 Ir al contenido
Ir al contenido 
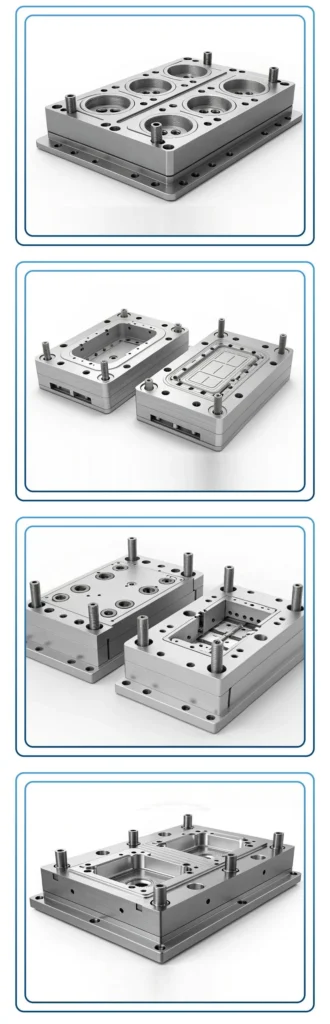
Molde de inyección de acero conforme a la FDA/CE
Descubra en Zetar Mold las soluciones de acero para moldes de inyección que cumplen la normativa FDA/CE, garantizando seguridad y calidad en su fabricación con materiales fiables.

Guía completa de soluciones de acero para moldes de inyección que cumplen la normativa FDA/CE
Definición del acero para moldes de inyección conforme a la FDA/CE
El acero para moldes de inyección conforme a la FDA/CE se refiere a grados específicos de acero, o aceros con tratamientos superficiales particulares, que se consideran seguros para su uso en la fabricación de moldes que producen piezas que entran en contacto directo o indirecto con alimentos, bebidas, dispositivos médicos o productos farmacéuticos.
1. Principios básicos:
① No toxicidad: El acero no debe liberar sustancias nocivas en los productos que ayuda a crear. Sus componentes no deben migrar a los alimentos o productos médicos en cantidades que puedan poner en peligro la salud humana.
② Resistencia a la corrosión: La alta resistencia a la corrosión es primordial, ya que evita la formación de óxido u otros productos de reacción que podrían contaminar las piezas moldeadas. Esto es especialmente importante cuando se moldean polímeros corrosivos o cuando los moldes se someten a agentes de limpieza agresivos o entornos húmedos.
③ Inercia: El acero no debe provocar un cambio inaceptable en la composición del alimento o producto médico, ni deteriorar sus características organolépticas (sabor, olor).
Limpieza: La superficie del molde debe poder limpiarse fácil y eficazmente y, en caso necesario, esterilizarse para evitar la contaminación microbiana. Esto implica a menudo un pulido de alta calidad.
2. Conceptos básicos:
① Conformidad con la FDA: En Estados Unidos, la FDA regula los materiales que entran en contacto con los alimentos en virtud del Título 21 del Código de Reglamentos Federales (CFR). Aunque la FDA no suele "aprobar" directamente los aceros para moldes, los materiales utilizados deben ser "Generally Recognized As Safe" (GRAS) o cumplir requisitos específicos para sustancias en contacto con alimentos (FCS). A menudo se prefieren los aceros inoxidables por su inercia y resistencia a la corrosión.
② Conformidad CE: En la Unión Europea, el Reglamento (CE) nº 1935/2004 es el reglamento marco para los materiales en contacto con alimentos (MCA). Estipula que los materiales no deben transferir sus componentes a los alimentos en cantidades que puedan poner en peligro la salud humana, modificar la composición de los alimentos de forma inaceptable o deteriorar sus propiedades organolépticas. En el caso de los metales y las aleaciones, las medidas específicas están menos armonizadas en la UE que en el de los plásticos, pero se aplican requisitos generales de seguridad, y la legislación nacional o las normas industriales (como las del Consejo de Europa) suelen servir de orientación. También son cruciales las Buenas Prácticas de Fabricación (BPF) según el Reglamento (CE) nº 2023/2006.

Clasificación y tipos de aceros para moldes conformados
Los aceros para moldes que cumplen la normativa FDA/CE pueden clasificarse en función de varios criterios, lo que ayuda a los fabricantes a seleccionar la opción más adecuada para sus necesidades específicas.
1. Por composición del material:
① Aceros inoxidables:
- Aceros inoxidables austeníticos (por ejemplo, AISI 304, 316, 316L): Ofrecen una excelente resistencia a la corrosión y buena conformabilidad, pero generalmente menor dureza a menos que se trabajen en frío. Las calidades 316/316L suelen preferirse por su mayor resistencia a la corrosión, especialmente a los cloruros.
