 İçeriğe geç
İçeriğe geç 
Düşük Hacimli Enjeksiyon Kalıbı
Düşük Hacimli Enjeksiyon Kalıp İmalatı ve Tasarım Kılavuzu

Zetar'ın Hizmet Her Zaman Ekstra Yol Kat Edin
Tek elden hizmet sunuyoruz: Tasarım Geri Bildirimi Modifikasyon Önerisi, Hızlı Prototip Tasarımı
Kalıp Akışı ve Kalıp Tasarımı, Enjeksiyon Kalıp Takım Yapımı, DFM Raporu, Kalıp Akışı ve Yapımı Hizmetleri
Hizmetler, Plastik Enjeksiyon Kalıplama Hizmetleri, Sonradan İşleme ve Montaj Hizmetleri.
Enjeksiyon Kalıplama Ürün Tasarım Hizmeti

Enjeksiyon Kalıplama Ürün Optimizasyon Hizmeti
Enjeksiyon Kalıplama Prototip Yapımı Hizmeti
Enjeksiyon Kalıplama Üretim Hizmeti
Enjeksiyon Kalıp Yapımı Hizmeti
Enjeksiyon Kalıp Tasarım Hizmeti

Enjeksiyon Kalıplama Ürün Sonrası İşleme Hizmeti

Enjeksiyon Kalıplama Ürün Montaj Hizmeti

Enjeksiyon Kalıplama Ürün Yükleme ve Nakliye Hizmeti
Düşük Hacimli Enjeksiyon Kalıp İmalatı
ZetarMold, küçük seri üretimler için 3D baskı kalıbı, vakumlu döküm kalıbı, reaksiyon enjeksiyon kalıbı ve alüminyum enjeksiyon kalıbı çözümleri sunmaktadır.

Düşük Hacimli Enjeksiyon Kalıbı için Kaynaklar
Düşük Hacimli Enjeksiyon Kalıbı Nedir?
Düşük Hacimli Enjeksiyon Kalıbı, düşük hacim gereksinimleri olan küçük plastik parça partileri üretmek için tasarlanmış bir enjeksiyon kalıbı türüdür. Düşük Hacimli Enjeksiyon Kalıbı 4 işlemden oluşur: 3D baskı enjeksiyon kalıpları, vakumlu döküm kalıbı ve reaksiyon enjeksiyon kalıbı, alüminyum enjeksiyon kalıbı.
Özellikler ve Düşük Hacimli Enjeksiyon Kalıbının Faydaları
Daha küçük kalıp boyutu:
Düşük Hacimli Enjeksiyon Kalıpları, geleneksel enjeksiyon kalıplarından daha küçük ve daha kompakt olacak şekilde tasarlanmıştır, bu da onları düşük hacimli üretim için daha uygun hale getirir.
Daha küçük parti boyutları:
Düşük Hacimli Enjeksiyon Kalıbı, genellikle 1 ila 1.000 birim arasında değişen küçük parça partileri üretmek için uygundur.
Daha ucuz takımlar:
Düşük Hacimli Enjeksiyon Kalıpları genellikle geleneksel kalıplara kıyasla daha ucuz kalıp maliyetlerine sahiptir, bu da küçük işletmeler veya yeni başlayanlar için daha yapılabilir oldukları anlamına gelir.
Daha kısa teslim süreleri:
Düşük Hacimli Enjeksiyon Kalıbı, hızlı prototipleme ve üretime izin vererek hızlı bir şekilde tasarlanabilir ve yapılabilir ve genellikle birkaç gün veya hafta içinde daha hızlı üretim ve teslimat sürelerine izin verir.
Esneklik:
Düşük Hacimli Enjeksiyon Kalıpları farklı parçalar üretmek için kolayca yeniden düzenlenebilir, bu da onu prototip oluşturma, test etme veya küçük ölçekli üretim için mükemmel bir seçenek haline getirir.



Düşük Hacimli Enjeksiyon Kalıbı Uygulamaları

1. Prototip oluşturma:
Düşük Hacimli Enjeksiyon Kalıbı, prototip yapmak, yeni tasarımları test etmek veya tam ölçekli üretime geçmeden önce parçaları denemek için mükemmeldir.
2. Küçük ölçekli üretim:
Düşük Hacimli Enjeksiyon Kalıbı, niş pazarlar, özel ürünler veya sınırlı sayıda üretilen ürünler için küçük parçalar yapmak için iyidir.
3. Özelleştirilmiş ürünler:
Düşük Hacimli Enjeksiyon Kalıbı, benzersiz tasarımlara, şekillere veya malzemelere sahip özel parçalar yapmak için mükemmeldir.
4. Küçük işletmeler:
Düşük Hacimli Enjeksiyon Kalıbı, çok fazla kaynağa sahip olmayan küçük işletmeler veya yeni başlayanlar için iyidir.
Düşük Hacimli Enjeksiyon Kalıplama Uygun Olmadığında
Düşük Hacimli Enjeksiyon Kalıplama harika bir üretim sürecidir, ancak en iyi seçim olmayabileceği zamanlar da vardır. İşte Düşük Hacimli Enjeksiyon Kalıplamanın en iyi seçenek olmayabileceği bazı durumlar:

1. Yüksek hacimli üretim:
Çok sayıda parça (binlerce veya on binlerce) yapmanız gerekiyorsa, geleneksel enjeksiyon kalıbı daha ucuz olabilir.
2. Yüksek karmaşıklık:
Parçanız gerçekten karmaşıksa, çok sayıda hareketli parça, çok sayıda küçük ayrıntı veya gerçekten sıkı toleranslar varsa, geleneksel enjeksiyon kalıbı daha iyi bir seçim olabilir.
3. Yüksek performanslı malzemeler:
Yüksek sıcaklıklara, kimyasallara dayanabilen, gerçekten güçlü olan veya büyük bir darbe alabilen malzemeler gibi özel malzemelere ihtiyacınız varsa, geleneksel enjeksiyon kalıbı daha iyi bir seçim olabilir.
4. Yüksek hassasiyetli parçalar:
Parçalarınızın gerçekten hassas (±0,01 mm içinde gibi) veya gerçekten doğru olması gerekiyorsa, geleneksel enjeksiyon kalıbı daha iyi bir seçim olabilir.
5. Yüksek yüzey kalitesi gereksinimleri:
Parçalarınızın gerçekten güzel bir yüzey kalitesine sahip olması gerekiyorsa (Ra < 0,1 μm), geleneksel enjeksiyon kalıbı daha iyi bir seçim olabilir.
Bu nedenle, Düşük Hacimli Enjeksiyon Kalıbı harika bir süreç olsa da, sizin için en iyi seçenek olup olmadığına karar vermeden önce projenizin gereksinimlerini ve Düşük Hacimli Enjeksiyon Kalıbının sınırlamalarını göz önünde bulundurmanız gerekir.
4 Düşük Hacimli Enjeksiyon Kalıbının Karşılaştırılması
İşte 3D baskı kalıpları, vakumlu döküm kalıpları, reaksiyon enjeksiyon kalıpları ve alüminyum enjeksiyon kalıplarının kalıp malzemesi, çevrim ömrü ve ürün malzemesine genel bir bakış:
| Kalıp Tipi | Kalıp Malzemesi | Çevrim Ömrü | Ürün Malzemesi |
|---|---|---|---|
| 3D baskılı kalıp | ABS, Naylon, vb. | 30~100 Atış | PP, PE, TPE, TPU, POM, PA |
| Vakumlu Döküm Kalıbı | Silikon Kauçuk, PU, Epoksi, vb. | 10~20 Atış | ABS, PMMA, PA, POM, vb. simüle eden PU. |
| Reaksiyon Enjeksiyon Kalıbı | PU, Alüminyum, Sertleştirilmemiş Çelik vb. | 500~1000 atış | PU, PA6, Polyester, vb. |
| Alüminyum Enjeksiyon Kalıbı | Alüminyum | 500~1000 atış | PP, PE, ABS, PS, PA, TPE, vb. |
3D Baskı Enjeksiyon Kalıbı
3D baskı enjeksiyon kalıbı nedir?
3D baskı, bir şeyler tasarlama ve yapma şeklimizi değiştiren, hızla büyüyen bir alandır. Geçmişte 3D baskı, tasarım ve üretim sürecinde sadece daha sonra enjeksiyonla kalıplanacak prototipleri yapmak ve test etmek için kullanılıyordu. Şimdi, yazıcı doğruluğu, yüzey kalitesi ve malzemelerdeki gelişmeler 3D yazıcıların enjeksiyon kalıplarını da yapmasına izin veriyor.
İki tip 3D baskı enjeksiyon kalıbı
Yaygın 3D baskı enjeksiyon kalıplarımız aşağıdaki iki türe sahiptir:
Kalıp tabanlarında kalıp ekleri
Bu, en yaygın 3D baskılı kalıp türüdür ve genellikle daha doğru parçalar üretir. Boşluk malzemesinin 3D baskılı malzeme ile değiştirilmesi dışında standart bir enjeksiyon kalıbının boşluğuna benzer. Kalıp 3D olarak basılır ve daha sonra enjeksiyon nozülünün basıncı ve ısısı için destek sağlayan sert bir alüminyum veya çelik kalıp tabanına yerleştirilir. Alüminyum veya çelik kalıp tabanları ayrıca 3D baskı kalıplarının tekrarlanan kullanımdan sonra deforme olmasını önlemeye yardımcı olur. 3D baskı kalıplarının ömrünü uzatın.
Tamamen 3D baskılı enjeksiyon kalıbı
Bu tip 3D baskılı enjeksiyon kalıbı için, kalıbın tamamı 3D olarak basılır ve herhangi bir sert alüminyum veya çelik kalıp çerçevesi kullanmaz. Bu, daha iyi güç ve incelik elde etmek için 3D baskı yaparken daha yüksek hassasiyet ve daha uzun baskı süresi gerektirir. Bu tür 3D baskılı kalıbın ağır kullanımdan sonra deforme olma olasılığı daha yüksektir ve bu tür uygulamalar daha az yaygındır.
3D baskı enjeksiyon kalıpları uygulamaları
1. Daha hızlı teslimat süreleri: (1-2 hafta)
3D baskı, enjeksiyon kalıpları yapmak için gereken süreyi hızlandırabilir, böylece ürünlerinizi daha hızlı üretip kapıdan çıkarabilirsiniz.
2. Küçük ölçekli üretim: (50-100 parça)
3D baskı, özel parçalar veya özel ürünler gibi küçük üretim çalışmaları için mükemmeldir.
3. Daha esnek: (Değiştirmesi Kolay)
3D baskı, tasarımı ve kalıbı değiştirmeyi kolaylaştırır, böylece yeni ürün gereksinimlerine uyum sağlayabilirsiniz.
4. Basit küçük boyutlu ürün: (150 mm'den az)
3D baskı enjeksiyon kalıpları birden fazla kez kullanıldığında deforme olur ve yüksek hassasiyetli veya büyük boyutlu ürünler için uygun değildir.
3D Baskı Enjeksiyon Kalıbının Dezavantajları Nelerdir
Enjeksiyon kalıplama için 3D baskılı enjeksiyon kalıplarının daha kısa teslim süreleri ve daha düşük maliyetler gibi avantajları vardır, ancak dezavantajları da vardır. İşte bunlardan birkaçı:

Büzülme Kusurları ve Çarpılma: 3D baskılı kalıplar soğuduğunda, dar toleranslı ürünleri bozabilecek şekilde büzülebilir ve bükülebilirler. Bu, kalıpta kusurlara yol açabilir ve nihai ürünü bozabilir.
Boyut Sınırlamaları: Boyut sınırlamaları söz konusu olduğunda, 3D baskılı kalıp ekleri en fazla 164 cm3 (10 inç küp) hacme sahip küçük bileşenler için uygundur. En fazla 150 cm.
Yüzey İşlemi: 3D baskılı kalıpların yüzey kalitesi geleneksel metal kalıplara göre daha pürüzlü olabilir. 3D baskı, parçaları katmanlar halinde oluşturur. Bu nedenle, basılı parçalar herhangi bir açılı yüzey veya duvar üzerinde merdiven basamağı etkisi gösterebilir. Basılı kalıplar farklı değildir ve bu küçük pürüzlü kenarları çıkarmak için işleme veya zımparalama gerektirir.
Soğutma Daha Uzun Sürer: 3D baskılı kalıpların üretimi genellikle geleneksel kalıplama yöntemlerinden daha hızlı olsa da, enjeksiyon kalıplama işleminin kendisi daha uzun sürer. Bunun nedeni, 3D baskılı kalıpların metal kalıplar kadar basınca ve ısıya dayanmamasıdır. Polimerlerin termal iletkenliği de bir sorundur. Sonuç olarak, enjeksiyon kalıplama için döngü süresi artar. Bu da daha yüksek üretim maliyetlerine ve daha az ürün üretilmesine yol açmaktadır.
Enjeksiyon kalıplarının 3D baskısı için farklı süreçlerin karşılaştırılması
3D baskı ile kalıp yapmanın farklı yolları vardır. İşte bunlardan bazıları: Kaynaşmış Biriktirme Modelleme (FDM), Stereolitografi (SLA), Seçici Lazer Sinterleme (SLS) ve Dijital Işık İşleme (DLP). Kalıbın ne kadar karmaşık olduğuna ve ne kadar uzun süre dayanmasını istediğinize bağlı olarak hangi 3D yazıcıyı ve malzemeyi kullanacağınızı seçeceksiniz. İşte bu süreçlerin nasıl karşılaştırıldığı.
| 3D Baskı Süreci | Kalıp Doğruluğu | Kalıp Mukavemeti | Kalıp Boyutu | Uygun Maliyetli |
|---|---|---|---|---|
| FDM | ★ | ★★★ | ★★★★ | ★★★★ |
| SLA | ★★★★ | ★★ | ★★★ | ★★ |
| SLS | ★★★ | ★★★★ | ★★ | ★ |
| DLP | ★★★★ | ★★ | ★ | ★★★ |
3D Baskı Enjeksiyon Kalıbı için Tasarım Yönergeleri
3D baskı için bir enjeksiyon kalıbı tasarlarken, enjeksiyon kalıplama için tasarım kurallarına ve 3D baskı için tasarım kurallarına uymanız gerekir. İşte polimerler için 3D baskı kalıpları konusunda deneyim sahibi kullanıcılardan ve uzmanlardan bazı ipuçları.
Taslak Açısı: Çekim açılarını 2 derece veya daha fazlasına çıkarmalı ve kalıpların ömrünü uzatmak için bir ayırıcı bileşik kullanmalısınız.
Duvar Kalınlığı: Parçanın her yerde aynı kalınlıkta olduğundan ve keskin köşeleri olmadığından emin olun. Çok ince yapmayın, çünkü 1-2 mm'den daha az kalınlıkta olursa ısındığında eğrilebilir.


Kapı Tasarımı: Boşluktaki basıncı azaltmak için kapıyı kırarak açın. Tünel ve nokta kapılarından kaçının; yolluk, fan ve tırnak kapılarının boyutunu normal boyutlarının üç katına çıkarın.
Havalandırma: Kalıp tasarımınıza bir hava deliği eklemek, enjeksiyon kalıplama işlemi sırasında sıkışan havadan kurtulmanıza yardımcı olabilir ve bu da gözenekli parçalar gibi kusurları azaltabilir. Havanın çıkabilmesi için boşluğun kenarından kalıbın kenarına kadar büyük hava delikleri eklediğinizden emin olun. Bu, malzemenin kalıba daha iyi akmasına yardımcı olacak, basıncı azaltacak ve daha kısa döngü sürelerine sahip olabilmeniz için kapı alanındaki yanıp sönmeden kurtulacaktır.
Kalıp Malzemesi: Kalıp için iyi bir malzeme seçin. Enjeksiyondan kaynaklanan basıncı kaldırabilecek kadar güçlü ve sert olduğundan emin olun. Kalıp, enjekte ettiğiniz malzemeden daha yüksek bir erime noktasına sahip olmalıdır.
Malzeme Dolgusu: Polimer, basılı kalıp içinden 3D baskı çizgileriyle aynı yönde akmalıdır. Bu, yapışmayı önlemeye ve daha düşük enjeksiyon basınçlarında dolumu iyileştirmeye yardımcı olacaktır.
Soğutma Kanalları: Soğutma kanallarının kullanılması soğutma sürelerini azaltacaktır, ancak plastik kalıplar ısıyı alüminyum veya çelikten yapılmış olanlar kadar iyi dağıtmadığından, basılı kalıplarda görülen önemli ölçüde daha uzun döngü sürelerini azaltmayacaktır.
Vakumlu Döküm Kalıbı
Vakumlu Döküm Kalıplama Nedir?
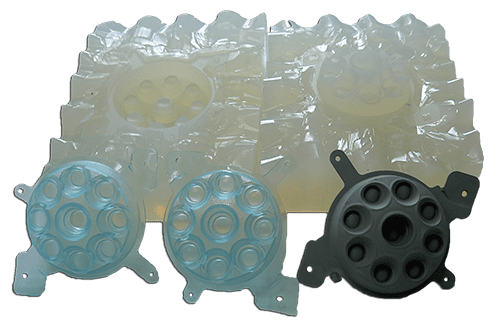
Vakumlu döküm kalıbı, küçük miktarlarda enjeksiyon parçaları yapmanın hızlı ve ucuz bir yoludur. Tipik olarak, prototip olarak 3D baskılı SLA parçaları veya CNC tarafından üretilen parçaları kullanırız. Silikon malzemeden bir kalıp yapıyoruz ve daha sonra replika ürünler yapmak için vakumlu enjeksiyon kalıplama işlemini kullanarak PU malzemeyi kalıba döküyoruz.
Vakumlu Döküm Kalıp Proses Özellikleri
İşte vakum döküm kalıplarının proses özellikleri:
1. Doğruluk:
Ürün 100 mm'den daha az ve ±0,1 mm dahilinde doğrudur. 100 mm'nin üzerinde, genellikle ±0,3 mm dahilindedir.
2. Duvar Kalınlığı:
Duvar kalınlığını minimum 0,75 mm ile 1,5 mm arasında tutun. En az 0,75 mm kalıbın doğru şekilde doldurulmasını sağlar ve 1,5 mm en iyi sonuçları elde eder.
3. Küf filizleri:
Kalıp başına yaklaşık 20 atış.
4. Yüzey İşlemi:
Hem mat hem de parlak bir yüzey elde edebilirsiniz.
5. Ürün Özellikleri
Kalıbın boyutu vakum odasının boyutlarına ve ürünün hacmine bağlıdır. 2m uzunluğa kadar parçalar üretebilirsiniz.
Vakumlu Döküm Kalıbının Faydaları Nelerdir?
Vakumlu döküm kalıpları, karmaşık şekillere ve yüzeylere sahip yüksek kaliteli parçalar yapmak için mükemmeldir. İşte insanların vakumlu döküm kalıplarını sevmesinin bazı nedenleri:

Yüksek doğruluk: Vakumlu döküm kalıpları yüksek doğruluk ve hassasiyete sahip parçalar üretebilir, bu da onları boyutların tam olarak doğru olması gereken uygulamalar için iyi hale getirir.
Daha kısa teslim süresi: Taslaktan sevkiyata kadar, 200 replika ürün yapmak genellikle yaklaşık bir hafta sürer. Bunun nedeni, kalıbı yaptıktan sonra herhangi bir ek takım veya işleme yapmanıza gerek kalmamasıdır.
Uygun maliyetli: Vakumlu döküm, küçük ila orta ölçekli parçaları küçük ila orta ölçekli miktarlarda üretmenin ekonomik bir yoludur. Bu da onu küçük işletmeler ve start-up'lar için iyi bir seçenek haline getirir.
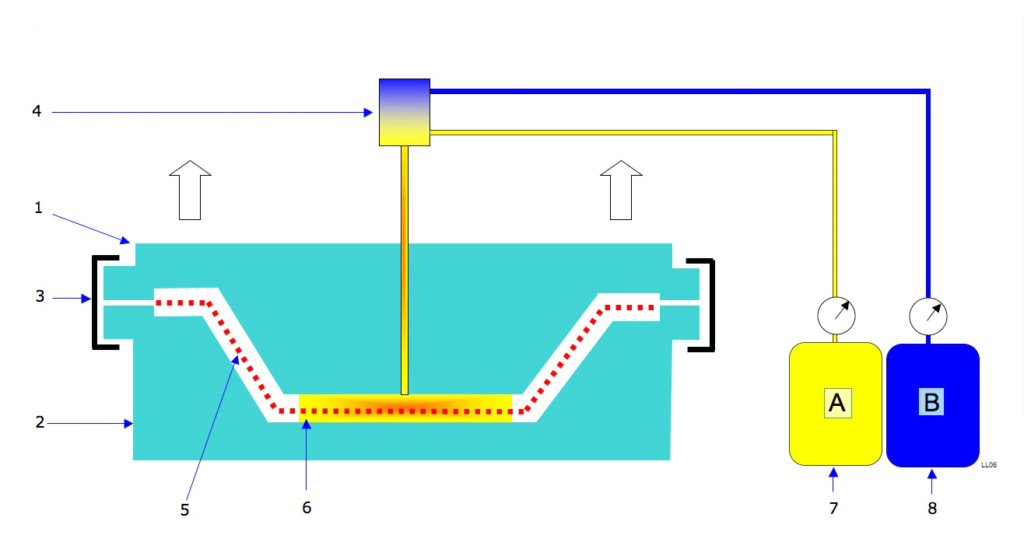
Vakumlu Döküm Nasıl Çalışır?
Vakumlu döküm kalıbı, silikon kalıplar yapmak için 3D baskı veya CNC prototipleri kullanan ve daha sonra bu kalıpları yüksek hassasiyet ve ayrıntıya sahip plastik parçalar yapmak için kullanan bir üretim sürecidir. İşte vakumlu kalıplama sürecine adım adım genel bir bakış:
Adım 1: Prototip Oluşturun
Prototipin kalitesi, kopya ürünlerin kalitesini belirler. Ürünün son ayrıntılarını simüle etmek için SLA prototipinin yüzeyine doku püskürtebilir veya başka işlemler yapabiliriz. Silikon kalıp, prototipin ayrıntılarını ve dokusunu kopyalayacaktır, böylece kopya ürünlerin yüzeyi prototipe çok benzeyecektir.
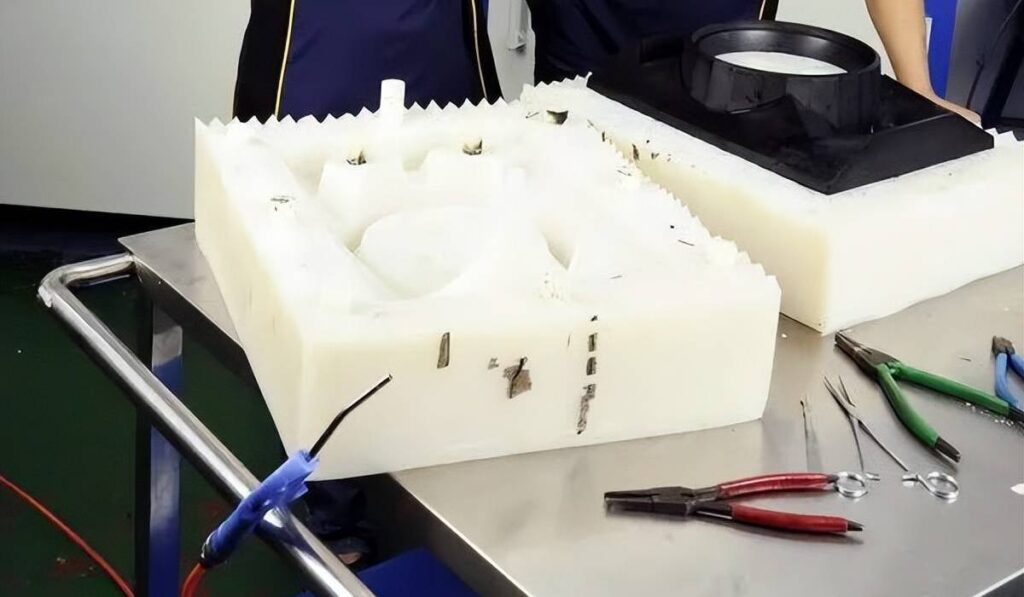
Adım 2: Vakumlu Döküm Kalıbı Yapımı
İlk olarak, prototipin etrafındaki düz bir alana bant yapıştırın, böylece daha sonra kalıbı açmak daha kolay olacaktır. Bu aynı zamanda nihai kalıbın ayırma yüzeyi olacaktır. İkinci olarak, prototipi bir kutuya asın ve yolluk ve havalandırma delikleri yapmak için parçanın üzerine tutkal çubukları koyun. Üçüncü olarak, kutuya silikon enjekte edin ve havayı emdirin, ardından kalıbın hacmine bağlı olarak 8-16 saat boyunca 40°C'de fırına koyun. Son olarak, silikon kürlendikten sonra, kutuyu ve tutkal çubuğunu çıkarın, prototipi silikondan çıkarın, bir boşluk yapın ve silikon kalıbınız olsun.

Adım 3: Vakum Enjeksiyon Kalıplama
İlk olarak, silikon kalıbınızı fırına koyun ve 60-70°C'ye kadar önceden ısıtın. Yapışmayı ve yüzey kusurlarını önlemek için kalıbı kapatmadan önce iyi bir ayırıcı madde kullandığınızdan ve uygun şekilde kullandığınızdan emin olun. Poliüretan reçinenizi kullanmadan önce yaklaşık 40°C'ye ısıtın. İki bileşenli reçineyi doğru oranda karıştırın, iyice karıştırın ve 50-60 saniye boyunca vakumla gazını alın. Reçineyi bir vakum odasının içindeki kalıba dökün ve kalıbı tekrar fırında kürleyin. Kürleşmesi yaklaşık 1 saat sürmelidir. Sertleştikten sonra döküm ürünü silikon kalıptan çıkarın. Daha fazla replika ürün elde etmek için bu adımı tekrarlayın.

