 Overslaan naar inhoud
Overslaan naar inhoud 

Kunststof is een van de vier technische materialen (staal, hout, cement en kunststof), het is een synthetische hars met een hoog moleculair gewicht als belangrijkste component, op grote schaal gebruikt in de industrie, landbouw, nationale defensie en andere industrieën.
Maar kunststof heeft enkele unieke eigenschappen in vergelijking met andere materialen en deze eigenschappen bepalen enkele van de unieke gebruiksmomenten, verwerkingsmethoden, productieprocessen, enz.
In deze blog worden voornamelijk de belangrijkste punten van het structurele ontwerp van spuitgegoten plastic onderdelen uit verschillende elementen: wanddikte, trekhoek van de mal, versterking, gat, stut, klik, interferentieverbinding, tolerantie, enz.

Wanddikte
Een redelijke bepaling van de wanddikte van kunststof onderdelen is erg belangrijk, andere vormen en maten zoals wapening en afgeronde hoeken worden gebruikt als referentie voor de wanddikte.
De wanddikte van kunststof producten wordt voornamelijk bepaald door het gebruik van kunststof eisen, dat wil zeggen, het product moet bestand zijn tegen externe krachten, of als een ondersteuning voor andere onderdelen, de keuze van kunststof materiaaleigenschappen, gewicht, elektrische eigenschappen, maatnauwkeurigheid en stabiliteit, maar ook assemblage en andere eisen.
De algemene thermoplastische wanddikte is ontworpen in het bereik van 1 tot 6 mm. De meest gebruikte is 2 tot 3 mm, en er zijn ook grote onderdelen verkrijgbaar van meer dan 6 mm.
A. Ongelijke wanddikte
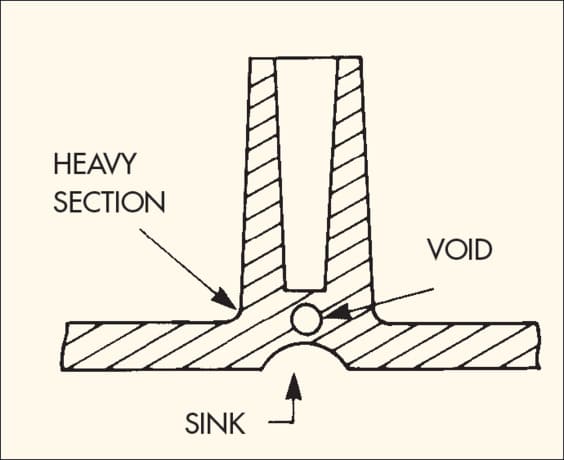
Een uniforme wanddikte is een belangrijk principe bij het ontwerp van kunststof onderdelen. Als de nominale wanddikte niet uniform is, is de vulsnelheid van de kunststofsmelting en de krimp van de koeling niet uniform, wat depressie, vacuümbellen, vervorming en zelfs barsten kan veroorzaken, of zelfs kan leiden tot krimpsporen, thermische spanning, vervorming van het doorbuigingsdeel, verschillende kleuren of verschillende transparantie.
Als je een kleinere wanddikte neemt, zullen de sterkte en stijfheid van het product slecht zijn in gebruik en montage. Vanuit economisch oogpunt verhogen te dikke producten niet alleen de materiaalkosten, maar verlengen ze ook de productiecyclus. De dikke lijmlaag koelt langzamer af dan de volgende dunne lijmlaag, waardoor krimpsporen ontstaan.
B. Overgang wanddikte
De meeste dikkere lijmen kunnen worden ontworpen met versterking om de totale wanddikte te veranderen. Dit bespaart niet alleen materiaal- en productiekosten, maar kan ook koeltijd besparen, die ongeveer evenredig is met de wand.
Bovendien houdt het ontwerp van de wanddikte ook rekening met de stroming, d.w.z. de afstand van de smelt van de poort tot elk deel van de holte.
Als de verhouding tussen debiet en wanddikte te groot is, zal de plaats ver van de poort een tekort aan materiaal hebben, waarvan vaak wordt gezegd dat hij niet vol is. Daarom moet, indien nodig, de wanddikte worden vergroot.

