to jest cold runner?
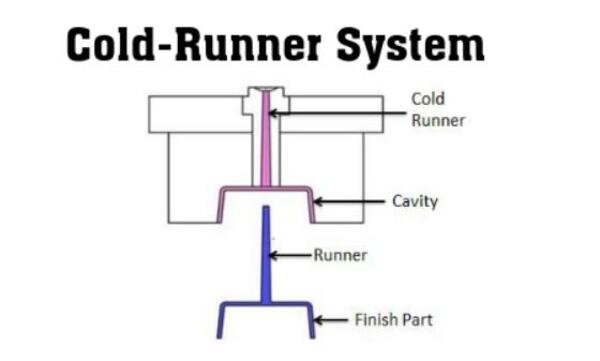
Zimny kanał: Jest to część pomiędzy wlotem formy a bramą produktu. Tworzywo sztuczne jest utrzymywane w kanale przez ciśnienie wtrysku i jego ciepło. Prowadnica jest używana jako część formowanego materiału, ale nie jest częścią produktu. (Część zimnego kanału jest pozostałością po wtrysku).
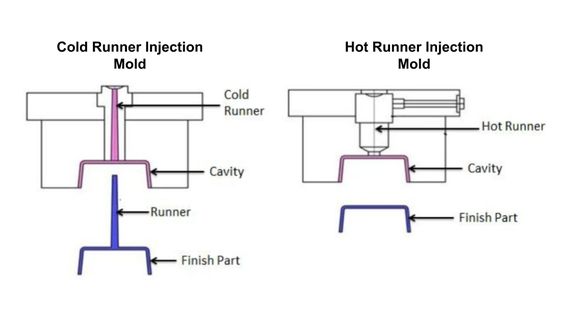
Formy wtryskowe z zimnym układem wlewowym W systemie zimnego układu wlewowego, kanały wlewowe i formy utrzymywane są w tej samej temperaturze. W tym systemie w formie znajdują się dwie lub trzy płyty.
W przeciwieństwie do wtrysku z gorącym układem wlewowym, gdzie system wlewowy jest chłodzony w formie i usuwany wraz z produktem, usunięcie zimnego materiału z wlewu i przycięcie wlewu może skutkować gotowym produktem bez widocznych śladów wchodzącego wlewu.
Zalety form zimnokanałowych
(1) Systemy zimnokanałowe mają tę zaletę, że są łatwe w użyciu, a także bardzo dobrze spełniają pewne potrzeby estetyczne.
(2) Systemy zimnokanałowe mogą zmniejszyć ilość akrylu lub poliwęglanu używanego do przepuszczania światła w kanale wtrysku, unikając efektu widocznego pasma w niektórych częściach wtrysku.
(3) Prosta konstrukcja form zimnokanałowych, szeroko stosowana.
Wady form zimnokanałowych
Większa ilość odpadów surowcowych, powstały zimny materiał musi zostać ponownie rozdrobniony w celu recyklingu. Powoduje to dodatkowe etapy w całym procesie produkcyjnym. Nie nadaje się do systemu wielogniazdowego.
Co to jest hot runner?
Jako powszechna część systemu usług wtryskowych, jest podgrzewany, aby utrzymać tworzywo sztuczne w kanale wlewowym i bramce w stanie stopionym. Przy wyborze systemów gorącego układu wlewowego należy również wziąć pod uwagę wrażliwość termiczną polimeru.
Ponieważ pręty grzejne i pierścienie grzejne znajdują się w pobliżu lub w środku prowadnicy, cała prowadnica od wylotu dyszy do bramy wtryskarki znajduje się w stanie wysokiej temperatury, co utrzymuje tworzywo sztuczne w prowadnicy w stanie stopionym.
Dlatego proces gorących kanałów jest czasami określany jako system gorących kolektorów lub formowanie kanałów.
Przy wyborze gorącego kanału bierze się pod uwagę wiele warunków, takich jak różne właściwości tworzywa sztucznego, kształt, rozmiar, grubość, waga produktu, układ wnęki formy i lokalizacja bramy.
Obecnie na rynku dostępnych jest kilka różnych kształtów i rozmiarów gorących dysz i płyt startowych, które pasują do różnych produktów.

Zalety form gorącokanałowych
(1) Oszczędność surowców i redukcja kosztów.
(2) Skrócenie cyklu formowania i poprawa wydajności maszyny
(3) Poprawa jakości powierzchni i właściwości mechanicznych produktów.
(4) Nie jest konieczne stosowanie formy trójpłytowej, która może wykorzystywać spiczastą bramę.
(5) Ekonomicznie formowane pojedyncze produkty z bocznymi wrotami.
(6) Poprawa stopnia automatyzacji.
(7) Uszczelnienie zasuwy może być kontrolowane przez zasuwę typu zaworu iglicowego.
(8) Jakość części formowanych wtryskowo w formach wielogniazdowych jest stała.
(9) Poprawa estetyki powierzchni produktów wtryskowych.
(10) Może stosować mniejsze ciśnienie wtrysku, co może skutecznie zmniejszyć deformację produktów cienkościennych.