Vakumlu Döküm Kalıp Uygulamaları
1. Küçük Çaplı Üretim:
Vakumlu döküm kalıpları, küçük partiler halinde yüksek kaliteli plastik prototipler yapmak için mükemmeldir. Çelik bir kalıbın maliyetini haklı çıkarmak için yeterli parçaya ihtiyacınız olmadığında, vakumlu döküm, küçük bir parça grubu elde etmenin en hızlı ve en ekonomik yoludur. Otomotiv, tıp, tüketici ürünleri, endüstriyel ekipmanlar, tarım ekipmanları, spor ekipmanları ve müzik aletleri dahil olmak üzere çok çeşitli endüstrilerde kullanılmaktadır.
2. Fonksiyon Testi:
Vakumlu döküm süreci ve nispeten düşük maliyetli silikon kalıplar, özellikle ürün seri üretiminden önce işlevsel testler için kullanılabildiğinde, mühendislik doğrulamasını ve tasarım değişikliklerini basit ve ekonomik hale getirir.
3. Pazar Araştırması:
Vakumlu Döküm ürünleri eksiksiz bir yeni ürün seti olabilir. Aynı tasarım konsepti altında seri üretim için hangisinin en uygun olduğunu bilmiyorsanız, bir silikon kalıp yapabilir ve 10-15 replika ürün yapabilirsiniz. Ve her replikada, tasarım departmanında dahili tartışmaya izin vermek için modüller üzerinde farklı renkler ve yüzeyler tasarlandı.
4. Pazarlama Ekranı:
Tüketici değerlendirmesi için küçük parti replika ürünler idealdir. Fuarlarda modeller sergileyerek veya kurumsal broşürlerde ve resmi web sitelerinde ürün fotoğraflarını önceden yayınlayarak, ısınma amaçlı tanıtım amacına hizmet ederler, böylece daha fazla potansiyel müşteri çekerler veya Ürün optimizasyonu ile ilgilidir.
Reaksiyon Enjeksiyon Kalıbı
Reaksiyon Enjeksiyon Kalıplama Nedir?
İki veya daha fazla reaktif düşük viskoziteli sıvıyı belirli bir oranda karıştırın ve ardından bunları belirli basınç ve sıcaklık koşulları altında kapalı bir kalıba enjekte edin. Kalıpta daha fazla reaksiyona girdikten sonra plastik bir ürün elde edersiniz. Bu reaksiyon enjeksiyon kalıplama işlemine RIM denir.
Reaksiyon enjeksiyon kalıplamanın temel özellikleri nelerdir?
Reaksiyon enjeksiyon kalıplamanın özellikleri aşağıdaki gibidir:

- Reaksiyon enjeksiyon kalıplama kalıbı içindeki basınç düşüktür (genellikle 0.2 ~ 7MPa), bu nedenle sıkıştırma kuvveti büyük değildir. Sonuç olarak, kalıp alüminyum alaşımdan yapılabilir ve geniş alanlı parçalar üretmek için kullanılabilir.
- İç gerilim oluşturmadan karmaşık yapılara ve şekillere (nervürler, çıkıntılar, boşluklar ve kaldırma kulakları dahil) sahip çeşitli parçaları enjeksiyonla kalıplamak için kullanılabilir.
- Sıvı reaksiyon bileşeninin viskozitesi nispeten düşüktür ve kalıp dolumu kolaydır. İnce duvarlı parçalar veya büyük kalın duvarlı ürünler oluşturmak için çok uygundur ve metal uçlu ürünler oluşturmak için de kullanılabilir.
- Kalıplama işlemi sırasında kimyasal reaksiyonlar meydana geldiğinden, üründe gözenek oluşumunu önlemek için kalıbın iyi egzoz kanallarıyla donatılması gerekir.
- Reaksiyon kalıplı ürünler büyük bir büzülme oranına sahiptir ve bir basınç tutma ve büzülme cihazına sahip olmalıdır.
- Reaksiyon enjeksiyon kalıplı ürünler için hammadde gereksinimleri nispeten yüksektir.
Reaksiyon enjeksiyon kalıplama için malzemeler nelerdir?
Poliüretan, reaksiyon enjeksiyon kalıplama (RIM) için en yaygın malzemedir. Diğer yaygın malzemeler arasında poliüre, polyester, polifenoller, poliepoksiler ve poliamid (naylon 6) bulunur. Bitmiş ürünü daha güçlü hale getirmek için, fiberglas gibi takviyeler de enjekte edilen malzemeye karıştırılır. Örneğin, sert köpük otomotiv panelleri. Karıştırılan bileşenlerin oranlarını ayarlayarak, RIM yumuşak, sert ve çok sert olabilir. Örneğin, bir şişirme maddesi kullanılarak yumuşak/sert bir köpük çekirdek üretilebilir.
Yaygın olarak kullanılan plastikler için RIM kalıplama işlemi koşulları
| Parametre | Poliüretan | Poliürea | Naylon 6 | Doymamış Polyester | Epoksi Reçine |
|---|---|---|---|---|---|
| Reaksiyon Isı Enerjisi/(kJ/mol) | 37 | 37 | 18.6 | 30 | 55.8 |
| Aktivasyon Enerjisi/(kJ/mol) | 26 | 5.6 | 39 | 50.8 | 20 |
| Malzeme Sıcaklığı/℃ | 40 | 40 | 100 | 25 | 60 |
| Kürlenme Süresi/s | 45 | 30 | 150 | 60 | 150 |
| Kalıp Büzüşmesi/% | 5 | 5 | 10 | 20 | 5 |
| Kalıp Sıcaklığı/℃ | 70 | 70 | 130 | 150 | 130 |
RIM'in Yaygın Uygulamaları Nelerdir?
RIM üretimi geniş ve büyüyen bir endüstriyel uygulama yelpazesinde kullanılmaktadır. İşte birkaç örnek:

- Otomotiv parçaları: RIM, gösterge panelleri, kapı panelleri ve diğer iç bileşenler gibi otomotiv parçaları üretmek için kullanılır.
- Tüketici ürünleri: RIM mobilya, beyaz eşya ve diğer ev eşyaları gibi tüketici ürünleri üretmek için kullanılır.
- Tıbbi cihazlar: RIM, implantlar, cerrahi aletler ve diğer tıbbi ekipmanlar gibi tıbbi cihazların üretiminde kullanılır.
- Havacılık ve Uzay: RIM, uçak parçaları, uydu bileşenleri ve uzayla ilgili diğer ekipmanlar gibi havacılık bileşenleri üretmek için kullanılır.
Reaksiyon Enjeksiyon Kalıplamanın Avantajları ve Dezavantajları Nelerdir?
| Avantajlar | Dezavantajlar |
|---|---|
| Güçlü ve dayanıklı. | Aralarından seçim yapabileceğiniz çok fazla malzeme yok, ancak daha fazlası geliyor. |
| İnce detaylara sahip karmaşık parçalar yapabilir. | İnce ayrıntıları güvenilir bir şekilde yapmak zor. |
| Malzemeye ve tasarıma bağlı olarak esnek veya sert parçalar yapabilir. | Aletler çok sağlam değildir, bu nedenle kolayca hasar görebilirler. |
| Kalıplama, örneğin enjeksiyon kalıplamaya kıyasla ucuzdur. | Çok büyük parçaları doldurmak ve iyileştirmek zordur. |
| Parçalar ucuz olabilir, özellikle de yerleşik eklentileri olan büyük bir parça yapabilir ve ucuz malzemeler kullanabilirsiniz. | Birçok RIM malzemesi uçucu organik bileşik (VOC) kirleticileri üretir. |
Reaksiyon Enjeksiyon Kalıplamanın Faydaları Nelerdir
- RIM ürünleri, diğer yöntemlerle üretilen benzerlerinden daha hafiftir. RIM, araba tamponlarının ve titreşimi azaltan parçaların yapımında kullanılır. Parçaların daha hafif olması arabanın daha hafif olmasını ve parçaların daha iyi çalışmasını sağlar. Bu, araba bir şeye çarptığında çok fazla hasar vermeyeceği anlamına gelir. Bu da arabanın tamirinde, sigortada ve benzinde para tasarrufu sağlar. Bu da tüm arabayı daha ucuz hale getirir.
- RIM ayrıca havanın daha temiz olmasına da yardımcı olur. Diğer plastik parça üretim yöntemlerine göre daha az kirlilik yaratır. Bu, özellikle çok sayıda plastik parça ve araba üreten birçok ülke için önemlidir.
Reaksiyon Enjeksiyon Kalıplama için Ekipman Gereksinimleri Nelerdir?
Geleneksel enjeksiyon kalıplama ekipmanından farklı olarak, reaksiyonlu enjeksiyon kalıplama ekipmanı genellikle aşağıdaki sistemleri içerir:

1. Devlet uyum sistemi: sıvı halde ara ürünler hazırlamak için.
2. Dozaj pompası sistemi: ara parçayı ölçmek ve ara parçayı pompalamak için basınç uygulamak.
3. Karıştırma kafası: sıvı ara maddenin karıştırma başlığı aracılığıyla karıştırıldığı yer.
4. Kalıp yükleme çerçevesi: Kalıbın ve kalıp açma ve kapama ekipmanının yönünü kontrol etmek için ve temizlik ve kalıptan çıkarma sırasında kullanılır.
Reaksiyon enjeksiyon kalıplama çoğunlukla düşük viskoziteli sıvı çarpma karışımı kullandığından, kalıp doldurma işlevi ek basınca gerek kalmadan yalnızca dahili olarak üretilen basınç kullanılarak gerçekleştirilebilir; bu nedenle, reaksiyon enjeksiyon kalıplama için enjeksiyon basıncı gereksinimi 50 psi kadar düşük olabilir, böylece düşük kalıp kapanması elde edilir. Büyük parçalar üretme kabiliyeti de RIM kalıplarını daha ucuz hale getirir.
Reaksiyon Enjeksiyon Kalıplama Nasıl Çalışır?
İşte reaksiyon enjeksiyon kalıplama gerçekleştirmek için adımlar:

1. Kalıbı hazırlayın: Kalıbı, oluşturmak istediğiniz ürünün özelliklerine göre temizleyin ve hazırlayın. Bitmiş ürünün kolayca çıkarılmasını sağlamak için bir kalıp ayırıcı madde uygulayın.
2. Karıştırın: RIM'de iki sıvı kullanılır - polioller ve izosiyanatlar. Bunlar ayrı tanklarda depolanır ve bir karıştırma başlığı kullanılarak hassas bir oranda karıştırılır. Karıştırma kafası genellikle bileşenlerin birbirine iyice karıştığından emin olmak için statik karıştırma elemanlarına sahiptir.
3. Karışımı çekin: Karışım enjeksiyon portlarından kalıbın içine püskürtülür. Sıvı karışım kalıbı doldurur ve reaksiyona girerek sertleşmeye başlar.
4. İyileşmesini bekleyin: Kalıba attığınız malzeme polimerizasyon adı verilen kimyasal bir reaksiyondan geçer. Katılaşmasını ve istediğiniz şekli almasını sağlayan şey budur. Kürlenme süresi, kullandığınız malzemelere ve bitmiş üründe istediğiniz özelliklere bağlı olarak farklı olabilir.
5. Ürünü kalıptan çıkarın: Malzeme sertleşip katı hale geldikten sonra kalıbı açıp bitmiş ürünü çıkarabilirsiniz. Daha önce koyduğunuz kalıp ayırıcı madde, çıkarmanızı kolaylaştırır.
6. Döşeme ve bitiş: Kalıptan çıkardıktan sonra, istediğiniz şekilde görünmesini sağlamak için fazladan herhangi bir şeyi veya parlamayı kesebilirsiniz. Gerekirse boyayabilir, cilalayabilir veya başka şeylerle bir araya getirebilirsiniz.
7. Tekrar yap: RIM işlemi daha fazla parça yapmak için tekrar yapılabilir. Kalıbı temizleyin, hazır hale getirin ve yeni malzemelerle tekrar yapın.
Reaksiyonlu enjeksiyon kalıplama özel ekipman ve teknik bilgi gerektirir. Malzemeleri kullanırken ve makineleri çalıştırırken güvende olun. Reaksiyon enjeksiyon kalıplamanın nasıl yapılacağı konusunda yardım ve tavsiye için bir profesyonel veya bir RIM üreticisi ile konuşun.
Reaksiyon Enjeksiyon Kalıplama (RIM) ve Geleneksel Enjeksiyon Kalıplama
Reaksiyon enjeksiyon kalıplama ve enjeksiyon kalıplama birbirine benzer, ancak iki farklı yönteme dayanırlar: termoset işleme ve termoplastik işleme. Aşağıda her bir yöntem için kısa bir giriş yer almaktadır.