- Aceros inoxidables martensíticos (por ejemplo, AISI 420, 420 modificado, 440B/C): Pueden tratarse térmicamente para conseguir una gran dureza y resistencia al desgaste, lo que los hace adecuados para bordes de corte o zonas de gran desgaste en moldes. Ofrecen buena resistencia a la corrosión, aunque generalmente menor que los grados austeníticos. Las calidades como Uddeholm Stavax ESR (420 modificado) están diseñadas específicamente para moldes que requieren una gran capacidad de pulido y resistencia a la corrosión.
- Aceros inoxidables de endurecimiento por precipitación (PH) (por ejemplo, 17-4 PH): Combinan una buena resistencia a la corrosión con una alta resistencia y dureza, alcanzables mediante un único tratamiento térmico a baja temperatura.
② Aceros especiales para herramientas (con características o revestimientos conformes): Algunos aceros para herramientas templados o cementados pueden utilizarse si su composición es intrínsecamente segura o si se tratan con recubrimientos superficiales conformes a la FDA/CE (por ejemplo, determinados recubrimientos PVD como TiN o CrN si están certificados). La lixiviabilidad del material base es un factor clave.
2. Por nivel de resistencia a la corrosión:
① Resistencia a la corrosión de uso general: Adecuado para polímeros y entornos menos agresivos (por ejemplo, algunos aceros inoxidables de la serie 400).
② Alta resistencia a la corrosión: Esencial para el moldeo de polímeros agresivos (p. ej., PVC, plásticos ignífugos que liberan gases corrosivos) o para moldes que funcionan en entornos húmedos/condensados o sujetos a una limpieza frecuente y agresiva (p. ej., 316L, grados martensíticos especializados como Stavax ESR).
3. Por dureza y resistencia al desgaste:
① Aceros de menor dureza: Más fácil de mecanizar, pero puede ofrecer una vida útil del molde más corta para materiales abrasivos o producción de gran volumen (por ejemplo, aceros inoxidables austeníticos recocidos).
② Aceros de alta dureza: Proporcionan una excelente resistencia al desgaste y longevidad del molde, pero pueden ser más difíciles de mecanizar y pulir (por ejemplo, los aceros inoxidables martensíticos endurecidos).
4. Por enfoque normativo (aunque a menudo se solapan):
① Aceros que cumplen principalmente las directrices de la FDA: A menudo se seleccionan en función del uso histórico, el estatus GRAS y las certificaciones del proveedor para el contacto con alimentos.
② Aceros que cumplen principalmente la normativa CE: Se seleccionan en función del cumplimiento de la Directiva (CE) nº 1935/2004 y de las medidas específicas o directrices nacionales pertinentes, y a menudo exigen una declaración de conformidad (DdC) del proveedor.
Nota: Muchos aceros inoxidables de alta calidad cumplen intrínsecamente los requisitos de las directrices de la FDA y la CE debido a su naturaleza inerte y su resistencia a la corrosión.
Escenarios de aplicación y casos de uso típicos
Los aceros para moldes que cumplen la normativa FDA/CE son indispensables en industrias en las que la seguridad y la higiene de los productos no son negociables.
1. Envasado de alimentos y bebidas:
① Recipientes y tapas: Moldes de inyección para producir vasos de yogur, tarrinas de mantequilla, bandejas de alimentos, tapones y cierres. El acero debe resistir la corrosión de los ácidos alimentarios y los productos de limpieza.
② Cubiertos y utensilios: Moldes para cubiertos de plástico desechables o reutilizables.
③ Ejemplo: Una empresa de productos lácteos necesita moldes para vasos de yogur de PP (polipropileno). Se elige un acero inoxidable martensítico como el AISI 420 modificado por su buena capacidad de pulido (para facilitar el desprendimiento de piezas y la higiene) y su resistencia a la corrosión frente a posibles residuos de ácido láctico y soluciones de limpieza.
2. Productos sanitarios:
① Instrumentos y componentes quirúrgicos: Moldes para herramientas quirúrgicas desechables, componentes de dispositivos de diagnóstico y sistemas de administración de fármacos (por ejemplo, piezas de inhaladores, componentes de jeringuillas).
② Moldes de dispositivos implantables (indirectos): Aunque el implante final puede ser de silicona o PEEK, los moldes para estos componentes deben cumplir estrictas normas de limpieza y no contaminación.
③ Ejemplo: Fabricación de moldes para carcasas de policarbonato (PC) para equipos de análisis de sangre. Un acero inoxidable de gran pureza y resistente a la corrosión como Uddeholm Corrax (un acero inoxidable PH) podría seleccionarse por su excelente estabilidad dimensional, resistencia a la corrosión y facilidad de limpieza, fundamentales para evitar la contaminación cruzada.
3. Envasado farmacéutico:
① Moldes para blísteres de comprimidos: Moldes para la formación de cavidades en envases blíster farmacéuticos.
② Tapones y cierres de viales: Moldes de precisión para garantizar la integridad del sellado y la no contaminación de los productos estériles.
③ Ejemplo: Moldes para tapones de HDPE (polietileno de alta densidad) para frascos de medicamentos. Un acero como el inoxidable 316L podría utilizarse cuando la resistencia a productos químicos o métodos de esterilización específicos sea primordial.
