 Ir al contenido
Ir al contenido 
Molde de inyección de bajo volumen
Guía de diseño y fabricación de moldes de inyección de bajo volumen

Zetar's Servicio Ir siempre un paso más allá
Ofrecemos servicios integrales: Comentarios sobre el diseño Sugerencia de modificación, Diseño rápido de prototipos
Y Servicios De Fabricación, Informe DFM, Flujo De Moldeo Y Diseño De Moldes, Fabricación De Herramientas De Moldeo Por Inyección
Servicios, Servicios de moldeo por inyección de plásticos, Servicios de postprocesado y montaje.
Servicio de diseño de productos de moldeo por inyección

Servicio de optimización de productos de moldeo por inyección
Servicio de fabricación de prototipos de moldeo por inyección
Servicio de fabricación de moldeo por inyección
Servicio de fabricación de moldes de inyección
Servicio de diseño de moldes de inyección

Servicio de postprocesado de productos de moldeo por inyección

Servicio de montaje de productos de moldeo por inyección

Servicio de carga y envío de productos de moldeo por inyección
Fabricación de moldes de inyección de bajo volumen
ZetarMold ofrece soluciones de moldes de impresión 3D, moldes de fundición al vacío, moldes de inyección de reacción y moldes de inyección de aluminio para la producción de lotes pequeños.

Recursos para moldes de inyección de bajo volumen
¿Qué es el moldeo por inyección de bajo volumen?
Un molde de inyección de bajo volumen es un tipo de molde de inyección diseñado para producir pequeños lotes de piezas de plástico con requisitos de bajo volumen. El molde de inyección de bajo volumen consta de 4 procesos: Moldes de inyección de impresión 3D, molde de fundición al vacío y molde de inyección de reacción,molde de inyección de aluminio.
Características y Ventajas de los moldes de inyección de bajo volumen
Molde de menor tamaño:
Los moldes de inyección de bajo volumen están diseñados para ser más pequeños y compactos que los moldes de inyección tradicionales, lo que los hace más adecuados para la producción de bajo volumen.
Lotes más pequeños:
El molde de inyección de bajo volumen es adecuado para producir lotes pequeños de piezas, que suelen oscilar entre 1 y 1.000 unidades.
Herramientas más baratas:
Los moldes de inyección de bajo volumen suelen tener costes de utillaje más bajos que los moldes tradicionales, lo que significa que son más asequibles para las pequeñas empresas o las nuevas empresas.
Plazos de entrega más cortos:
Los moldes de inyección de bajo volumen pueden diseñarse y fabricarse con rapidez, lo que permite la creación rápida de prototipos y la producción, así como plazos de producción y entrega más rápidos, a menudo en unos pocos días o semanas.
Flexibilidad:
Los moldes de inyección de bajo volumen pueden reequiparse fácilmente para producir piezas diferentes, lo que los convierte en una gran opción para la creación de prototipos, pruebas o producción a pequeña escala.



Aplicaciones del molde de inyección de bajo volumen

1. Creación de prototipos:
El moldeo por inyección de bajo volumen es ideal para fabricar prototipos, probar nuevos diseños o ensayar piezas antes de pasar a la producción a gran escala.
2. Producción a pequeña escala:
El molde de inyección de bajo volumen es adecuado para fabricar pequeñas series de piezas para nichos de mercado, productos especiales o artículos de edición limitada.
3. Productos personalizados:
El molde de inyección de bajo volumen es perfecto para fabricar piezas personalizadas con diseños, formas o materiales únicos.
4. Pequeñas empresas:
El moldeo por inyección de bajo volumen es bueno para pequeñas empresas o nuevas empresas que no disponen de muchos recursos.
Cuando el moldeo por inyección de bajo volumen no es adecuado
El moldeo por inyección de bajo volumen es un gran proceso de fabricación, pero hay ocasiones en las que puede no ser la mejor opción. Estas son algunas situaciones en las que el moldeo por inyección de bajo volumen puede no ser la mejor opción:

