 Ir al contenido
Ir al contenido 

A lo largo de los años, la tecnología de fabricación de moldeo por inyección ha avanzado mucho. Ahora existen seis técnicas comunes de producción de moldeo por inyección: moldeo por inyección por compresión, moldeo por inyección con venteo, moldeo por inyección a baja presión, moldeo por inyección asistido por gas, moldeo por inyección asistido por agua y moldeo por inyección de alto brillo.
El proceso de moldeo por inyección se refiere al proceso de fabricar piezas semiterminadas de cierta forma mediante presurización, inyección, enfriamiento y desprendimiento de las materias primas fundidas.

El proceso de fabricación de moldeo por inyección de plástico incluye principalmente cierre del molde — llenado — (asistido por gas, asistido por agua) mantenimiento de presión — enfriamiento — apertura — desmoldeo y otras seis etapas. -Apertura del molde – Desmoldeo y otras seis etapas.
El moldeo por inyección se divide en los siguientes seis tipos, aprendamos más sobre ellos.
Moldeo por inyección y compresión
El moldeo por compresión es una forma avanzada del moldeo por inyección convencional.
Ventajas del moldeo por inyección-compresión
Aumenta la relación de longitud de flujo de la pieza moldeada por inyección; utiliza menos fuerza de sujeción y presión de inyección; reduce el estrés interno en el material; y aumenta la productividad del procesamiento.
Moldeo por inyección y compresión adaptado a los casos de uso
Es bien sabido que las lentes ópticas requieren alta precisión geométrica, dimensiones exactas y baja deformación, lo cual es difícil de lograr con el moldeo por inyección general.
Aplicaciones de moldeo por inyección y compresión
Para diversos productos fabricados con plásticos termoplásticos de ingeniería, como piezas curvas de gran tamaño, piezas miniaturizadas de paredes finas, lentes ópticas y piezas con buenos requisitos de resistencia al impacto.

Moldeo por inyección
Moldeo por inyección con venteo: El propósito del proceso de "venteo" es proporcionar una oportunidad para que los productos de fisión volátiles generados durante el proceso de polimerización-solidificación sean emitidos.
Si estos gases no se expulsan de la cavidad, el resultado serán productos incompletos o burbujas de aire en el cierre.
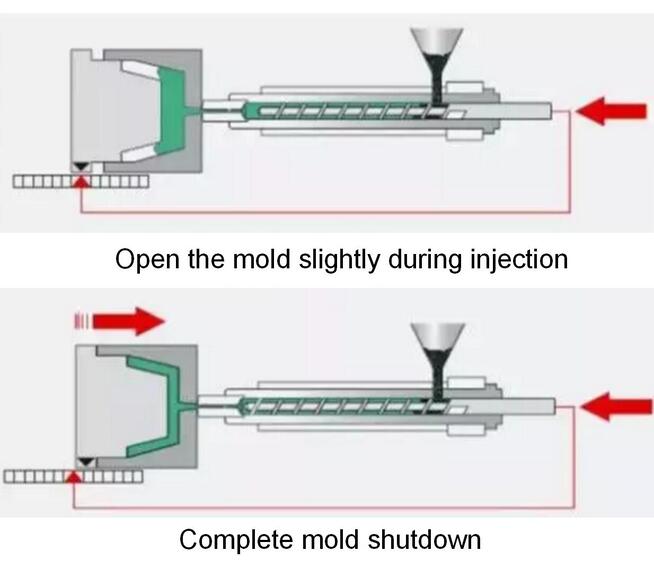
Secuencia de moldeo por inyección
1. Suspender la inyección cuando el volumen de inyección alcance aproximadamente 80%-95%.
2. Abra el molde unos 0,1-0,2 mm para permitir la descarga del gas volátil.
3. Cierre el molde por segunda vez e inyecte el volumen de inyección restante.

Ventilación Moldeo por inyección Casos de aplicación
Producto fabricado: placa de filtro prensa 1500×1500
Número de cavidades: 1 cavidad
Material: PP (índice de fluidez 0,2 alta viscosidad)
Máquina de moldeo por inyección: BU4000 con cilindro de almacenamiento 6800T
Proceso de moldeo: moldeo por inyección por compresión
Moldeo por inyección a baja presión
El proceso de moldeo por inyección a baja presión es un tipo de proceso de encapsulación que utiliza una presión de inyección muy baja para inyectar material termofusible en el molde y curarlo rápidamente, aprovechando las excelentes propiedades de sellado del material termofusible y sus excelentes propiedades físicas y químicas para lograr aislamiento, resistencia a la temperatura, resistencia al impacto, amortiguación de vibraciones, protección contra la humedad, impermeabilidad, protección contra el polvo, resistencia a la corrosión química, etc., para desempeñar un buen papel en la protección de componentes electrónicos.
La sensibilidad del cuero, la madera, el tejido de fibra, la película decorativa de PVC/TPO/PUR requiere una presión de inyección reducida.
Casos de aplicación del moldeo por inyección a baja presión

Moldeo por inyección asistida por gas
Moldeo por inyección asistida por gas Proceso GAIM
Etapa de inyección (parcial) - Etapa de inflado (N2) - Etapa de mantenimiento del gas (presión constante del aire de refrigeración) - Etapa de reducción de la presión - Etapa de desmoldeo
Composición de la unidad GAIM.
Generador de presión de gas, unidad de control de gas, dispositivo de inyección de gas, dispositivo de recuperación de gas

Ejemplo de aplicación de moldeo por inyección asistida por gas

Moldeo por inyección asistida por agua
La tecnología de moldeo por inyección asistida por agua es un proceso avanzado de moldeo por inyección en el cual una porción del material fundido se inyecta en la cavidad del molde y luego se inyecta agua a alta presión en el material fundido a través del equipo para finalmente moldear la pieza de trabajo.
Debido a la incompresibilidad del agua, formando así una interfaz sólida en el extremo delantero del agua, la pared interior del producto se extruye en una cavidad, y el extremo delantero del agua también desempeña el papel de enfriamiento rápido.
Por lo tanto, la tecnología asistida por agua tiene muchas ventajas que no pueden compararse con la tecnología asistida por gas. Los estudios y las aplicaciones han demostrado que la tecnología asistida por agua puede generar paredes de cavidad más finas y uniformes, y que la superficie de la pared interior del canal es muy lisa.
Especialmente en el caso de piezas de paredes gruesas, el tiempo de enfriamiento de la asistencia por agua puede reducirse considerablemente en comparación con la asistencia por gas.

Moldeo por inyección de alto brillo
El proceso básico de moldeo por inyección de alto brillo es utilizar vapor de agua a alta temperatura y alta presión para calentar rápidamente la superficie del molde antes de moldeo por inyecciónDe este modo, la temperatura de la superficie de la cavidad de moldeo supera la temperatura de transferencia vítrea (Tg) del material plástico resinoso y, a continuación, la masa fundida plastificada se inyecta en la cavidad cerrada del molde.

Una vez finalizada la inyección, se interrumpe el suministro de aire y el vapor de agua de la tubería es expulsado por la presión del aire, tras lo cual se pasa el agua de refrigeración para que la temperatura del molde descienda rápidamente hasta que se enfríe y se abra el molde para sacar el producto.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.