4. Productos para bebés:
Biberones, tetinas y chupetes: Moldes para artículos que entran en contacto oral directo con los bebés.
② Juguetes destinados a ser mordidos: Cuando los componentes de plástico se moldean por inyección.
③ Ejemplo: Moldes para tetinas de biberón de silicona. El acero del molde debe ser muy pulible para que la superficie de la pieza de silicona quede lisa, y no debe filtrar ninguna sustancia nociva. Un acero inoxidable de alta calidad es esencial.
5. Envasado de cosméticos:
Envases para cremas y lociones: Moldes para tarros, tubos y dispensadores en los que la pureza del producto es importante.
6. Fabricación de productos de silicona:
Muchos productos de silicona, especialmente los de grado médico y alimentario (por ejemplo, utensilios para hornear, juntas, tubos), se moldean por inyección. El acero del molde debe ser compatible con el procesamiento de la silicona (a menudo a altas temperaturas) y garantizar la pureza de la pieza de silicona final. También es fundamental una alta pulibilidad para facilitar el desmoldeo de las piezas de silicona.
Ventajas de los aceros para moldes conformes con la FDA/CE
El uso de aceros para moldes conformes ofrece ventajas significativas que van más allá del mero cumplimiento de la normativa.
1. Mayor seguridad de los productos: Minimiza el riesgo de migración de sustancias nocivas del moho al producto, protegiendo la salud del consumidor.
2. Cumplimiento de la normativa: Garantiza el cumplimiento de las estrictas normativas de la FDA y la CE, evitando problemas legales, multas y retiradas de productos.
3. Protección de la marca y reputación: Demuestra un compromiso con la calidad y la seguridad, reforzando la confianza de la marca y del consumidor.
4. Mejora de la calidad del producto: La resistencia a la corrosión impide que el óxido y otros contaminantes estropeen la superficie de las piezas moldeadas, lo que se traduce en una mayor calidad estética y menos rechazos.
5. Prolongación de la vida útil del moho en entornos específicos: Resistente a polímeros corrosivos (por ejemplo, PVC, algunos retardantes de llama) y agentes de limpieza agresivos, lo que prolonga la vida útil del molde.
6. Reducción del riesgo de contaminación: Las superficies lisas y muy pulibles inherentes a muchos aceros conformes son más fáciles de limpiar y menos propensas a albergar bacterias o residuos.
7. Acceso al mercado: La conformidad suele ser un requisito previo para vender productos en mercados importantes como EE.UU. y Europa.
Desventajas y limitaciones de los aceros para moldes conformes a la FDA/CE
Aunque son muy beneficiosos, estos aceros especializados también conllevan ciertas consideraciones.
1. Mayor coste de los materiales: Los aceros conformes, en particular los aceros inoxidables con alto contenido de cromo y las calidades especiales, suelen ser más caros que los aceros para herramientas estándar, como el P20 o el H13.
2. Desafíos de la maquinabilidad: Algunos aceros inoxidables, especialmente los grados austeníticos, pueden ser más difíciles de mecanizar (por ejemplo, endurecimiento por deformación, menor conductividad térmica) en comparación con los aceros para moldes convencionales, lo que puede aumentar el tiempo y el coste de fabricación.
3. 3. Menor conductividad térmica: Muchos aceros inoxidables tienen una conductividad térmica inferior a la de los aceros para herramientas estándar. Esto puede afectar a los tiempos de ciclo en el moldeo por inyección, lo que requiere un diseño cuidadoso del molde con canales de refrigeración optimizados.
4. Limitaciones de dureza (para algunos grados): Los aceros inoxidables austeníticos (por ejemplo, 304, 316) no pueden endurecerse mediante tratamiento térmico y ofrecen menor resistencia al desgaste que los aceros templados para herramientas, por lo que son menos adecuados para materiales muy abrasivos a menos que se apliquen tratamientos superficiales específicos. Los grados martensíticos superan este problema, pero pueden tener una resistencia a la corrosión ligeramente inferior a la de los mejores grados austeníticos.
5. Requisitos específicos de soldadura: La reparación o modificación de moldes fabricados con aceros inoxidables suele requerir procedimientos de soldadura y materiales de aportación especializados para mantener la resistencia a la corrosión y la integridad estructural.
6. Potencial de rozamiento: Algunos aceros inoxidables son propensos al gripado (una forma de desgaste causada por la adherencia entre superficies deslizantes) si no se lubrican adecuadamente o si el diseño de los componentes no lo tiene en cuenta.
Breve comparación con aceros no conformes
Aceros no conformes (por ejemplo, P20, H13 - cuando no están recubiertos y entran en contacto directo con alimentos/productos médicos):
① Ventaja: Menor coste, generalmente mejor mecanizabilidad, mayor conductividad térmica, buena dureza y tenacidad.