C. Scherpe hoeken
Scherpe hoeken leiden meestal tot defecte onderdelen en spanningsconcentraties. Scherpe hoeken veroorzaken vaak ongewenste materiaalophoping na nabehandelingsprocessen, zoals plateren en verven.
Geconcentreerde spanningsgebieden kunnen breken bij belasting of impact, dus we moeten scherpe hoeken vermijden bij het ontwerpen.
De richting van het loslaten van de mal en de trekhelling van de mal
Elke spuitgegoten product moet eerst de richting van de matrijsopening en de deellijn bepalen aan het begin van het ontwerp om ervoor te zorgen dat het kernuittrekmechanisme zoveel mogelijk wordt beperkt en om de impact van de deellijn op het uiterlijk te elimineren.
Nadat de richting van de matrijsopening is bepaald, moeten de versterkingsstaven, clips, bulten en andere structuren van het product zo worden ontworpen dat ze zoveel mogelijk overeenkomen met de richting van de matrijsopening om kernextractie te voorkomen, de deellijn te verminderen en de levensduur van de matrijs te verlengen. Nadat de richting van de matrijsopening is bepaald, kunnen de juiste deellijnen worden gekozen om het uiterlijk en de prestaties te verbeteren.
Wanneer het spuitgietproduct wordt vrijgegeven uit de beweging van de gietvorm, worden de vrijgavekracht en de openingskracht overwonnen. Het openen van de matrijs verwijst naar het loslaten van de vorm van het spuitgietproduct uit de matrijsholte. Het spuitgietmatrijsdeel krimpt tijdens het afkoelingsproces en het gatwanddeel oefent een klemkracht uit op de kern.
Wrijving tussen het vormdeel en de kern tijdens het openen van de mal, vacuümadsorptie op de bodem van de gatafdichting tijdens het openen van de mal en vele redenen waarom de loslaatkracht veel groter is dan de spuitgietvorm openingskracht.
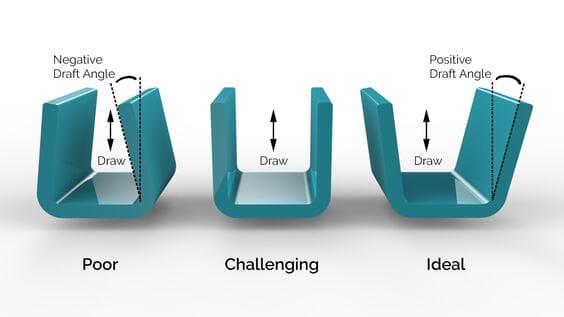
Een te grote release force kan vervorming, wit worden, rimpelen en oppervlakteschuring van het onderdeel veroorzaken. De helling van de matrijsvrijgave is een belangrijke factor bij het bepalen van de grootte van de vrijgavekracht.
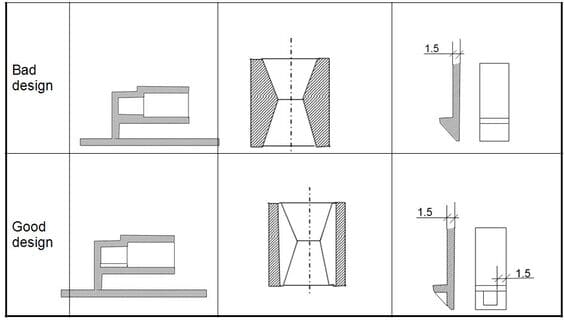
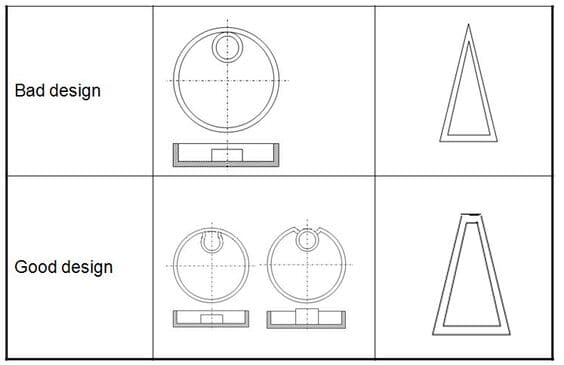
Om de wanddikte van het product gelijkmatig te maken en te voorkomen dat het product zich vasthecht aan de hetere holle matrijs nadat de matrijs is geopend, moet de losmaakhoek gelijk zijn voor zowel de holle als de bolle matrijs.