Termoset işleme
RIM'de kullanılan termoset işleme yöntemi, kürleme işlemi sırasında oluşan geri dönüşü olmayan kimyasal bağlara dayanır. Termoset plastikler ısıtıldıklarında erimezler - soğutulduklarında parçalanırlar ve değişmezler.
Termoplastik işleme
Termoplastik işleme, belirli sıcaklıklarda esnek veya plastik hale gelen ve soğutulduğunda katılaşan polimerlere dayanır.
Reaksiyon enjeksiyon kalıplama ne zaman daha uygundur?

Reaksiyon enjeksiyonlu kalıplamanın (RIM), diğer kalıplama süreçlerinde olduğu gibi artıları ve eksileri vardır. RIM'in en büyük artılarından biri, enjeksiyon kalıplamaya kıyasla daha fazla tasarım özgürlüğü sunmasıdır. RIM, kalın ve ince duvar parçaları, köpük çekirdekler ve daha fazlası gibi enjeksiyon kalıplama ile yapamayacağınız parçaları yapabilir. RIM parçaları güçlü ve hafiftir ve seçtiğiniz malzeme özelliklerini belirler. Örneğin, poliüretan en popüler RIM malzemelerinden biridir. Isı direnci, boyutsal kararlılık ve çok yüksek dinamik özelliklere sahiptir ve inşaat, otomotiv parçaları, spor ve daha birçok alanda kullanılır.
RIM ile ilgili bir başka harika şey de düşük viskoziteli sıvı polimerler kullanmasıdır. Bunları ısıtılmış kalıplara enjekte ediyorsunuz, genişliyorlar, kalınlaşıyorlar, çeşitli kimyasal reaksiyonlarla sertleşiyorlar ve bitmiş parçanın ağırlık, güç, yoğunluk ve sertlik özelliklerini ayarlayabiliyorsunuz. Dolayısıyla, bu şekilde yapılan parçalar diğer üretim yöntemleriyle yapılan parçalardan daha hafiftir.
Genel olarak, RIM kalıpları enjeksiyon kalıplarından daha ucuzdur. Ayrıca, daha az enerji ve daha düşük tonajlı bir pres kullanırsınız. Ancak termoplastik işleme kullanmaktan daha uzun sürebilir.
Alüminyum enjeksiyon kalıbı
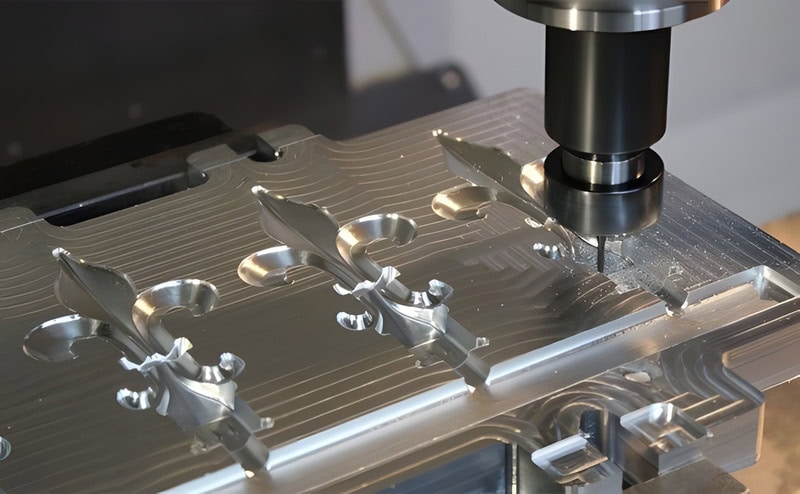
Alüminyum enjeksiyon kalıbı nedir?
Alüminyum enjeksiyon kalıplama, enjeksiyon kalıplama kullanarak parçalar (prototipler / gerçek ürünler) yapmak için alüminyum kalıplar kullanan bir teknolojidir. Enjeksiyon kalıplarının çoğu çelik veya alüminyumdan yapılır. Geleneksel görüş, çelik kalıpların daha pahalı olduğu, alüminyum kalıpların ise küçük partiler için daha uygun maliyetli olduğu yönündedir.
Neden Alüminyum Enjeksiyon Kalıbı Tercih Edilmeli?

Çok sayıda parçaya ihtiyacınız var, ancak on binlerce parçaya ihtiyacınız yok. Parçalara hızlı ve talep üzerine ihtiyacınız var. Parça tasarımınız gerçekten kanıtlanmadan kalıplara yatırım yapma riskini almak istemiyorsunuz. Bu ifadelerden herhangi biri sizin için geçerliyse, alüminyum kalıplarla düşük hacimli enjeksiyon kalıplama sizin için iyi bir seçenek olabilir.
Enjeksiyon Kalıplama: Alüminyum Enjeksiyon Kalıbı vs P20 Çelik Enjeksiyon Kalıbı
P20 çeliği, enjeksiyon kalıpları için en yaygın kullanılan çeliktir. P20 çelik enjeksiyon kalıpları ile alüminyum alaşımlı enjeksiyon kalıplarını karşılaştıralım.
Örnek olarak basit bir plastik ürünü ele alalım. Ürün malzemesi: ABS, ürün ağırlığı 20 gram, ürün miktarı 1.000 adet, 1 boşluklu kalıp.
| Kalıp Malzemesi | Ürün Malzemesi | Ürün Miktarı/adet | Ürün Ağırlığı/g | Kalıp Boşluğu | Kalıp Teslim Süresi/Gün | Kalıp Fiyatı/$ | Ürün Fiyatı/$ | Proje Toplam Maliyeti/$ |
|---|---|---|---|---|---|---|---|---|
| P20 Çelik | ABS DG417 | 1000 | 20 | 1*1 | 25 | 2000 | 0.3 | 2300 |
| Alüminyum 6061 | ABS DG417 | 1000 | 20 | 1*1 | 15 | 1300 | 0.3 | 1600 |
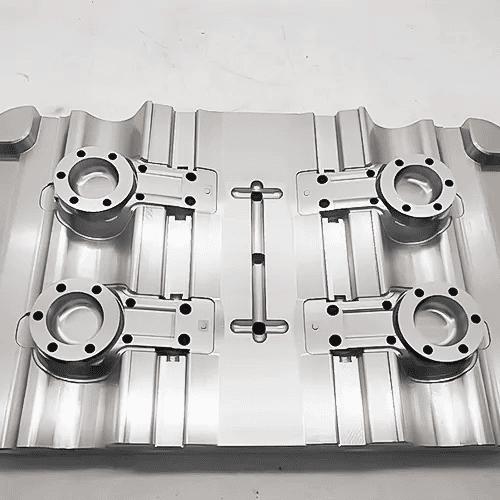
Alüminyum Enjeksiyon Kalıbının Avantajları Nelerdir
Küçük seri üretim projeleri için, alüminyum enjeksiyon kalıpları her türlü plastik ürünü yapmak için mükemmel bir seçimdir. Alüminyum kalıpların birçok avantajı vardır.