② Desventaja: Propensos a la corrosión, posibilidad de lixiviación de elementos de aleación (por ejemplo, cromo, molibdeno, vanadio en formas no estabilizadas) en los productos, no aptos para el contacto directo con alimentos o productos médicos sin revestimientos conformes, riesgo de incumplimiento de la normativa y retirada de productos.
Resumen comparativo:
La principal razón para elegir aceros conformes con la FDA/CE es la seguridad y la necesidad de cumplir la normativa. Aunque pueden plantear problemas de coste y fabricación, a menudo se ven compensados por la necesidad imperiosa de proteger la salud de los consumidores y cumplir las normas legales en aplicaciones sensibles. Los aceros no conformes son adecuados para muchas aplicaciones de moldeo de uso general, pero plantean riesgos inaceptables para los productos alimentarios, médicos o farmacéuticos.
Guía de aceros para moldes de inyección que cumplen la normativa FDA/CE
Conozca la selección, las aplicaciones, las especificaciones técnicas y las mejores prácticas para obtener piezas médicas y alimentarias seguras.
Guía completa de soluciones de acero para moldes de inyección que cumplen la normativa FDA/CE
Principales características y propiedades de los aceros conformados
El rendimiento de un acero para moldes conforme viene dictado por varias características críticas:
1. Resistencia a la corrosión:
① Mecanismo: Se consigue principalmente mediante la adición de cromo (normalmente >12%), que forma una capa pasiva, tenaz y autorreparadora de óxido de cromo (Cr₂O₃) en la superficie del acero. El molibdeno (Mo) aumenta aún más la resistencia, especialmente contra la corrosión por picaduras y grietas causada por los cloruros.
② Importancia: Evita la formación de óxido que puede contaminar las piezas, alterar el acabado superficial y obstruir los canales de refrigeración. Crucial para el moldeo de resinas corrosivas (por ejemplo, PVC, acetales con ciertos aditivos) o cuando los moldes están expuestos a ambientes húmedos o productos químicos esterilizantes.
③ Medida: A menudo se evalúa mediante ensayos de niebla salina (ASTM B117), resistencia a productos químicos específicos o ensayos electroquímicos. El número equivalente de resistencia a las picaduras (PREN = %Cr + 3,3 * %Mo + 16 * %N) es un indicador común para los aceros inoxidables.
2. Dureza y resistencia al desgaste:
① Mecanismo: Se consigue mediante elementos de aleación (como el carbono en los aceros inoxidables martensíticos) y tratamiento térmico (temple y revenido) o endurecimiento por precipitación.
② Importancia: Determina la capacidad del molde para soportar el desgaste abrasivo de los plásticos rellenos (por ejemplo, polímeros rellenos de vidrio), la acción deslizante de los componentes del molde y las muescas. Influye directamente en la vida útil del molde y en los intervalos de mantenimiento.
③ Valores típicos: Los aceros inoxidables martensíticos (por ejemplo, el 420 modificado) pueden alcanzar 48-54 HRC. Los aceros inoxidables PH también pueden alcanzar altos niveles de dureza. Los grados austeníticos son más blandos (normalmente <30 HRC in annealed state).
3. Maquinabilidad:
① Factores: Influyen la dureza, la tenacidad, la tendencia al endurecimiento por deformación y la conductividad térmica. Los aceros inoxidables, en particular los austeníticos, son conocidos por ser "gomosos" y tener un alto índice de endurecimiento por deformación, lo que requiere herramientas, velocidades de corte y avances específicos. Las calidades resulfuradas (por ejemplo, 303) ofrecen una mejor maquinabilidad, pero pueden tener una resistencia a la corrosión ligeramente reducida y no siempre se prefieren para aplicaciones de gran pureza.
② Importancia: Influye en el coste y el tiempo necesarios para la fabricación del molde.
4. Pulibilidad:
① Factores: Depende de la limpieza del acero (pocas inclusiones), la homogeneidad y la dureza. Los procesos de fabricación especializados, como la refundición por electroescoria (ESR), se utilizan para producir aceros más limpios (por ejemplo, Stavax ESR) con una excelente capacidad de pulido.
② Importancia: Crucial para conseguir acabados de piezas de alto brillo, garantizar la fácil expulsión de las piezas y mejorar la facilidad de limpieza para la higiene. Las aplicaciones médicas y ópticas suelen exigir acabados SPI A1 o A2.
5. Soldabilidad:
① Factores: Varía considerablemente según el tipo de acero. Los aceros inoxidables austeníticos suelen ser soldables. Los aceros inoxidables martensíticos requieren precalentamiento, materiales de aportación específicos y tratamiento térmico posterior a la soldadura para restablecer sus propiedades y evitar el agrietamiento.
② Importancia: Esencial para la reparación o modificación de moldes. Una soldadura incorrecta puede comprometer la resistencia a la corrosión y las propiedades mecánicas en la zona afectada por el calor.