1. Producción de gran volumen:
Si necesita fabricar muchas piezas (miles o decenas de miles), el molde de inyección tradicional puede ser más barato.
2. Alta complejidad:
Si su pieza es realmente complicada, con muchas piezas móviles, muchos pequeños detalles o tolerancias muy ajustadas, el molde de inyección tradicional puede ser una mejor opción.
3. Materiales de alto rendimiento:
Si necesita materiales especiales, como materiales que puedan soportar altas temperaturas, productos químicos, que sean realmente resistentes o que puedan soportar grandes golpes, el molde de inyección tradicional puede ser una mejor opción.
4. Piezas de alta precisión:
Si sus piezas deben ser muy precisas (por ejemplo, con una precisión de ±0,01 mm) o muy exactas, el molde de inyección tradicional puede ser una mejor opción.
5. Altos requisitos de acabado superficial:
Si sus piezas necesitan tener un acabado superficial realmente bonito (como Ra < 0,1 μm), el molde de inyección tradicional podría ser una mejor opción.
Por lo tanto, aunque el moldeo por inyección de bajo volumen es un gran proceso, debe tener en cuenta los requisitos de su proyecto y las limitaciones del moldeo por inyección de bajo volumen antes de decidir si es la mejor opción para usted.
Comparación de 4 moldes de inyección de bajo volumen
He aquí un resumen del material del molde, la vida útil y el material del producto de los moldes de impresión 3D, los moldes de fundición al vacío, los moldes de inyección de reacción y los moldes de inyección de aluminio:
| Tipo de molde | Material del molde | Ciclo de vida | Material del producto |
|---|---|---|---|
| Molde impreso en 3D | ABS, nailon, etc. | 30~100 disparos | PP, PE, TPE, TPU, POM, PA |
| Molde de fundición al vacío | Caucho de silicona, PU, Epoxi, etc. | 10~20 disparos | PU simulando ABS, PMMA, PA, POM, etc. |
| Molde de inyección de reacción | PU, aluminio, acero no endurecido, etc. | 500~1000 disparos | PU, PA6, poliéster, etc. |
| Molde de inyección de aluminio | Aluminio | 500~1000 disparos | PP, PE, ABS, PS, PA, TPE, etc. |
Molde de inyección de impresión 3D
Qué es el molde de inyección de impresión 3D?
La impresión 3D es un campo en rápido crecimiento que ha cambiado nuestra forma de diseñar y fabricar cosas. En el pasado, la impresión 3D se utilizaba en el proceso de diseño y fabricación para hacer y probar prototipos que luego se moldeaban por inyección. Ahora, las mejoras en la precisión de las impresoras, el acabado de las superficies y los materiales permiten a las impresoras 3D fabricar también los moldes de inyección.
Dos tipos de moldes de inyección para impresión 3D
Nuestros moldes de inyección para impresión 3D habituales son de los dos tipos siguientes:
Insertos de moldes en bases de moldes
Este es el tipo más común de molde impreso en 3D y generalmente produce piezas más precisas. Es similar a la cavidad de un molde de inyección estándar, salvo que el material de la cavidad se sustituye por material impreso en 3D. El molde se imprime en 3D y luego se inserta en una base de molde rígida de aluminio o acero, que proporciona soporte para la presión y el calor de la boquilla de inyección. Las bases de molde de aluminio o acero también ayudan a evitar que los moldes de impresión 3D se deformen tras un uso repetido. Prolongue la vida útil de los moldes de impresión 3D.
Molde de inyección totalmente impreso en 3D
Para este tipo de molde de inyección impreso en 3D, todo el molde se imprime en 3D y no utiliza ningún marco de molde rígido de aluminio o acero. Esto requiere una mayor precisión y un mayor tiempo de impresión cuando se imprime en 3D para lograr una mayor resistencia y finura. Este tipo de molde impreso en 3D es más propenso a deformarse tras un uso intensivo y este tipo de aplicación es menos común.
Aplicaciones de la impresión 3D de moldes de inyección
1. Plazos de entrega más rápidos: (1-2 semanas)
La impresión 3D puede acelerar el tiempo necesario para fabricar moldes de inyección, por lo que podrá fabricar sus productos y sacarlos a la venta más rápidamente.
2. Producción a pequeña escala: (50-100 piezas)
La impresión 3D es ideal para pequeñas series de producción de productos, como piezas personalizadas o artículos especiales.
3. Más flexible: (Fácil de cambiar)
La impresión en 3D facilita el cambio del diseño y del molde, para que pueda adaptarse a los nuevos requisitos del producto.
4. Producto sencillo de pequeño tamaño:(menos de 150 mm)
Los moldes de inyección para impresión 3D se deforman cuando se utilizan varias veces y no son adecuados para productos de alta precisión o de gran tamaño.
¿Cuáles son las desventajas de la impresión 3D de moldes de inyección?
Los moldes de inyección impresos en 3D para moldeo por inyección tienen sus ventajas, como plazos de entrega más cortos y costes más bajos, pero también tienen sus desventajas. He aquí algunas de ellas:

Defectos de retracción y alabeo: Cuando los moldes impresos en 3D se enfrían, pueden encogerse y alabearse, lo que puede estropear los productos de tolerancia ajustada. Esto puede provocar defectos en el molde y estropear el producto final.
Limitaciones de tamaño: En cuanto a las limitaciones de tamaño, los insertos de molde impresos en 3D son más adecuados para componentes pequeños con un volumen de hasta 164 cm3(10 pulgadas cúbicas). No más de 150 cm.
Acabado superficial: El acabado superficial de los moldes impresos en 3D puede ser más rugoso que el de los moldes metálicos tradicionales. La impresión 3D construye las piezas por capas. Por este motivo, las piezas impresas pueden presentar un efecto escalonado en cualquier superficie angular o pared. Los moldes impresos no son diferentes, y requieren mecanizado o lijado para eliminar estos pequeños bordes dentados.
El enfriamiento tarda más: Aunque la producción de moldes impresos en 3D suele ser más rápida que la de los métodos tradicionales, el propio proceso de moldeo por inyección lleva más tiempo. Esto se debe a que los moldes impresos en 3D no resisten la presión y el calor tan bien como los moldes metálicos. La conductividad térmica de los polímeros también es un problema. Como resultado, aumenta la duración del ciclo de moldeo por inyección. El resultado son unos costes de producción más elevados y menos productos fabricados.
Comparación de distintos procesos de impresión 3D de moldes de inyección
Hay diferentes maneras de hacer moldes con impresión 3D. He aquí algunas de ellas: Modelado por deposición fundida (FDM), estereolitografía (SLA), sinterización selectiva por láser (SLS) y procesamiento digital de luz (DLP). Elegirás qué impresora 3D y qué material utilizar en función de lo complicado que sea el molde y de lo que quieras que dure. Compara estos procesos.
| Proceso de impresión 3D | Precisión del molde | Resistencia del molde | Tamaño del molde | Rentable |
|---|---|---|---|---|
| FDM | ★ | ★★★ | ★★★★ | ★★★★ |
| SLA | ★★★★ | ★★ | ★★★ | ★★ |
| SLS | ★★★ | ★★★★ | ★★ | ★ |
| DLP | ★★★★ | ★★ | ★ | ★★★ |
Directrices de diseño para la impresión 3D de moldes de inyección
Cuando diseñe un molde de inyección para impresión 3D, debe seguir las reglas de diseño para moldeo por inyección y las reglas de diseño para impresión 3D. Estos son algunos consejos de usuarios y expertos con experiencia en moldes de impresión 3D para polímeros.
Ángulo de tiro: Debería aumentar los ángulos de desmoldeo a 2 grados o más y un compuesto de desmoldeo para aumentar la vida útil de los moldes.
Espesor de pared: Asegúrate de que la pieza tiene el mismo grosor en todas partes y no tiene esquinas afiladas. No la hagas demasiado fina, porque si tiene menos de 1-2 mm de grosor, podría alabearse cuando se caliente.


Diseño de la puerta: Abra la compuerta para aliviar la presión en la cavidad. Evite las compuertas de túnel y de punta de alfiler; aumente el tamaño de las compuertas de bebedero, abanico y lengüeta al triple de su tamaño normal.
Ventilación: Añadir una salida de aire al diseño de su molde puede ayudar a eliminar el aire atrapado durante el proceso de moldeo por inyección, lo que puede reducir defectos como las piezas porosas. Asegúrese de incluir grandes salidas de aire desde el borde de la cavidad hasta el borde del molde para que el aire pueda escapar. Esto ayudará a que el material fluya mejor en el molde, reducirá la presión y eliminará las burbujas de aire en la zona de la compuerta, lo que reducirá la duración del ciclo.
Material del molde: Elige un buen material para el molde. Asegúrate de que sea lo suficientemente fuerte y rígido como para soportar la presión de la inyección. El molde debe tener un punto de fusión más alto que el material que vas a inyectar.
Material de relleno: El polímero debe fluir a través del molde impreso en la misma dirección que las líneas de impresión 3D. Esto ayudará a evitar que se pegue y mejorará el llenado a presiones de inyección más bajas.
Canales de refrigeración: El uso de canales de refrigeración reducirá los tiempos de enfriamiento, pero no disminuirá los tiempos de ciclo sustancialmente más largos que se observan con los moldes impresos, ya que las herramientas de plástico no disipan el calor tan bien como las de aluminio o acero.
Molde de fundición al vacío
¿Qué es el moldeo por colada en vacío?
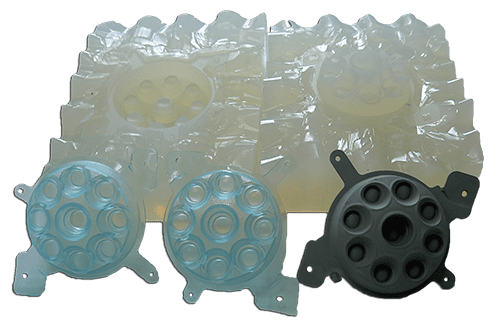
El molde de fundición al vacío es una forma rápida y barata de fabricar pequeñas cantidades de piezas de inyección. Normalmente, utilizamos piezas SLA impresas en 3D o piezas producidas por CNC como prototipos. Hacemos un molde con material de silicona y, a continuación, vertemos material de PU en el molde mediante el proceso de vacío del moldeo por inyección para fabricar réplicas de productos.
Características del proceso de moldeo por vacío
Estas son las características del proceso de los moldes de fundición al vacío:
1. Precisión:
El producto es preciso a menos de 100 mm y dentro de ±0,1 mm. Por encima de 100 mm, suele tener una precisión de ±0,3 mm.
2. Espesor de pared:
Mantenga el grosor de la pared entre 0,75 mm y 1,5 mm como mínimo. Un mínimo de 0,75 mm garantiza que el molde se llene correctamente y con 1,5 mm se consiguen los mejores resultados.
3. Brotes de moho:
Son unos 20 disparos por molde.
4. Tratamiento de la superficie:
Puedes conseguir tanto un acabado mate como brillante.
5. Producto Szie
El tamaño del molde depende de las dimensiones de la cámara de vacío y del volumen del producto. Puede producir piezas de hasta 2 m de longitud.
¿Cuáles son las ventajas del moldeo por vacío?
Los moldes de fundición al vacío son ideales para fabricar piezas de alta calidad con formas y acabados complejos. Estas son algunas de las razones por las que la gente adora los moldes de fundición al vacío:

Gran precisión: Los moldes para colada al vacío pueden fabricar piezas con gran exactitud y precisión, lo que los hace buenos para aplicaciones en las que se necesita que las dimensiones sean exactas.
Menor plazo de entrega: Desde el boceto hasta el envío, se suele tardar alrededor de una semana en fabricar 200 réplicas. Esto se debe a que, una vez fabricado el molde, no es necesario realizar ningún mecanizado ni utillaje adicional.
Rentable: El moldeo por vacío es una forma asequible de fabricar piezas pequeñas y medianas en cantidades pequeñas y medianas. Por eso es una buena opción para pequeñas empresas y empresas de nueva creación.
¿Cómo funciona el moldeo por vacío?
El moldeo por vacío es un proceso de fabricación que utiliza la impresión 3D o prototipos CNC para hacer moldes de silicona, y luego utiliza esos moldes para hacer piezas de plástico con alta precisión y detalle. He aquí una descripción general paso a paso del proceso de moldeo por vacío:
Paso 1: Creación del prototipo
La calidad del prototipo determina la calidad de los productos copiados. Podemos pulverizar texturas o realizar otros procesos en la superficie del prototipo SLA para simular los detalles finales del producto. El molde de silicona copiará los detalles y la textura del prototipo, por lo que la superficie de los productos copiados se parecerá mucho a la del prototipo.
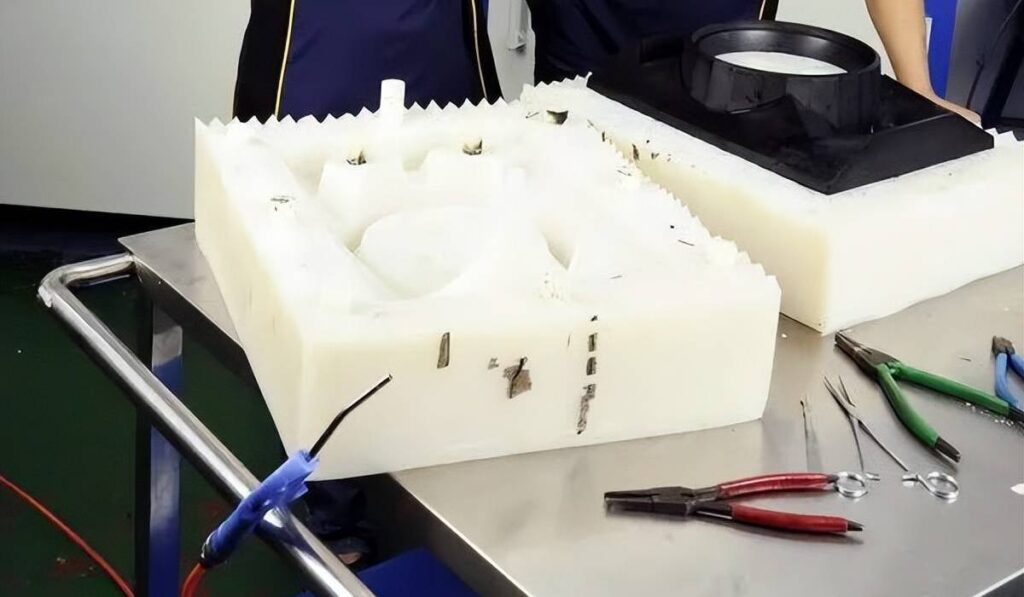
Paso 2: Fabricación del molde de colada al vacío
En primer lugar, pegue cinta adhesiva en una zona plana alrededor del prototipo para que sea más fácil abrir el molde más tarde. Esta será también la superficie de separación del molde final. En segundo lugar, cuelga el prototipo en una caja y coloca barras de pegamento en la pieza para crear bebederos y respiraderos. En tercer lugar, inyecta silicona en la caja, aspira el aire y, a continuación, métela en el horno a 40 °C durante 8-16 horas, en función del volumen del molde. Por último, una vez curada la silicona, quita la caja y la barra de pegamento, saca el prototipo de la silicona, haz una cavidad y ya tienes el molde de silicona.

Paso 3: Moldeo por inyección en vacío
Primero, mete tu molde de silicona en el horno y precaliéntalo a 60-70℃. Asegúrate de utilizar un buen agente desmoldante y de usarlo correctamente antes de cerrar el molde para evitar que se pegue y se produzcan defectos en la superficie. Precaliente la resina de poliuretano a unos 40°C antes de utilizarla. Mezcle la resina de dos componentes en la proporción adecuada, remuévala bien y desgasifíquela al vacío durante 50-60 segundos. Vierta la resina en el molde dentro de una cámara de vacío y vuelva a curar el molde en el horno. El curado debería durar aproximadamente 1 hora. Una vez curado, saque el producto fundido del molde de silicona. Repita este paso para obtener más réplicas de productos.

