 Zum Inhalt springen
Zum Inhalt springen 

Der Unterschied zwischen Heißkanal- und Kaltkanalsystemen? | ZetarMold
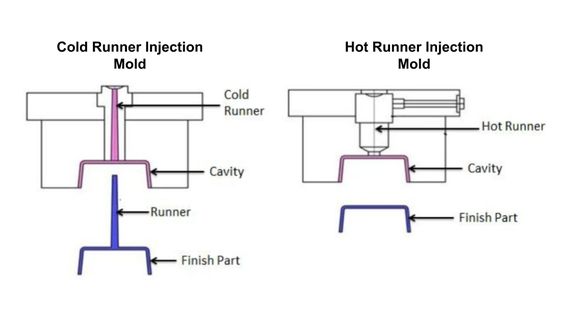
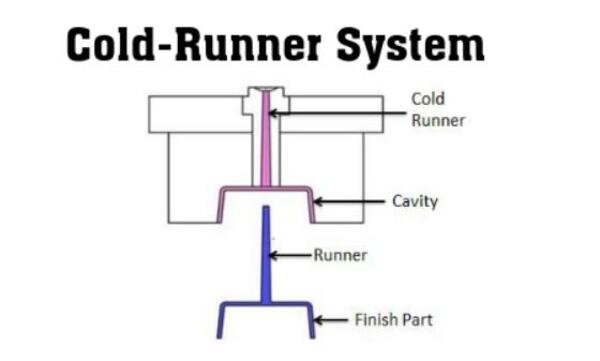
The cold runner is the basic form of injection mold, the so-called cold runner is the conventional injection mold, after the end of the plastic injection molding manufacturing process the runner has runner material that needs to be removed.
Mit der Verringerung der Ressourcen, der Wettbewerb auf dem Markt, der Preis der Rohstoffe hat sich deutlich erhöht, die sehr notwendig ist, um Material zu diesem Thema, das ist auch ein wichtiger Grund für die Entstehung von Heißkanal, kann gesagt werden, um das unvermeidliche Produkt der sozialen Industrialisierung werden.
Die Entstehung des Heißkanals zur Lösung des Problems der Verschwendung von Ressourcen, Kosteneinsparungen, während in der Fertigungsspritzgießen process has also achieved relatively large results. The hot runner has gradually developed into the general direction of the development of injection molding, and will certainly be popular!
Aufgrund der Kostenrechnung Problem, viele kleine und mittlere Formen sind noch nicht auf Heißkanälen angewendet worden, und es gibt ein paar Teile des Kunststoffs, die auf Kaltkanälen Spritzgussform angewendet werden müssen.
In der Spritzgießindustrie gibt es jetzt also Kalt- und Heißkanäle.