6. Conductividad térmica:
① Valores: Los aceros inoxidables suelen tener una conductividad térmica menor (por ejemplo, 15-25 W/m-K) que los aceros comunes para herramientas como el P20 (~29-34 W/m-K) o el H13 (~25 W/m-K), y significativamente menor que las aleaciones de cobre utilizadas para insertos (~200-380 W/m-K).
② Importancia: Afecta a la eficiencia de calentamiento y enfriamiento del molde, lo que puede afectar a los tiempos de ciclo y a la calidad de la pieza (por ejemplo, alabeo, marcas de hundimiento). Los diseños de moldes pueden necesitar canales de refrigeración más amplios o estratégicamente situados.
7. Estabilidad dimensional:
① Factores: Resistencia a la deformación durante el tratamiento térmico y bajo carga térmica cíclica durante el moldeo.
② Importancia: Crítico para mantener tolerancias ajustadas en moldes de precisión durante largas series de producción. Los aceros inoxidables PH suelen presentar una buena estabilidad dimensional debido a los procesos de endurecimiento a baja temperatura.
8. Pureza y homogeneidad:
① Factores: Se consigue mediante procesos avanzados de fabricación de acero (por ejemplo, ESR, refundición por arco en vacío - VAR). Reduce las inclusiones no metálicas (sulfuros, óxidos, silicatos).
② Importancia: Mejora la capacidad de pulido, la tenacidad, la resistencia a la fatiga y la resistencia a la corrosión. Crucial para moldes de alto rendimiento.
Selección del núcleo y proceso de validación de los aceros para moldes conformes
Más que un "principio de funcionamiento" del propio acero, el proceso crítico consiste en seleccionar y validar el acero para una aplicación conforme.
1. Definir los requisitos de la aplicación:
① Identificar el producto final (envase alimentario, producto sanitario, etc.).
② Determinar el panorama normativo específico (FDA, CE, directivas/normas específicas).
③ Especifique el polímero que se va a moldear (tipo, cargas, aditivos, potencial de desgasificación corrosiva).
④ Definir el volumen de producción previsto, la vida útil del molde y la calidad requerida de la pieza (acabado superficial, tolerancias).
2. Selección inicial del material:
① Consulte las fichas técnicas y certificaciones del proveedor para conocer las declaraciones de conformidad con la FDA/CE o la idoneidad para el contacto con alimentos o productos médicos.
② Dar prioridad a los grados de acero inoxidable conocidos por su inercia y resistencia a la corrosión (por ejemplo, 316L, grados 420 modificados, aceros inoxidables PH).
③ Considerar las propiedades mecánicas necesarias (dureza, resistencia al desgaste) en función del polímero y del volumen de producción.
3. Evaluación detallada de las propiedades del acero:
① Resistencia a la corrosión: Adaptar el perfil de corrosión del acero al polímero, los productos de limpieza y el entorno operativo.
② Maquinabilidad y pulibilidad: Evaluar si el acabado superficial requerido puede conseguirse de forma rentable.
③ Resistencia al desgaste: Garantizar la idoneidad para materiales abrasivos, en su caso.
④ Propiedades térmicas: Considere el impacto en el tiempo de ciclo y diseñe la refrigeración en consecuencia.
4. Verificación y documentación del proveedor:
① Solicite una Declaración de Conformidad (DoC) al proveedor de acero, especialmente para los mercados de la CE. Este documento debe declarar la conformidad con la normativa pertinente (por ejemplo, (CE) 1935/2004).
② Garantizar la trazabilidad completa del material (números de colada, certificaciones de lote).
③ Verifique cualquier afirmación de conformidad con la FDA (por ejemplo, material incluido en la lista de GRAS, o que cumpla los requisitos del 21 CFR para aplicaciones específicas).
5. Consideraciones sobre el diseño del molde:
① Diseño para facilitar la limpieza: evitar esquinas internas afiladas, puntos muertos; especificar radios adecuados.
② Garantice una refrigeración adecuada para compensar la menor conductividad térmica, si procede.
③ Seleccionar las especificaciones de acabado superficial adecuadas.
6. Fabricación de moldes y tratamiento de superficies:
① Utilizar técnicas de mecanizado adecuadas para el acero seleccionado.
② Si se utilizan revestimientos, asegúrese de que el propio material de revestimiento cumple la normativa FDA/CE para la aplicación prevista.
③ Alcanzar meticulosamente el nivel de pulido especificado.
7. Validación y pruebas (potencialmente):
① En el caso de aplicaciones críticas, puede ser necesario realizar pruebas de migración en la pieza moldeada final para confirmar que no se están filtrando sustancias no deseadas desde el molde (a través de la pieza) en cantidades que superan los límites reglamentarios. Esto suele ser responsabilidad del fabricante de alimentos o productos sanitarios, pero el material del molde es una aportación clave.
② Realizar pruebas funcionales del molde para garantizar el rendimiento.
8. Establecer protocolos de limpieza y mantenimiento:
Desarrollar y documentar procedimientos de limpieza y mantenimiento del molde utilizando agentes y métodos de limpieza conformes que no comprometan la superficie del acero ni su conformidad.