Aplicaciones de los moldes de colada al vacío
1. Producción de pequeñas series:
Los moldes de fundición al vacío son perfectos para fabricar pequeños lotes de prototipos de plástico de alta calidad. Cuando no se necesitan suficientes piezas para justificar el coste de un molde de acero, la fundición al vacío es la forma más rápida y económica de obtener un pequeño lote de piezas. Se utiliza en una amplia gama de sectores, como automoción, medicina, productos de consumo, equipos industriales, equipos agrícolas, equipos deportivos e instrumentos musicales.
2. Prueba de funcionamiento:
El proceso de fundición en vacío y los moldes de silicona de coste relativamente bajo hacen que la verificación de ingeniería y los cambios de diseño sean sencillos y económicos, sobre todo cuando puede utilizarse para pruebas funcionales antes de la producción en serie del producto.
3. Estudio de mercado:
Los productos de Vaccum Casting pueden ser un conjunto completo de productos nuevos. Si no se sabe cuál es el más adecuado para la producción en serie bajo el mismo concepto de diseño, se puede hacer un molde de silicona y fabricar entre 10 y 15 réplicas de productos. Y en cada réplica se diseñan diferentes colores y acabados en los módulos para permitir el debate interno en el departamento de diseño.
4. Marketing Display:
Para la evaluación de los consumidores, los productos réplica en lotes pequeños son ideales. La exhibición de modelos en exposiciones o la publicación anticipada de fotos de productos en folletos corporativos y sitios web oficiales sirven para calentar la publicidad y atraer así a más clientes potenciales o Se trata de optimizar el producto.
Molde de inyección de reacción
¿Qué es el moldeo por inyección de reacción?
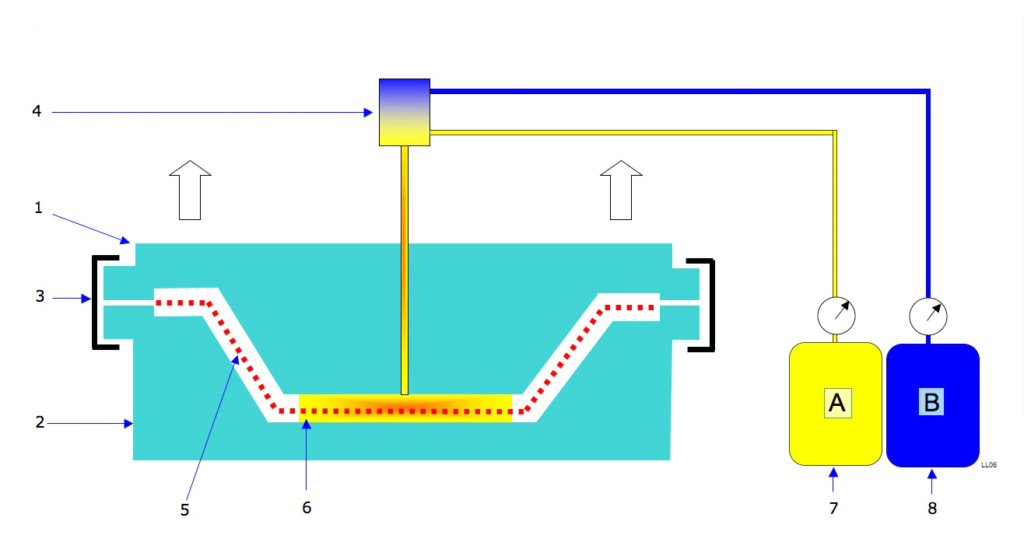
Se mezclan dos o más líquidos reactivos de baja viscosidad en una determinada proporción y, a continuación, se inyectan en un molde cerrado en determinadas condiciones de presión y temperatura. Tras seguir reaccionando en el molde, se obtiene un producto plástico. Este proceso de moldeo por inyección de reacción se denomina RIM.
¿Cuáles son las principales características del moldeo por inyección de reacción?
Las características del moldeo por inyección de reacción son las siguientes:

- La presión dentro del molde de moldeo por inyección de reacción es baja (generalmente 0,2~7MPa), por lo que la fuerza de sujeción no es grande. Como resultado, el molde puede ser de aleación de aluminio y puede utilizarse para producir piezas de gran superficie.
- Puede utilizarse para moldear por inyección diversas piezas con estructuras y formas complejas (incluidas nervaduras, resaltes, huecos y orejetas de elevación) sin generar tensiones internas.
- La viscosidad del componente líquido de reacción es relativamente baja y el llenado del molde es fácil. Es muy adecuado para formar piezas de paredes finas o grandes productos de paredes gruesas, y también puede utilizarse para formar productos con insertos metálicos.
- Dado que durante el proceso de moldeo se producen reacciones químicas, el molde debe estar equipado con buenos canales de escape para evitar la formación de poros en el producto.
- Los productos moldeados por reacción tienen una gran tasa de contracción y deben tener un dispositivo de mantenimiento de la presión y de contracción.
- Los requisitos de materia prima para los productos moldeados por inyección de reacción son relativamente altos.
¿Cuáles son los materiales para el moldeo por inyección de reacción?
El poliuretano es el material más común para el moldeo por inyección de reacción (RIM). Otros materiales habituales son la poliurea, el poliéster, los polifenoles, los poliepóxidos y la poliamida (nailon 6). Para que el producto acabado sea más resistente, también se mezclan refuerzos como la fibra de vidrio en el material inyectado. Por ejemplo, los paneles de espuma rígida para automóviles. Ajustando las proporciones de los ingredientes mezclados, el RIM puede ser blando, duro y muy duro. Por ejemplo, utilizando un agente espumante, se puede producir un núcleo de espuma blanda/dura.
Condiciones del proceso de moldeo RIM para los plásticos más utilizados
| Parámetro | Poliuretano | Poliurea | Nylon 6 | Poliéster insaturado | Resina epoxi |
|---|---|---|---|---|---|
| Energía calorífica de reacción/(kJ/mol) | 37 | 37 | 18.6 | 30 | 55.8 |
| Energía de activación/(kJ/mol) | 26 | 5.6 | 39 | 50.8 | 20 |
| Temperatura del material/℃ | 40 | 40 | 100 | 25 | 60 |
| Tiempo de curado | 45 | 30 | 150 | 60 | 150 |
| Encogimiento de moldes/% | 5 | 5 | 10 | 20 | 5 |
| Temperatura del molde/℃ | 70 | 70 | 130 | 150 | 130 |
¿Cuáles son las aplicaciones habituales de RIM?
La fabricación de MRI se utiliza en una amplia y creciente gama de aplicaciones industriales. He aquí algunos ejemplos:

- Piezas de automóviles: El RIM se utiliza para fabricar piezas de automoción, como salpicaderos, paneles de puertas y otros componentes interiores.
- Productos de consumo: El RIM se utiliza para fabricar productos de consumo, como muebles, electrodomésticos y otros artículos para el hogar.
- Productos sanitarios: El RIM se utiliza para fabricar dispositivos médicos, como implantes, instrumentos quirúrgicos y otros equipos médicos.
- Aeroespacial: El RIM se utiliza para fabricar componentes aeroespaciales, como piezas de aviones, componentes de satélites y otros equipos relacionados con el espacio.
¿Cuáles son las ventajas y desventajas del moldeo por inyección reactiva?
| Ventajas | Desventajas |
|---|---|
| Fuerte y resistente. | No hay muchos materiales entre los que elegir, pero pronto habrá más. |
| Puede fabricar piezas complejas con detalles finos. | Es difícil hacer detalles finos de forma fiable. |
| Puede fabricar piezas flexibles o rígidas, según el material y el diseño. | Las herramientas no son muy resistentes, por lo que pueden dañarse con facilidad. |
| El utillaje es barato comparado, por ejemplo, con el moldeo por inyección. | Difícil de rellenar y curar piezas muy grandes. |
| Las piezas pueden ser baratas, sobre todo si puedes hacer una pieza grande con accesorios incorporados y utilizar materiales baratos. | Muchos materiales RIM producen compuestos orgánicos volátiles (COV) contaminantes. |
¿Cuáles son las ventajas del moldeo por inyección de reacción?
- Los productos de RIM son más ligeros que los fabricados con otros métodos. El RIM se utiliza para fabricar parachoques y piezas que reducen las vibraciones. El menor peso de las piezas hace que el coche sea más ligero y que las piezas funcionen mejor. Esto significa que, cuando el coche choca contra algo, no resulta tan dañado. Esto ahorra dinero en reparar el coche, en el seguro y en gasolina. Todo ello hace que el coche sea más barato.
- El RIM también contribuye a que el aire sea más limpio. Contamina menos que otras formas de fabricar piezas de plástico. Esto es importante para muchos países, especialmente los que fabrican muchas piezas de plástico y automóviles.
¿Cuáles son los requisitos de equipamiento para el moldeo por inyección de reacción?
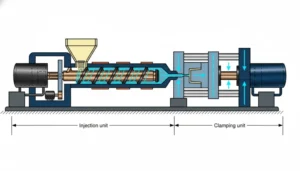
A diferencia de los equipos de moldeo por inyección convencionales, los equipos de moldeo por inyección de reacción generalmente incluyen los siguientes sistemas:

1. Sistema de ajuste estatal: para preparar productos intermedios en estado líquido.
2. Sistema de bomba dosificadora: para medir el intermedio y aplicar presión para bombear el intermedio.
3. Cabezal mezclador: donde el líquido intermedio se mezcla a través del cabezal mezclador.
4. Bastidor de carga de moldes: para controlar la orientación del molde y el equipo de apertura y cierre del molde, y se utiliza durante la limpieza y el desmoldeo.
Dado que el moldeo por inyección de reacción utiliza sobre todo la mezcla por impacto de líquidos de baja viscosidad, la función de llenado del molde puede lograrse utilizando únicamente la presión generada internamente sin necesidad de presión adicional; por lo tanto, el requisito de presión de inyección para el moldeo por inyección de reacción puede ser tan bajo como 50 psi, logrando así un bajo cierre del molde. La capacidad de producir piezas grandes también hace que los moldes RIM sean más baratos.
¿Cómo funciona el moldeo por inyección de reacción?
Estos son los pasos para realizar el moldeo por inyección de reacción:

1. Prepare el molde: Limpie y prepare el molde de acuerdo con las especificaciones del producto que desea crear. Aplique un agente desmoldante para garantizar que el producto acabado se desmolde fácilmente.
2. Mezcla: En la RIM se utilizan dos líquidos: polioles e isocianatos. Se almacenan en depósitos separados y se mezclan en una proporción precisa mediante un cabezal mezclador. El cabezal mezclador suele tener elementos mezcladores estáticos para asegurarse de que los componentes se mezclan bien.
3. Dispara la mezcla: La mezcla se inyecta en el molde a través de los orificios de inyección. La mezcla líquida llena el molde y empieza a reaccionar y endurecerse.
4. Espere a que se cure: El material que inyectas en el molde pasa por una reacción química llamada polimerización. Eso es lo que hace que se solidifique y adquiera la forma deseada. El tiempo de polimerización puede variar en función de los materiales que utilices y de las propiedades que desees en el producto final.
5. Sacar el producto del molde: Una vez que el material se ha endurecido y solidificado, puede abrir el molde y sacar el producto acabado. El agente desmoldante que pusiste antes facilita la extracción.
6. Embellecedor y acabado: Después de sacarlo del molde, puedes cortar cualquier resto o destello para darle el aspecto que desees. Si lo necesitas, también puedes pintarlo, pulirlo o juntarlo con otras cosas.
7. Hazlo otra vez: El proceso de RIM puede repetirse para fabricar más piezas. Limpiar el molde, prepararlo y volver a hacerlo con material nuevo.
El moldeo por inyección de reacción requiere equipos y conocimientos especiales. Manipule los materiales y haga funcionar las máquinas con seguridad. Consulte a un profesional o a un fabricante de MRI para obtener ayuda y consejos sobre cómo realizar el moldeo por inyección de reacción.
Moldeo por inyección de reacción (RIM) frente al moldeo por inyección convencional
El moldeo por inyección de reacción y el moldeo por inyección parecen similares, pero se basan en dos métodos diferentes: el procesamiento de termoestables y el procesamiento de termoplásticos. A continuación se ofrece una breve introducción a cada método.

Procesado de termoestables
El método de procesado termoestable utilizado en RIM se basa en enlaces químicos irreversibles que se forman durante el proceso de curado. Los plásticos termoestables no se funden cuando se calientan: se descomponen y no cambian cuando se enfrían.
Transformación de termoplásticos
La transformación de termoplásticos se basa en polímeros que se vuelven flexibles o plásticos a determinadas temperaturas y se solidifican al enfriarse.
¿Cuándo es más adecuado el moldeo por inyección de reacción?

El moldeo por inyección de reacción (RIM) tiene sus pros y sus contras, como cualquier otro proceso de moldeo. Uno de los mayores pros del RIM es que ofrece más libertad de diseño en comparación con el moldeo por inyección. Con el RIM se pueden fabricar piezas que no se pueden hacer con el moldeo por inyección, como piezas de paredes gruesas y finas, núcleos de espuma y mucho más. Las piezas RIM son resistentes y ligeras, y el material elegido determina sus propiedades. Por ejemplo, el poliuretano es uno de los materiales RIM más populares. Tiene resistencia al calor, estabilidad dimensional y propiedades dinámicas muy elevadas, y se utiliza en la construcción, piezas de automoción, deportes, etc.
Otro aspecto interesante del RIM es que utiliza polímeros líquidos de baja viscosidad. Se inyectan en moldes calentados, se expanden, se espesan, se endurecen mediante diversas reacciones químicas y se pueden ajustar las propiedades de peso, resistencia, densidad y dureza de la pieza acabada. Así, las piezas fabricadas de este modo son más ligeras que las fabricadas con otros métodos de fabricación.
En general, los moldes RIM son menos caros que los de inyección. Además, se utiliza menos energía y una prensa de menor tonelaje. Pero puede llevar más tiempo que utilizar un proceso termoplástico.
Molde de inyección de aluminio
Qué es el molde de inyección de aluminio?
El moldeo por inyección de aluminio es una tecnología que utiliza moldes de aluminio para fabricar piezas (prototipos/productos reales) mediante moldeo por inyección. La mayoría de los moldes de inyección son de acero o aluminio. La opinión generalizada es que los moldes de acero son más caros, mientras que los de aluminio son más rentables para lotes pequeños.
¿Por qué elegir moldes de inyección de aluminio?

Necesita muchas piezas, pero no decenas de miles. Necesita piezas rápidamente y bajo demanda. No quiere correr el riesgo de invertir en moldes antes de que el diseño de su pieza esté realmente probado. Si alguna de estas afirmaciones se aplica a su caso, el moldeo por inyección de bajo volumen con moldes de aluminio puede ser una buena opción para usted.
Moldeo por inyección: Molde de inyección de aluminio vs. Molde de inyección de acero P20
El acero P20 es el más utilizado para los moldes de inyección. Comparemos los moldes de inyección de acero P20 y los moldes de inyección de aleación de aluminio.
Tomemos como ejemplo un simple producto de plástico. Material del producto: ABS, peso del producto 20 gramos, cantidad de producto 1.000 piezas, molde de 1 cavidad.
| Material del molde | Material del producto | Producto Cantidad/unidad | Producto Peso/g | Cavidad del molde | Tiempo de espera del molde/Días | Precio del molde/$ | Precio del producto/$ | Coste total del proyecto/$ |
|---|---|---|---|---|---|---|---|---|
| Acero P20 | ABS DG417 | 1000 | 20 | 1*1 | 25 | 2000 | 0.3 | 2300 |
| Aluminio 6061 | ABS DG417 | 1000 | 20 | 1*1 | 15 | 1300 | 0.3 | 1600 |
Ventajas del molde de inyección de aluminio
Para proyectos de producción de lotes pequeños, los moldes de inyección de aluminio son una gran elección para fabricar todo tipo de productos de plástico. Los moldes de aluminio tienen muchas ventajas.