Was ist ein Kaltblüter?
Kaltkanal: Er ist der Teil zwischen dem Werkzeugeinlauf und dem Produktanschnitt. Der Kunststoff wird durch den Einspritzdruck und seine Wärme im Angusskanal fließfähig gehalten. Der Angusskanal wird als Teil des geformten Materials verwendet, ist aber nicht Teil des Produkts. (Das Kaltkanalteil ist der Einspritzrest.)
Cold Runner Injection Molds In a cold runner system, the runners and the molds are maintained at the same temperature. Within this system, two or three plates are contained within the mold.
As opposed to hot runner injection molding where the sprue system is cooled in the mold and removed with the product, removing the cold material from the sprue and trimming the sprue day can result in a final product with no visible traces of the incoming sprue.
Vorteile von Kaltkanalwerkzeugen
(1) Kaltkanalsysteme haben den Vorteil, dass sie einfach zu handhaben sind, und Kaltkanalsysteme erfüllen auch bestimmte ästhetische Anforderungen sehr gut.
(2) Kaltkanalsysteme können den Anteil an Acryl oder Polycarbonat, der für die Lichtdurchlässigkeit im Einspritzkanal verwendet wird, reduzieren, wodurch der sichtbare Bandeffekt in einigen Teilen der Einspritzung vermieden wird.
(3) Einfache Kaltkanal Formen Design, weit verbreitet.
Die Nachteile der Kaltkanalform
Es entsteht mehr Abfall an Rohstoffen, und das entstehende kalte Material muss für das Recycling erneut zerkleinert werden. Dies führt zu zusätzlichen Schritten im gesamten Produktionsprozess. Nicht geeignet für das Mehrkavitätensystem.
Was ist ein Heißkanal?
As a common part of the injection molding service system, it is heated to keep the plastic in the runner and gate in a molten state. When choosing hot runner systems, consideration should also be made to the thermal sensitivity of the polymer.
Da sich in der Nähe oder in der Mitte des Kanals Heizstäbe und Heizringe befinden, befindet sich der gesamte Kanal vom Düsenaustritt bis zum Anschnitt der Spritzgießmaschine in einem Hochtemperaturzustand, wodurch der Kunststoff im Kanal geschmolzen bleibt.
Aus diesem Grund wird das Heißkanalverfahren manchmal auch als Heißkanalsystem oder als Angussverfahren bezeichnet.
Bei der Auswahl eines Heißkanals werden viele Bedingungen berücksichtigt, wie z. B. unterschiedliche Kunststoffeigenschaften, Form, Größe, Dicke, das Gewicht des Produkts, die Anordnung des Formnests und die Position des Anschnitts.
Auf dem Markt gibt es verschiedene Formen und Größen von Heißkanaldüsen und -platten für unterschiedliche Produkte.

Die Vorteile des Heißkanalsystems
(1) Sparen Sie Rohstoffe und senken Sie die Kosten.
(2) Verkürzung des Formungszyklus und Verbesserung der Maschineneffizienz
(3) Verbesserung der Oberflächenqualität und der mechanischen Eigenschaften der Produkte.
(4) Es ist nicht notwendig, eine Drei-Platten-Form zu verwenden, die einen spitzen Anschnitt verwenden kann.
(5) Wirtschaftlich geformte Einzelprodukte mit Seitentoren.
(6) Verbesserung des Automatisierungsgrades.
(7) Die Schieberdichtung kann durch einen Nadelverschluss gesteuert werden.
(8) Die Qualität der Spritzgussteile von Mehrkavitätenwerkzeugen ist gleichbleibend.
(9) Improve the surface aesthetics of injection molded products.
(10) Es kann ein geringerer Einspritzdruck verwendet werden, der die Nachverformung von dünnwandigen Produkten wirksam reduzieren kann.