Consideraciones clave para la aplicación y el uso
Cuando se trabaja con aceros para moldes que cumplen la normativa FDA/CE, hay que tener en cuenta varios factores críticos:
1. Especificidades reglamentarias:
① FDA : Principalmente 21 CFR Parte 177 (Aditivos alimentarios indirectos: polímeros) y Parte 178 (Aditivos alimentarios indirectos: adhesivos y componentes de revestimientos). El acero inoxidable está generalmente reconocido como seguro (GRAS) según 21 CFR 182/184 para muchas aplicaciones en contacto con alimentos si se formula correctamente.
② CE : Reglamento (CE) nº 1935/2004 (Marco), Reglamento (CE) nº 2023/2006 (Buenas Prácticas de Fabricación - BPF). En el caso de los metales, se carece de medidas armonizadas específicas de la UE, por lo que a menudo se hace referencia a las leyes nacionales (por ejemplo, las recomendaciones del BfR alemán) o a las directrices del Consejo de Europa sobre metales y aleaciones utilizados en materiales en contacto con alimentos. La declaración de conformidad es fundamental.
2. Certificación y trazabilidad de materiales:
Exija y conserve siempre los certificados de fábrica y las declaraciones de conformidad de los proveedores. La trazabilidad por número de colada es esencial para el control de calidad y la gestión de las retiradas.
3. Diseño de moldes para facilitar la limpieza:
Nunca se insistirá lo suficiente en este aspecto. Los moldes deben diseñarse para que puedan limpiarse fácilmente y a fondo. Esto incluye:
① Radios generosos en las esquinas.
② Evitar socavones o elementos que atrapen material.
③ Acabados superficiales de alta calidad (a menudo se prefiere SPI A2 o mejor).
④ Fácil desmontaje para su limpieza en caso necesario.
4. Requisitos de acabado superficial:
Las aplicaciones médicas y alimentarias suelen requerir superficies muy lisas (por ejemplo, Ra < 0,4 µm o mejor) para evitar la adhesión microbiana y facilitar la limpieza. El acero elegido debe ser capaz de conseguir y mantener este acabado.
5. Impacto del procesado de polímeros:
Ciertos polímeros (p. ej., PVC, POM, algunos grados ignífugos) pueden liberar subproductos corrosivos (p. ej., HCl, formaldehído) durante el moldeo, especialmente a temperaturas elevadas o si los tiempos de permanencia son demasiado largos. El acero del molde debe ser capaz de resistir estas sustancias químicas.
6. Protocolos de mantenimiento y limpieza:
① Utilice productos de limpieza compatibles con el grado específico de acero inoxidable. Evite los cloruros (a menos que el acero sea muy resistente como el 316L o grados especializados) y los abrasivos fuertes que puedan dañar la capa pasiva o el acabado superficial.
② Los programas de limpieza regulares son vitales para evitar la acumulación de residuos.
③ La pasivación (un tratamiento químico para mejorar la capa pasiva) puede ser necesaria tras el mecanizado, la soldadura o si la superficie se contamina.
7. Evaluación de costes y riesgos:
El mayor coste inicial de los aceros conformes debe sopesarse frente a los importantes riesgos del incumplimiento, como la retirada de productos, las sanciones legales, los daños a la marca y los posibles perjuicios a los consumidores.
Guía de diseño y aplicación de moldes conformes
1. Buenas prácticas en la selección de acero:
① Dar prioridad al acero inoxidable: Para la mayoría de las aplicaciones FDA/CE, el acero inoxidable es la opción por defecto.
② Adaptar la resistencia a la corrosión a la aplicación:
- Para piezas alimentarias/médicas en general con polímeros no agresivos: El inoxidable 420 modificado (por ejemplo, Stavax ESR, Moldmax HH con una manipulación adecuada) puede ser excelente.
- Para polímeros agresivos (PVC, retardantes de llama) o alta humedad/esterilización: Se recomiendan aceros inoxidables de aleación superior como AISI 316L, Uddeholm Corrax, o grados equivalentes con resistencia superior a la corrosión por picaduras y grietas.
③ Tenga en cuenta las necesidades de dureza: Para resinas abrasivas o series largas, elija un grado templable (inoxidable martensítico o PH). Para piezas más sencillas con resinas no abrasivas, los grados austeníticos pueden ser suficientes si el tiempo de ciclo no se ve afectado por su menor conductividad térmica.
④ Verificar la documentación del proveedor: Insista siempre en los certificados de conformidad y los informes de ensayo de los materiales.
2. Mejores prácticas de diseño de moldes:
① Radios y ángulos de calado: Incorporar radios generosos en todas las esquinas internas (mínimo 0,5 mm, preferiblemente mayores) para facilitar la limpieza y reducir las concentraciones de tensión. Garantice ángulos de desmoldeo adecuados para facilitar la expulsión de las piezas.