In speciale gevallen, als het product na opening aan de holle matrijs moet worden bevestigd, kan de uitloophoek van de aangrenzende holle matrijs echter passend worden verkleind of kan er opzettelijk een juiste hoeveelheid speling worden toegevoegd aan de holle matrijs.
Er bestaat geen vastomlijnde maat voor de trekhoek van de matrijs, maar deze wordt meestal bepaald door empirische waarden. Over het algemeen kan voor sterk gepolijste buitenwanden een uittrekhoek van 1/8° of 1/4° worden gebruikt, terwijl voor producten met diepe of geweven patronen een overeenkomstige vergroting van de uittrekhoek nodig is.
Bovendien, bij het overwegen van de release helling, in principe, hoe groter de helling, hoe beter voor de release, maar moet aandacht besteden aan de maatnauwkeurigheid van de kunststof onderdelen te waarborgen, moet de grootte fout veroorzaakt door de release helling worden gecontroleerd binnen het bereik van de dimensionale nauwkeurigheid. De krimp en complexe vorm van de kunststof onderdelen moet een grotere release hoek te overwegen.

De versterking
De sterkte van het kunststofdeel neemt niet volledig toe met de wanddikte. Integendeel, door de toename van de wanddikte veroorzaakt door krimp en inwendige spanning, maar vermindert de sterkte. De sterkte van kunststof onderdelen aan de stijfheid van de belangrijkste, meer dunwandige stijl combinatie structuur, het opzetten van versterking in de overeenkomstige delen aan de dwarsdoorsnede moment van traagheid te verbeteren.
Maar na het toevoegen van de wapening zal de verbinding tussen de wapening en de hoofdmuur zeker dikker worden, en deze dikte hangt meestal af van de maximale cirkel van de binnenste snede, dat wil zeggen, afhankelijk van de dikte van de pees en de straal van de wortel van de hoek.

Wapening krimpdelen
De dikte van de wapening moet geminimaliseerd worden, maar dit is ook beperkt. Als de dikte van de pees te klein is, is het nodig om de hoogte van de pees te vergroten om de stijfheid te verhogen.
De pees is te dun wanneer de pees wordt ingedrukt, de pees is gemakkelijk vervormd, het materiaal is niet gemakkelijk te vullen bij het vormen, kleverige schimmel, en andere problemen. Natuurlijk kan de straal van de onderste hoek van de pees niet te klein zijn, anders speelt het geen rol bij het verminderen van de spanningsconcentratie.
In het algemeen moet de straal van de hoek van de staafwortel niet minder zijn dan 40% van de staafdikte, de staafdikte moet tussen 50% en 75% van de juiste wanddikte van het basismateriaal liggen, de hoge verhouding is beperkt tot kleine krimp van de materiaalstroom.
De hoogte van de staaf moet minder zijn dan vijf keer de dikte van het basismateriaal. De staven moeten vrijloophoeken hebben en in de richting van de vrijlating of een beweegbare matrijs worden geplaatst. De afstand tussen de staven moet groter zijn dan twee keer de dikte van het basismateriaal.
Bovendien willen we meestal dat een onderdeel in alle richtingen even stijf is, en de eenvoudigste manier om dit resultaat te bereiken is door staven toe te voegen aan het onderdeel in zowel de transversale als de longitudinale richting en ze verticaal te laten snijden.
Er is echter ook het probleem dat de wanddikte op het snijpunt toeneemt, waardoor de kans op krimp toeneemt. Over het algemeen kan in dit geval een cirkelvormig gat worden toegevoegd aan de kruising om een uniforme wanddikte te creëren.
Het gat
In de plastic onderdelen op het gat te maken en andere delen aan te sluiten of de combinatie van product functie te verhogen is een veel voorkomende methode, de grootte en de locatie van het gat moet proberen niet om een impact op de sterkte van het product of de complexiteit van de productie te verhogen vormen, de volgende zijn verschillende factoren die moeten worden overwogen bij het ontwerpen van het gat.
1. De afstand tussen de verbonden gaten of de afstand tussen de gaten en de rechte randen van de aangrenzende producten mag niet kleiner zijn dan de diameter van de gaten, vooral de waarde van de rand moet zo groot mogelijk zijn, anders is de perforatiepositie gevoelig voor breuk.