Wady form gorącokanałowych
Jednak każda technologia ma swoje wady, a technologia gorących kanałów nie jest wyjątkiem:
Struktura formy jest złożona, koszt jest wysoki, a koszt konserwacji jest wysoki. Ustabilizowanie się procesu zajmuje pewien czas, co skutkuje większą ilością złomu na początku.
W przypadku wycieku stopionego materiału i awarii elementu grzejnego, będzie to miało większy wpływ na jakość produktu i harmonogram produkcji. Trzecią z powyższych wad można ograniczyć poprzez zakup najwyższej jakości elementów grzejnych, płyt gorącokanałowych i dysz oraz poprzez staranną konserwację podczas ich użytkowania.
Oszczędność kosztów materiałów w porównaniu z materiałami zimnokanałowymi
System gorącokanałowy nie powoduje utraty wlewu i odpadów bramy, nie wymaga szlifowania i recyklingu po formowaniu, co pozwala zaoszczędzić odpady wlewu oraz koszty szlifowania i recyklingu, zwłaszcza gdy waga systemu wlewu jest większa niż formowanego produktu.
Formowanie bez systemu wlewowego oszczędza energię formowania.
Ilość złomu generowanego przez zimny kanał i wlew jest bardzo duża, zwłaszcza im większy rozmiar części, tym więcej jest złomu ze względu na długi przebieg. Niektóre z tych odpadów mogą być ponownie wykorzystane, inne nie.
Nawet jeśli można je ponownie wykorzystać, ogólna wydajność materiału jest znacznie zmniejszona i konieczne jest użycie sprzętu do kruszenia materiału.
Hot runner vs. cold runner poprawia wydajność produkcji
Cykl formowania części wtryskowej = czas wtrysku + czas docisku + czas chłodzenia + czas wypychania + czas obróbki wykańczającej.
Najdłuższym z nich jest czas chłodzenia. W produkcji form plastikowych, im grubsza ścianka produktu, tym dłuższy czas chłodzenia. Ponieważ zimny układ wlewowy musi zasilać wiele wnęk formy lub więcej punktów zalewania jednocześnie, czas chłodzenia jest zazwyczaj dłuższy.
Dlatego grubość ścianki produktu w zimnym układzie wlewowym jest zazwyczaj większa niż grubość samego produktu wtryskowego.
Ponieważ istnieje różnica czasu chłodzenia między stopem w zimnym układzie wlewowym a produktem wtryskowym, gorący układ wlewowy eliminuje potrzebę zimnego układu wlewowego.
Gorący kanał eliminuje zimny kanał i skraca czas chłodzenia. Różnica w czasie wtrysku jest również aspektem stosowania gorącego kanału zamiast zimnego.
Podstawowa różnica w czasie wtrysku wynika z dodatkowego czasu wymaganego do napełnienia formy zimnokanałowej. Dzieje się tak, ponieważ forma zimnokanałowa zwiększa skok otwierania/zamykania wtryskarki.
To zwiększenie skoku ma na celu zapewnienie bezpiecznego wypychania zimnego układu wlewowego. Wtrysk z gorącym układem wlewowym jest bardziej odpowiedni do automatycznego usuwania produktu.
Bez ingerencji zimnego układu wlewowego na wypychanie produktu, wtórna ręczna operacja Proces formowania wtryskowego.
Na przykład czas oddzielania produktu od kanału, przycinania produktu i pakowania może zostać znacznie skrócony lub wyeliminowany. W ten sposób poprawia się wydajność na jednostkę czasu, tj. zwiększa się produktywność.
Hot runner vs. cold runner poprawia jakość części
Zastosowanie gorących układów wlewowych może skutecznie poprawić jakość powierzchni i właściwości mechaniczne produktów, znacznie poprawić odkształcenie części cienkościennych i zapewnić spójną jakość części wtryskowych z wieloma wnękami.
Może zapewnić spójną jakość części wtryskowych w formach wielogniazdowych.
W szczególności dysza igłowa jest bardziej oczywista w poprawie jakości wyglądu produktów wtryskowych.
Główną zaletą jest brak śladów pozostawionych na produkcie przez zasuwę. Brama o większej średnicy może być wykorzystana do przyspieszenia wypełniania wnęki i dalszego zmniejszenia ciśnienia wtrysku i deformacji produktu.
Może zapobiegać zjawisku rysowania i ślinienia się po otwarciu formy i zapobiegać wstecznemu wchłanianiu materiału z gniazda formy, gdy śruba wtryskarki jest cofnięta.

Podsumowanie
Wierzę, że dzięki temu artykułowi masz pewne zrozumienie Formy wtryskowe gorącokanałowe oraz Formy wtryskowe zimnokanałowew rzeczywistych formach wtryskowych, zanim tworzenie form do inejkcji należy wziąć pod uwagę jego opłacalność. Koszt formy i koszt produktu powinny być rozpatrywane pod kątem wielu aspektów.
Jeśli liczba produktów jest duża, formy gorącokanałowe są bardziej odpowiednie, chociaż początkowe koszty wejściowe formy mogą być wyższe, cena produktu będzie niższa, ale gorący kanał nie nadaje się do częstej potrzeby zmiany koloru produktu.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Mold Complete Guide for a comprehensive overview.