② Acabado superficial: Especifique el pulido de superficie más alto posible (por ejemplo, SPI A2/A1, pulido de diamante) en las superficies de la cavidad. Esto ayuda a la liberación de la pieza, mejora la limpieza y reduce la adhesión microbiana.
Ventilación: Garantice una ventilación adecuada para evitar las trampas de gas, que pueden provocar defectos en las piezas y requerir una limpieza agresiva.
④ Diseño del sistema de refrigeración: Tener en cuenta la menor conductividad térmica de los aceros inoxidables. Optimizar la disposición de los canales de refrigeración, el diámetro y la proximidad a la superficie de la cavidad. Considere la refrigeración conformada para piezas complejas.
⑤ Evite los puntos muertos: Diseñe zonas donde el material o los líquidos de limpieza puedan estancarse.
⑥ Flujo de materiales: Garantice trayectorias de flujo de material fluidas para evitar la degradación y facilitar la limpieza.
3. Técnicas de mecanizado y pulido:
① Utillaje: Utilice herramientas de corte afiladas y de rastrillo positivo, preferiblemente de grados recubiertos diseñados para aceros inoxidables.
② Parámetros de corte: Emplear velocidades y avances adecuados. En los aceros inoxidables austeníticos suelen utilizarse velocidades más bajas y avances más altos para evitar el endurecimiento por deformación. Utilizar suficiente refrigerante.
③ Pulido: Utilice un enfoque sistemático, pasando por granos abrasivos más finos. Asegúrese de que cada grano elimine completamente las marcas de la etapa anterior. Para aceros de gran pureza (grados ESR/VAR), es más fácil conseguir un acabado de espejo. Evitar la contaminación cruzada de las herramientas utilizadas en aceros al carbono.
4. Montaje y manipulación de moldes:
① Mantener la limpieza durante todo el proceso de montaje.
② Utilice lubricantes apropiados y conformes para las piezas móviles si es necesario, asegurándose de que son adecuados para la aplicación (por ejemplo, lubricantes de grado alimentario H1).
5. Tratamiento posterior a la fabricación:
Pasivación: Considere la posibilidad de pasivar los moldes de acero inoxidable después de todas las operaciones de mecanizado, esmerilado y pulido, especialmente si puede haberse producido alguna contaminación por hierro libre procedente del utillaje. Este proceso químico (normalmente con soluciones de ácido nítrico o ácido cítrico) elimina el hierro libre y mejora la capa pasiva natural de óxido de cromo, maximizando la resistencia a la corrosión.
Problemas comunes y soluciones con aceros para moldes conformes
Incluso con una selección cuidadosa, pueden surgir problemas.
1. Corrosión o manchas inesperadas:
Causa: Grado de acero incorrecto para el polímero/entorno, agentes de limpieza agresivos (especialmente los que contienen cloruro), contaminación del utillaje de acero al carbono, rotura de la capa pasiva, grietas.
Solución:
① Verificar la idoneidad del grado de acero. Mejorar si es necesario.
② Utilizar sólo productos de limpieza recomendados y sin cloruros.
③ Garantizar una pasivación adecuada tras el mecanizado o la reparación.
④ Limpie y seque bien los moldes después de usarlos.
⑤ Rediseñar para eliminar las grietas si son el origen de la corrosión por hendiduras.
2. Dificultad para alcanzar/mantener un alto nivel de polaco:
Causa: Grado de acero no apto para pulido alto (muchas inclusiones), técnica de pulido inadecuada, daños en la superficie durante la manipulación o la limpieza.
Solución:
① Seleccionar aceros de grado ESR/VAR de gran pureza para acabados espejo.
② Formar al personal en las técnicas correctas de pulido del acero inoxidable.
③ Aplique procedimientos de manipulación cuidadosos. Utilice herramientas blandas para la limpieza.
④ Considerar la posibilidad de aplicar recubrimientos duros (por ejemplo, CrN) para proteger el pulido en los inoxidables más blandos.
3. Desgaste prematuro con materiales abrasivos:
Causa: El acero seleccionado carece de suficiente dureza/resistencia al desgaste para los polímeros rellenos de vidrio o minerales.
Solución:
① Cambiar a un acero conforme más duro y resistente al desgaste (por ejemplo, inoxidable martensítico endurecido, inoxidable PH).
② Considere la posibilidad de revestimientos de PVD conformes con la FDA/CE (por ejemplo, grados específicos de TiN, CrN, DLC) sobre un sustrato de acero inoxidable adecuado.
③ Optimizar el diseño de las compuertas y las vías de flujo para minimizar el desgaste abrasivo.
4. Tiempos de ciclo más largos
Causa: Menor conductividad térmica del acero inoxidable en comparación con los aceros para herramientas estándar.
Solución:
① Optimizar el diseño del canal de refrigeración (más cerca de la cavidad, mayor flujo, refrigeración conformada).
② Considere la posibilidad de utilizar insertos de alta conductividad (por ejemplo, aleaciones de cobre sin berilio, si su superficie puede hacerse conforme o si no entran en contacto con el producto) en zonas críticas, asegurándose de que también sean conformes o estén aislados.
