 İçeriğe geç
İçeriğe geç 

Yıllar boyunca, enjeksiyon kalıplama imalatı teknoloji uzun bir yol kat etti. Artık altı yaygın enjeksiyon kalıplama üretimi teknikler: sıkıştırmalı enjeksiyon kalıplama, egzoz enjeksiyon kalıplama, düşük basinçli enjeksi̇yon kaliplamagaz destekli enjeksiyon kalıplama, su destekli enjeksiyon kalıplama ve yüksek parlaklıkta enjeksiyon kalıplama.
Enjeksiyon kalıplama işlemi, erimiş hammaddelerin basınçlandırılması, enjekte edilmesi, soğutulması ve ayrılması yoluyla yarı mamul parçaların belirli bir şekle getirilmesi sürecini ifade eder.

Plastik enjeksiyon kalıplama imalatı süreç temel olarak kalıp kapatma - doldurma - (gaz destekli, su destekli) basınç tutma - soğutma - açma - kalıptan çıkarma ve diğer altı aşamayı içerir. -Kalıbın açılması - Kalıptan çıkarma ve diğer altı aşama.
Enjeksiyon kalıplama aşağıdaki altı türe ayrılır, bunlar hakkında daha fazla bilgi edinelim.
Enjeksiyon Sıkıştırma Kalıplama
Sıkıştırmalı kalıplama, geleneksel kalıplamanın gelişmiş bir şeklidir. enjeksiyon kalıplama.
Enjeksiyon Sıkıştırma Kalıplama Avantajları
Akış uzunluğu oranını artırır enjeksiyon kalıplı parçadaha az sıkıştırma kuvveti ve enjeksiyon basıncı kullanır; malzemedeki iç gerilimi azaltır ve işleme verimliliğini artırır.
Kullanım Alanlarına Uyarlanmış Enjeksiyon Sıkıştırma Kalıplama
Optik lenslerin yüksek geometrik doğruluk, doğru boyutlar ve düşük deformasyon gerektirdiği iyi bilinmektedir. enjeksiyon kalıplama.
Enjeksiyon Sıkıştırma Kalıplama Uygulamaları
Büyük kavisli parçalar, ince duvarlı, minyatür parçalar, optik lensler ve iyi darbe direnci gereksinimleri olan parçalar gibi termoplastik mühendislik plastiklerinden yapılmış çeşitli ürünler için.

Havalandırma Enjeksiyon Kalıplama
Havalandırma enjeksiyon kalıplama: "Havalandırma" işleminin amacı, polimerizasyon-solidifikasyon işlemi sırasında ortaya çıkan uçucu fisyon ürünlerinin yayılması için bir fırsat sağlamaktır.
Bu gazlar boşluktan tahliye edilmezse, sonuç eksik ürünler veya kapakta hava kabarcıkları olacaktır.
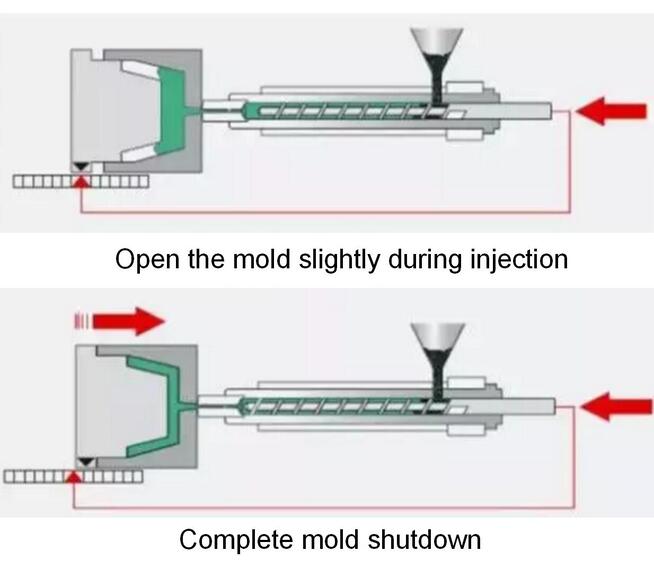
Havalandırma Enjeksiyon Kalıplama Sırası
1. enjeksiyon hacmi yaklaşık 80%-95%'ye ulaştığında enjeksiyonu askıya alın.
2. Uçucu gazın tahliyesine izin vermek için kalıbı yaklaşık 0,1-0,2 mm açın.
3. Kalıbı ikinci kez kapatın ve kalan enjeksiyon hacmini enjekte edin.