Als er schroefdraad aan het gat zit, is de afstand tussen het schroefgat en de rand van het product meestal groter dan drie keer de diameter van het gat.
2. De soorten gaten zijn over het algemeen doorgaande gaten, blinde gaten en getrapte gaten. Vanuit het oogpunt van assemblage worden doorlopende gaten meer gebruikt dan blinde gaten en zijn ze gemakkelijker te maken dan blinde gaten.
Vanuit het oogpunt van matrijsontwerp zal het ontwerp van een doorvoergat ook handiger van structuur zijn, dat gevormd kan worden door de combinatie van twee kernen op de bewegende matrijs en de vaste matrijs of gevormd kan worden door slechts één kern op de bewegende matrijs of de vaste matrijs.
De eerste vormt twee vrijdragende balken onder invloed van vloeibare plastiek, maar de krachtarm is kort en de vervorming is niet groot. De laatste heeft schootverbindingen met zowel bewegende als vaste mallen en vormt meestal een eenvoudige steunbalk met weinig vervorming.
Als er twee kernen worden gebruikt, moeten de diameters van de twee kernen iets verschillen om te voorkomen dat het product knikt door de lichte afwijking van de as van de twee zijpennen, en de twee uiteinden van de verbinding moeten vlak worden geslepen.
Kernen met een blind gat zijn volledig vrijdragende balken die gemakkelijk worden gebogen door de impact van vloeibare kunststof en het gevormde gat zal een gevormd gat worden. Als de diameter van het blinde gat slechts 1,5 mm of minder is, mag de diepte van het blinde gat niet groter zijn dan de diameter. En de dikte van de bodemwand van het blinde gat mag niet minder zijn dan een zesde van de gatdiameter, anders treedt er krimp op.
3. Zijgaten worden vaak gevormd door de zijkernmethode, waardoor de kosten van de matrijs toenemen. Als de zijkern te lang is, breekt hij gemakkelijk, waardoor de onderhoudskosten van de matrijs toenemen.

Pijler
De pijler steekt uit de uniforme wanddikte van het rubber en wordt gebruikt om producten te assembleren, objecten te scheiden en andere onderdelen te ondersteunen. Holle pijlers kunnen worden gebruikt om onderdelen in te bedden, schroeven vast te draaien, enz.
Deze toepassingen moeten voldoende sterk zijn om de druk te ondersteunen zonder te breken. Pilaren worden meestal cilindrisch gemaakt omdat ze gemakkelijk te gieten zijn en goede mechanische eigenschappen hebben.
In het algemeen moet de pijler niet worden ontworpen als een afzonderlijke cilinder, maar zoveel mogelijk worden verbonden met de buitenwand of worden gebruikt met wapening, om de pijler te versterken en het vloeien van de lijm soepeler te laten verlopen, en de verbinding met de buitenwand moet een dunwandige verbinding worden om krimp te voorkomen.

De wanddikte van de pilaar moet tussen 0,5 en 0,75 van de dikte van het basismateriaal liggen en het bovenste gat van de pilaar moet afgeschuind zijn om de installatie van de schroefgeleider te vergemakkelijken.
Het bovenste gat van de kolom moet worden afgeschuind om de installatie van de schroefgeleider te vergemakkelijken. De kolom moet een schimmeltrekhelling hebben. Deze punten zijn vergelijkbaar met de ontwerpeisen van betonstaal, dus er kan ook gezegd worden dat de kolom een variatie is op de staaf.
Snap
Snap montage is een handige montage, kostenbesparend, groene verbinding, omdat de combinatie van snap onderdelen in de productie van afgewerkte producten op hetzelfde moment gieten, montage zonder andere vergrendeling accessoires zoals schroeven, zolang de combinatie van de twee zijden van de gesp positie met elkaar te breken.
Het principe van de snap is het bevorderen van een deel van de projectie door het andere deel van het obstakel, in het proces van het bevorderen van de elastische vervorming, wanneer door het obstakel om de oorspronkelijke staat van de twee samen te herstellen.