③ Ajuste cuidadosamente los parámetros de procesamiento.
5. 5. Agrietamiento de los componentes del molde:
Causa: Común con el contacto deslizante inoxidable sobre inoxidable bajo alta carga sin lubricación adecuada.
Solución:
① Si es posible, utilice calidades de acero inoxidable diferentes para las piezas de contacto.
② Aplicar tratamientos o revestimientos superficiales antidesgaste conformes.
③ Garantice una lubricación adecuada con lubricantes conformes a la FDA/CE (por ejemplo, de grado alimentario H1).
④ Mejorar el acabado superficial y el diseño de las holguras.
6 Problemas de soldadura/reparación:
Causa: Procedimiento de soldadura incorrecto, material de aportación inadecuado, falta de tratamiento térmico previo y posterior para las calidades martensíticas.
Solución:
① Seguir estrictamente las recomendaciones de soldadura del proveedor de acero.
② Utilizar materiales de relleno a juego o recomendados.
③ Realizar los tratamientos térmicos necesarios previos y posteriores a la soldadura para restablecer las propiedades mecánicas y la resistencia a la corrosión.
④ Pasivar la zona de soldadura después de la reparación.
Lista de comprobación del diseño/Ayuda a la decisión para seleccionar acero conforme
Esta lista de control simplificada puede orientar el proceso de selección inicial:
1. Aplicación y requisitos reglamentarios:
① ¿Contacto con alimentos? (Especifique tipo de alimento, duración/temperatura del contacto).
② ¿Dispositivo médico? (Especifique la clase, el tipo de contacto - por ejemplo, externo, interno).
③ ¿Farmacéutica? (Especifique la aplicación).
④ Normativa aplicable: FDA (¿partes del 21 CFR?), CE (¿1935/2004, BPF?), ¿Otras (leyes nacionales, normas específicas)?
⑤ ¿Se requiere declaración de conformidad?
2. Polímero a moldear:
① ¿Tipo de polímero (por ejemplo, PP, PE, PC, PET, PVC, POM, silicona, TPE)?
② ¿Aditivos (por ejemplo, fibras de vidrio, retardantes de llama, colorantes)?
③ ¿Potencial de desgasificación corrosiva? (Sí/No/Potencialmente)
3. Requisitos de moldeado y producción:
① ¿Volumen de producción previsto (bajo/medio/alto)?
② ¿Vida útil requerida del moho?
③ ¿Acabado superficial requerido (por ejemplo, SPI C1, B2, A2, óptico)?
④ ¿Tolerancias críticas?
⑤ ¿Complejidad del diseño de moldes?
4. Consideraciones sobre las propiedades del acero:
① ¿Nivel de resistencia a la corrosión necesario (estándar/alto/muy alto)?
② ¿Necesita dureza/resistencia al desgaste (baja/media/alta)?
③ ¿Preocupaciones de maquinabilidad? (Restricciones de presupuesto/tiempo).
④ ¿Es posible el pulido al nivel requerido?
⑤ ¿Impacto de la conductividad térmica en la duración del ciclo (aceptable/necesita mitigación)?
5. Proveedor y coste:
① ¿Disponibilidad de grados conformes certificados?
② ¿Fiabilidad del proveedor y asistencia técnica?
③ Restricciones presupuestarias (¿equilibrio entre costes, riesgos y resultados?)
④ ¿Trazabilidad asegurada?
Consejo para la toma de decisiones: En caso de duda, opte por una mayor resistencia a la corrosión y consulte a proveedores de acero de confianza especializados en materiales para industrias reguladas. Priorice siempre la seguridad y el cumplimiento de la normativa.

Guía de lista de verificación para compradores de proveedores de moldeo por inyección antes del pago de herramientas para compradores internacionales
Enviar un pago de herramientía a un proveedor de moldeo por inyección en el extranjero es el momento en que tu proyecto pasa de la evaluación al compromiso. Hazlo bien y tendrás un socio de fabricación confiable

Gestión de Riesgos en la Adquisición de Moldeo por Inyección: Cómo Evitar Retrasos, Retrabajos y Excesos de Costo
Después de dos décadas en la fabricación de moldeo por inyección, he visto a innumerables compradores perder dinero por errores de abastecimiento evitables. Una mala selección de proveedores puede convertir un proyecto de herramientas de $50,000 en uno de $150,000.

Cómo Comparar Cotizaciones de Moldeo por Inyección Sin Elegir el Proveedor Equivocado
Obtener tres cotizaciones para un proyecto de moldeo por inyección y elegir la más barata es la forma más rápida de perder dinero. Hemos visto a compradores agotar el presupuesto de herramientas1 dos veces porque
Soluciones de optimización Gratis
- Proporcionar información sobre el diseño y soluciones de optimización
- Optimice la estructura y reduzca los costes de moldeado
- Hable directamente con los ingenieros