Havalandırma Enjeksiyon Kalıplama Uygulama Örnekleri
Üretilen ürün: filtre pres filtre plakası 1500×1500
Boşluk sayısı: 1 boşluk
Malzeme PP (akış indeksi 0.2 yüksek viskozite)
Enjeksiyon kalıplama makinesi: 6800T depolama silindirli BU4000
Kalıplama işlemi: sıkıştırmalı enjeksiyon kalıplama
Düşük Basınçlı Enjeksiyon Kalıplama
Düşük basınçlı enjeksiyon kalıplama işlemi, sıcak eriyik malzemeyi kalıba enjekte etmek ve hızlı bir şekilde kürlemek için çok düşük enjeksiyon basıncı kullanan, sıcak eriyik malzemenin mükemmel sızdırmazlık özellikleri ve yalıtım, sıcaklık direnci, darbe direnci elde etmek için mükemmel fiziksel ve kimyasal özelliklerle bir tür kapsülleme işlemidir. elektronik bileşenlerin korunmasında iyi bir rol oynamak için titreşim sönümleme, nem geçirmez, su geçirmez, toz geçirmez, kimyasal korozyon direnci vb.
Deri, ahşap, elyaf kumaş, PVC/TPO/PUR dekoratif film hassasiyeti daha düşük enjeksiyon basıncı gerektirir.
Düşük Basınçlı Enjeksiyon Kalıplama Uygulama Örnekleri

Gaz Destekli Enjeksiyon Kalıplama
Gaz Destekli Enjeksiyon Kalıplama GAIM Süreci
Enjeksiyon aşaması (kısmi) - Şişirme aşaması (N2) - Gaz tutma aşaması (sabit soğutma havası basıncı) - Basınç düşürme aşaması - Kalıptan çıkarma aşaması
GAIM birim bileşimi.
Gaz basınç jeneratörü, gaz kontrol ünitesi, gaz enjeksiyon cihazı, gaz geri kazanım cihazı

Gaz Destekli Enjeksiyon Kalıplama Uygulama Örneği

Su destekli enjeksiyon kalıplama
Su destekli enjeksiyon kalıplama teknolojisi gelişmiş bir enjeksiyon kalıplama Eriyiğin bir kısmının kalıp boşluğuna enjekte edildiği ve daha sonra iş parçasını kalıplamak için ekipman aracılığıyla eriyiğe yüksek basınçlı su enjekte edildiği işlem.
Suyun sıkıştırılamazlığı, dolayısıyla suyun ön ucunda katı bir arayüz oluşturması nedeniyle, ürünün iç duvarı bir boşluğa ekstrüde edilir ve suyun ön ucu da hızlı soğutma rolünü oynar.
Bu nedenle, su destekli gaz destekli ile karşılaştırılamayacak birçok avantaja sahiptir. Çalışmalar ve uygulamalar, su destekli yöntemin daha ince ve daha düzgün boşluk duvarları oluşturabildiğini ve yolluk iç duvar yüzeyinin çok düzgün olduğunu göstermiştir.
Özellikle kalın duvarlı parçalar için, su destekli soğutma süresi gaz destekli ile karşılaştırıldığında büyük ölçüde azaltılabilir.

Yüksek Parlaklıkta Enjeksiyon Kalıplama
Temel süreç yüksek parlaklıkta enjeksiyon kalıplama önce kalıp yüzeyini hızla ısıtmak için yüksek sıcaklık ve yüksek basınçlı su buharı kullanmaktır. enjeksiyon kalıplamaBöylece kalıplama boşluğunun yüzey sıcaklığı reçine plastik malzemenin cam transfer sıcaklığının (Tg) üzerine çıkar ve ardından plastikleştirilmiş plastik eriyik kapalı kalıp boşluğuna enjekte edilir.

Enjeksiyon bittiğinde, hava beslemesi durdurulur ve borudaki su buharı hava basıncı ile dışarı üflenir, ardından kalıbın sıcaklığının soğuyana kadar hızla düşmesini sağlamak için soğutma suyu geçirilir ve kalıp ürünü çıkarmak için açılır.