Nachteile von Heißkanalwerkzeugen
Jede Technologie hat jedoch auch ihre Nachteile, und die Heißkanaltechnik bildet da keine Ausnahme:
Die Formstruktur ist komplex, die Kosten sind hoch, und die Wartungskosten sind hoch. Es dauert eine gewisse Zeit, bis sich der Prozess stabilisiert, was zu Beginn zu mehr Ausschuss führt.
Wenn Schmelze austritt und Heizelemente ausfallen, hat dies größere Auswirkungen auf die Produktqualität und den Produktionsplan. Der dritte oben genannte Nachteil kann durch den Kauf hochwertiger Heizelemente, Heißkanalplatten und Düsen sowie durch sorgfältige Wartung bei deren Verwendung verringert werden.
Einsparungen bei den Materialkosten für Heiß- und Kaltkanäle
Der Heißkanal hat keinen Anguss- und Anschnittverlust, kein Schleifen und Recycling nach dem Gießen, was Angussabfälle und Schleif- und Recyclingkosten einsparen kann, insbesondere wenn das Gewicht des Angusssystems größer ist als das geformte Produkt.
Das Gießen ohne Angusssystem spart Energie beim Gießen.
Der durch den Kaltkanal und den Anguss erzeugte Ausschuss ist sehr groß, vor allem je größer das Teil ist, desto mehr Ausschuss fällt durch den langen Lauf an. Ein Teil dieser Abfälle kann wiederverwendet werden, ein anderer nicht.
Selbst wenn sie wiederverwendet werden können, ist die Gesamtleistung des Materials stark reduziert, und es ist notwendig, Materialzerkleinerungsanlagen einzusetzen.
Heißkanal vs. Kaltkanal verbessert die Produktionseffizienz
The molding cycle of an injection molded part = injection time + holding time + cooling time + ejection time + trim time.
The longest of these is the cooling time. In plastic molds manufacture, the thicker the wall of the product the longer the cooling time. Since the cold runner needs to feed multiple mold cavities or more pouring points at the same time, the cooling time is usually longer.
Therefore, the wall thickness of the product in the cold runner is usually greater than the thickness of the injection molded product itself.
Because there is a cooling time difference between the melt in the cold runner and the injection molded product, the hot runner eliminates the need for a cold runner.
Durch den Heißkanal entfällt der Kaltkanal, und die Abkühlzeit wird verkürzt. Der Unterschied in der Einspritzzeit ist ebenfalls ein Aspekt der Verwendung eines Heißkanals anstelle eines Kaltkanals.
Der Hauptunterschied bei der Einspritzzeit ist auf die zusätzliche Zeit zurückzuführen, die zum Füllen des Kaltkanals benötigt wird. Dies liegt daran, dass das Kaltkanalwerkzeug den Öffnungs-/Schließhub der Spritzgießmaschine erhöht.
This increase in stroke is to ensure the safe ejection of the cold runner. Hot runner injection molding is more suitable for automatic product removal.
Without the interference of the cold runner on the product ejection, the secondary manual operation of the Spritzgießprozess.
So kann beispielsweise die Zeit für die Trennung des Produkts vom Läufer, das Beschneiden des Produkts und das Verpacken stark reduziert werden oder ganz entfallen. Dadurch wird die Kapazität pro Zeiteinheit verbessert, d. h. die Produktivität erhöht.
Heißkanal vs. Kaltkanal verbessert die Teilequalität
The use of hot runners can effectively improve the surface quality and mechanical properties of products, greatly improve the warpage of thin-walled parts and ensure the consistent quality of injection molded parts with multiple cavities.
It can ensure the consistent quality of injection molded parts in multi-cavity molds.
In particular, the needle valve nozzle is more obvious to improve the appearance quality of injection molded products.
Der Hauptvorteil besteht darin, dass der Anschnitt keine Spuren auf dem Produkt hinterlässt. Der Anschnitt mit größerem Durchmesser kann die Füllung der Kavität beschleunigen und den Einspritzdruck und die Verformung des Produkts weiter reduzieren.
Es kann das Phänomen des Ziehens und des Speichelflusses beim Öffnen der Form verhindern und die Rücksaugung von Material aus dem Formhohlraum verhindern, wenn die Schnecke der Spritzgießmaschine zurückgezogen wird.

Zusammenfassung
Durch diesen Artikel haben Sie, so glaube ich, ein gewisses Verständnis für Heißkanalspritzgießformen und Kaltkanalspritzgießformenin den eigentlichen Spritzgusswerkzeugen, bevor Herstellung von Einspritzformen muss das Kosten-Nutzen-Verhältnis berücksichtigen. Die Kosten für die Form und die Kosten für das Produkt sollten unter vielen Aspekten betrachtet werden.
Wenn die Anzahl der Produkte ist groß, Heißkanal Formen sind besser geeignet, obwohl die anfängliche Form Input-Kosten höher sein kann, wird der Preis des Produkts niedriger sein, aber der Heißkanal ist nicht geeignet für die häufige Notwendigkeit, die Farbe des Produkts zu ändern.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Mold Complete Guide for a comprehensive overview.