Interferentieverbinding
Gaten en assen worden verbonden door interferentiepasvorm om koppel en andere functies over te brengen, interferentieverbinding is handiger en eenvoudiger. De belangrijkste overweging in het ontwerpproces is de hoeveelheid interferentie, als de hoeveelheid interferentie te klein is, is de verbinding niet betrouwbaar, als de interferentie te groot is, is het moeilijk te monteren, maar ook gemakkelijk te breken.
In het ontwerpproces moet rekening worden gehouden met de tolerantie van het gat en de as en met de werktemperatuur, omdat de temperatuur direct van invloed is op de grootte van de interferentie.
In de meeste gevallen is de as een metalen as en om de betrouwbaarheid van de verbinding te garanderen, worden er tijdens het ontwerp gekartelde groeven op de tegenas aangebracht. De algemene mate van interferentie kan worden berekend met de volgende formule.
Y=Sd( (K+v mouw)/E mouw)/K
Waar S de ontwerpspanning is, v de verhouding van Poisson, E de elasticiteitsmodulus, K de geometrische coëfficiënt en K kan worden berekend met de volgende formule.
K = (1+(d/D)2)/(1 - (d/D)2)
De koppelingskracht kan met de volgende formule worden berekend: W = Sdlπμ/K
μ is de wrijvingscoëfficiënt en l is de koppelingslengte.
Bovendien zijn de verbindingsmethoden tussen plastic onderdelen warm klinken, lassen, ultrasoon lassen, enz.
De impact van tolerantie
De meeste kunststof producten kunnen hoge precisie bereiken met maattoleranties, terwijl sommige hoge krimp en sommige zachte materialen moeilijker te controleren zijn.
Daarom moet het productontwerpproces rekening houden met het gebruik van de productomgeving, plastic materialen, productvorm, enz. om de striktheid van toleranties vast te stellen.
Omdat de eisen van de klant steeds hoger worden, moet het vorige concept van pasvorm langzaam worden herzien. Pasvorm, precisie en esthetiek moeten tegelijkertijd in het product naar voren komen.
Hoe hoger de tolerantie, hoe hoger de kwaliteit van het product, maar hoe hoger de kosten en hoe meer tijd het kost om aan de eisen te voldoen. de De spuitgieten proces is over het algemeen onderverdeeld in drie kwaliteitsniveaus, namelijk algemeen gebruik spuitgietenmatig precisiegieten en precisie spuitgieten.
voor algemeen gebruik spuitgieten proces vereist een laag niveau van kwaliteitscontrole en wordt gekenmerkt door lage retourpercentages en snelle productiecycli. Middelgrootprecisie spuitgieten kan duurder zijn omdat het hogere eisen stelt aan de matrijs- en productieproductie proces, waardoor regelmatige kwaliteitscontroles nodig zijn.
Het derde type, precisie spuitgieten van dunne wanden cyclus, vereist nauwkeurige mallenoptimale productieomstandigheden en 100% continue productiebewaking. Dit beïnvloedt de productiecyclustijd en verhoogt de productiekosten per eenheid en de kosten voor kwaliteitscontrole.
Vanuit het oogpunt van productkwaliteit geldt natuurlijk: hoe hoger de nauwkeurigheid, hoe beter, maar vanuit het oogpunt van economische productiekosten geldt: hoe lager, hoe goedkoper. Een ontwerper moet op dit moment kiezen tussen deze twee.
In het algemeen, om de prestaties te ontmoeten, en verschijningseisen, met de vereisten van het uitgangspunt van aangewezen ontspanning van niet-kritieke groottetolerantie.

De materiaalkeuze
In het algemeen bestaat er geen slecht materiaal, alleen het verkeerde materiaal dat op een bepaald gebied wordt gebruikt. Daarom moet de ontwerper de prestaties van de verschillende beschikbare materialen grondig begrijpen en deze materialen zorgvuldig testen om hun impact op de prestaties van gegoten en verwerkte producten met verschillende factoren te bestuderen.
De meest gebruikte in kunststof spuitgieten productie materiaal is thermoplastisch. Het kan verder worden onderverdeeld in amorfe en semikristallijne kunststoffen. Deze twee soorten materialen verschillen aanzienlijk in hun moleculaire structuur en eigenschappen die beïnvloed worden door kristallisatie.