1. Uygun Maliyetli: Enjeksiyon kalıbı yapmak için alüminyum kullanmak çelik kullanmaktan daha ucuzdur. Küçük seri üretim projesi için alüminyum kalıp ile toplam maliyetin 30%'sine kadar tasarruf edebilirsiniz.
2. Teslim Süresi: Alüminyum enjeksiyon kalıpları, tasarım ve işleme prosedürleri açısından çelik enjeksiyon kalıplarından daha hızlıdır. Genel olarak alüminyum kalıplar, çelik kalıplara kıyasla süreyi 40% kadar kısaltabilir. Bu nedenle, gerekli prototipleri ve nihai ürünleri daha hızlı üretebilir.
3. Geri Dönüş Süresi: Normalde alüminyum kalıbın ağırlığı, kullanımı kolay olan çelik kalıbın üçte biri kadardır. Alüminyum yumuşak bir malzemedir, bu nedenle enjeksiyon kalıbını oluşturmak için malzemeyi işlemek daha kolaydır. Basitleştirilmiş soğutma sistemi ve kalıp yapısı, üretim verimliliğini çok daha yüksek hale getirir.
Alüminyum Enjeksiyon Kalıbının Dezavantajları Nelerdir
Alüminyumun sınırlamaları olduğu için, alüminyum enjeksiyon kalıplarının da sınırlamaları vardır. Bu sınırlamalar kalıp ömrü, üretilebilecek malzeme türleri ve kalıbın nasıl değiştirilebileceğini içerir.

1. Ürün Malzemesi: Alüminyum yumuşak bir malzemedir, bu nedenle cam elyaf takviyeli naylon vb. gibi kalıbı hızla aşındıracak cam elyaf dolgulu malzemeler yapmak için kullanılamaz. PEEK, PPSU vb. gibi üretim sırasında kalıbı kolayca deforme edecek yüksek sıcaklık mühendislik malzemeleri yapmak için kullanılamaz.
2. Kalıp Ömrü: Alüminyum kalıplar çelik kalıplar kadar dayanıklı, korozyona ve aşınmaya dirençli değildir. Bu nedenle, yalnızca küçük seri üretim için uygundurlar. Normal şartlar altında kalıp ömrü, ürünün malzemesine ve yapısına bağlı olarak 1.000 ila 10.000 atımdır.
3. Ürün Tasarımı Karmaşıklığı: Alüminyum kalıplar, karmaşık ürün tasarımlarına sahip parçaların üretimi için uygun değildir. Karmaşık ürün tasarımlarında ince ve kalın parçalar bulunur. Bu nedenle, bu parametreleri kaldırabilecek ve deforme olmadan işlemin yüksek basınçlarını ve sıcaklıklarını kaldırabilecek bir malzemeye ihtiyacınız vardır. Alüminyum enjeksiyon kalıpları bu durumda deforme olabileceği için uygun değildir.
4. Kalıp Modifikasyonu: Alüminyum enjeksiyon kalıbı bittikten sonra, ürün yapısının değiştirilmesi gerekiyorsa, çelik kalıpta olduğu gibi kaynakla yapılamaz. Yeniden yapılması gerekir.
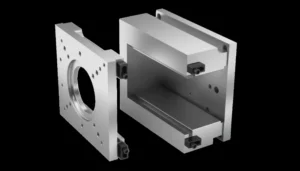
Alüminyum Enjeksiyon Kalıbının Tasarım Prensipleri Nelerdir?
Kalıbı Basitleştirin
Genellikle, kaldırıcılar ve sürgülerle süper karmaşık bir kalıp yapmayın ve otomatik kesici uçlar yerine elle yüklenen kesici uçlar kullanın. Prototipler ve düşük hacimli üretim için, kalıplanan parçaların miktarı büyük olmadığından, kesici uçları manuel olarak yüklemek ve boşaltmak pahalı değildir, bu da kalıp maliyetlerinden tasarruf sağlayabilir ve kalıbın ömrünü uzatabilir.
Paylaşılan Kalıp Tabanını Kullanma
Alüminyum enjeksiyon kalıpları için, stok kalıp tabanlarını kullanarak tüm boşlukları tasarlayabiliriz. Bu, yeni kalıp tabanları sipariş etmek için zaman ve para harcamak zorunda olmadığımız anlamına gelir. Ayrıca, teslim sürelerini kısaltmamıza ve bütçenizi karşılamak için paradan tasarruf etmemize yardımcı olur.
Ürün Yapınızı Daha İyi Hale Getirin
Alüminyum kalıplar tasarlarken keskin köşeler yerine yuvarlatılmış köşeler kullanın. Alüminyum yumuşaktır ve kalıbı enjekte ettiğinizde keskin köşeler daha hızlı aşınır. Ayrıca kolayca hasar görürler ve düzeltilmesi zordur. Ürünün duvar kalınlığını mümkün olduğunca eşit yapın, bu da enjeksiyon basıncını düşürebilir ve kalıbın enjeksiyon basıncı altında deforme olma olasılığını azaltabilir.

Doğru Enjeksiyon Hızı Nasıl Seçilir?
Anahtar Çıkarımlar – Metal enjeksiyon kalıplama (MIM1), plastik enjeksiyon kalıplamanın geometrik karmaşıklığını, dövülmüş veya dökülmüş metal parçaların mekanik özellikleriyle birleştirerek, yoğunlukları 'in üzerinde başarıyla elde eder.
What are the Essential Design Guidelines for MUD Inserts?
Key Takeaways – MUD (Master Unit Die) inserts are interchangeable cavity blocks that fit into a standardized master frame, reducing tooling cost by 40–70% compared to dedicated full molds for

Metal enjeksiyon kalıplama kullanmanın faydaları nelerdir
Key Takeaways – Metal injection molding (MIM1) combines the geometric complexity of plastic injection molding with the mechanical properties of wrought or cast metal parts, achieving densities above 95% of
Sağlanan Optimizasyon Çözümleri Ücretsiz
- Tasarım Geri Bildirimi ve Optimizasyon Çözümleri Sağlayın
- Yapıyı Optimize Edin ve Kalıp Maliyetlerini Azaltın
- Mühendislerle Doğrudan Bire Bir Görüşün