1. Rentable: Utilizar aluminio para fabricar un molde de inyección es más barato que utilizar acero. Usted todavía puede ahorrar hasta 30% del coste total con molde de aluminio para el proyecto de producción de lotes pequeños.
2. Plazo de entrega: Los moldes de inyección de aluminio son más rápidos que los moldes de inyección de acero en términos de diseño y procedimientos de procesamiento. En general, los moldes de aluminio pueden acortar el tiempo en 40% en comparación con los moldes de acero. Por lo tanto, puede fabricar los prototipos requeridos y los productos finales más rápido.
3. Plazo de entrega: Normalmente, el peso del molde de aluminio es un tercio del molde de acero, por lo que es fácil de manejar. El aluminio es un material blando, por lo que es más fácil mecanizar el material para formar el molde de inyección. El sistema de refrigeración simplificado y la estructura del molde hacen que la eficiencia de la producción sea mucho mayor.
¿Cuáles son las desventajas del molde de inyección de aluminio?
Dado que el aluminio tiene sus limitaciones, los moldes de inyección de aluminio también las tienen. Estas limitaciones incluyen la vida útil del molde, los tipos de materiales que se pueden producir y cómo se puede modificar el molde.

1. Material del producto: El aluminio es un material blando, por lo que no puede utilizarse para fabricar materiales con relleno de fibra de vidrio, que desgastarían el molde rápidamente, como el nailon reforzado con fibra de vidrio, etc. No puede utilizarse para fabricar materiales de ingeniería de alta temperatura, que deformarían el molde fácilmente durante la producción, como PEEK, PPSU, etc.
2. Vida útil del molde: Los moldes de aluminio no son tan duraderos, resistentes a la corrosión y al desgaste como los de acero. Por lo tanto, sólo son adecuados para la producción de lotes pequeños. En circunstancias normales, la vida útil del molde es de 1.000 a 10.000 disparos, en función del material y la estructura del producto.
3. Complejidad del diseño del producto: Los moldes de aluminio no son adecuados para fabricar piezas con diseños de productos complejos. Los diseños de productos complejos tienen piezas finas y gruesas. Por lo tanto, se necesita un material que pueda soportar estos parámetros y que pueda soportar las altas presiones y temperaturas del proceso sin deformarse. Los moldes de inyección de aluminio no son adecuados porque pueden deformarse en estas condiciones.
4. Modificación del molde: Una vez terminado el molde de inyección de aluminio, si hay que cambiar la estructura del producto, no se puede hacer soldando como con un molde de acero. Hay que rehacerlo.
¿Cuáles son los principios de diseño del molde de inyección de aluminio?
Simplifique el moldeado
Por lo general, no haga un molde supercomplicado con elevadores y deslizadores, y utilice insertos cargados a mano en lugar de insertos automáticos. Para prototipos y producción de bajo volumen, como la cantidad de piezas moldeadas no es grande, no es caro cargar y descargar manualmente los insertos, lo que puede ahorrar en costes de molde y aumentar la vida útil del molde.
Uso de la base de molde compartida
Para los moldes de inyección de aluminio, podemos diseñar todas las cavidades utilizando bases de molde de stock. Esto significa que no tenemos que gastar tiempo y dinero pidiendo nuevas bases de molde. También nos ayuda a acortar los plazos de entrega y ahorrar dinero para satisfacer su presupuesto.
Mejore la estructura de su producto
Cuando diseñe moldes de aluminio, utilice esquinas redondeadas en lugar de esquinas afiladas. El aluminio es blando, y las esquinas afiladas se desgastan más rápido al inyectar el molde. Además, se dañan con facilidad y son difíciles de arreglar. Haga que el grosor de la pared del producto sea lo más uniforme posible, lo que puede hacer que la presión de inyección sea menor y que el molde tenga menos probabilidades de deformarse bajo la presión de inyección.
Desglose de Costos del Proveedor de Moldeo por Inyección: Herramientas, Precio Unitario, Materiales y Tarifas Ocultas
Cuando solicita un presupuesto a un proveedor de moldeo por inyección, la cifra que recibe rara vez cuenta la historia completa. Detrás de ese precio unitario1 se encuentra la amortización de herramientas, los recargos de materiales, la configuración

Lista de verificación de inspección del proveedor de moldeo por inyección antes de la producción en masa
Seleccionar un proveedor de moldeo por inyección es solo la mitad de la batalla. Antes de comprometerse con la producción en masa, necesita un proceso de inspección sistemático que detecte brechas de capacidad, riesgos de calidad y problemas ocultos.

Errores de comunicación con proveedores de moldeo por inyección que causan retrabajos costosos
Después de dos décadas dirigiendo proyectos de moldeo por inyección, podemos decirte esto: la mayoría de los retrabajos no provienen de máquinas defectuosas o materiales incorrectos. Provienen de una mala comunicación entre el comprador
Soluciones de optimización Gratis
- Proporcionar información sobre el diseño y soluciones de optimización
- Optimice la estructura y reduzca los costes de moldeado
- Hable directamente con los ingenieros