Over het algemeen worden semikristallijne thermoplasten vooral gebruikt voor mechanisch sterke onderdelen, terwijl amorfe thermoplasten vaak worden gebruikt voor behuizingen omdat ze niet gemakkelijk buigen.
Thermoplasten zijn verkrijgbaar in onversterkte, glasvezelversterkte, minerale en met glasvocht gevulde varianten.
Glasvezels worden voornamelijk gebruikt om de sterkte, stijfheid en toepassingstemperatuur te verhogen; mineralen en glasvezels hebben een lager versterkend effect en worden voornamelijk gebruikt om kromtrekken te verminderen. De exacte hoeveelheid verandering in plastische eigenschappen door toevoeging van versterkingen moet worden geverifieerd door navraag te doen bij de leverancier van het materiaal of door te experimenteren.
Sommige thermoplastische materialen, met name PA6 en PA66, zijn sterk hygroscopisch. Dit kan een aanzienlijke invloed hebben op hun mechanische eigenschappen en maatvastheid.
Sommige vereisten hebben te maken met verwerkingsoverwegingen en assemblage. Het is ook belangrijk om de concentratie van verschillende functies in één onderdeel te onderzoeken, wat dure montagekosten kan besparen.
Deze richtlijn is zeer nuttig voor het berekenen van de productiekosten. In de prijsberekening is te zien dat niet alleen rekening moet worden gehouden met de prijs van grondstoffen, maar ook dat materialen met hoge prestaties (stijfheid, taaiheid) kunnen leiden tot dunnere wanddiktes en dus kortere productiecycli. Daarom is het belangrijk om alle criteria op een rijtje te zetten en ze systematisch te evalueren.
Afgeronde hoeken
Scherpe hoeken leiden meestal tot onderdelen met defecten en spanningsconcentraties, waar geconcentreerde spanningen kunnen breken bij belasting of schokken.
Grotere afgeronde hoeken bieden een oplossing voor dit nadeel, omdat ze niet alleen de spanningsconcentratiefactor verminderen, maar ook het vloeien van de kunststof soepeler en gemakkelijker maken wanneer het eindproduct uit de mal komt. Als de binnenhoeken afgerond zijn en de buitenhoeken scherp, zullen de hoeken nog steeds dikker zijn dan de rest en zal er nog steeds krimp optreden.
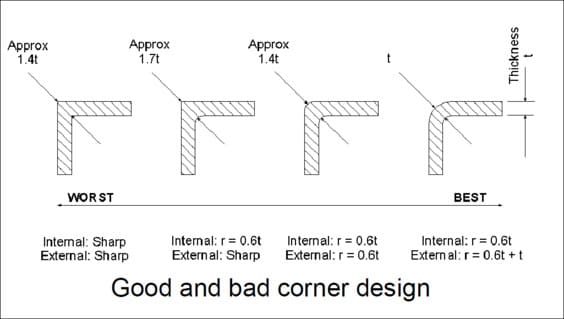
We kunnen de uniforme wanddikte uniform maken door zowel de binnen- als de buitenhoek af te ronden, in welk geval de buitenhoek de som is van de binnenhoek plus de basiswanddikte.
De ontwerprichtlijn van het hoekbeetje is ook van toepassing op het overhangende balk-type bevestigingsbeetje. Omdat deze bevestigingsmethode nodig is om de cantileverarm ingebed te buigen, illustreert het ontwerp van de hoekpositie dat als de hoekboogpositie R te klein is, de spanningsconcentratiecoëfficiënt te groot wordt, waardoor het product gemakkelijk breekt bij het buigen, boogpositie R te groot is, is het gemakkelijk om krimplijnen en holte te verschijnen.
Daarom hebben de boogpositie en de wanddikte een bepaalde verhouding. Over het algemeen ligt de verhouding tussen 0,2 en 0,6, de ideale waarde is 0,5 of zo.
Conclusie
In dit document analyseren we de ontwerppunten van spuitgegoten onderdelen vanuit de aspecten wanddikte, trekhoek, wapening, gat, schoor, klik, interferentieverbinding, tolerantie en afgeronde hoek.
Natuurlijk is het ontwerp van spuitgegoten producten wordt ook beperkt door de omgeving, voorwaarden en vereisten, dus het is noodzakelijk om met specifieke situaties om te gaan.






