 Перейти к содержанию
Перейти к содержанию 


Проектирование пресс-формы для литья под давлением включает в себя такие ключевые этапы, как выбор материала и учет геометрии детали.
Чтобы спроектировать литьевую форму, сначала определите форму и материал изделия. Затем учитывайте такие факторы, как углы тяги, вентиляция и системы охлаждения. Правильная конструкция пресс-формы снижает количество дефектов, повышает качество деталей и обеспечивает экономическую эффективность.
Понимание принципов проектирования пресс-форм необходимо для эффективного производства. Продолжайте читать, чтобы узнать, как эти факторы влияют на производительность пресс-формы и экономию затрат.
Правильная конструкция пресс-формы уменьшает количество дефектов.Правда
Хорошо спроектированная пресс-форма обеспечивает правильное формирование детали, сводит к минимуму количество дефектов и уменьшает необходимость в повторной обработке.
Дизайн литьевой формы - это только форма изделия.Ложь
Конструкция пресс-формы также включает такие факторы, как поток материала, охлаждение и выталкивание деталей, которые влияют на эффективность и качество деталей.
Каковы основные принципы работы литьевых форм?
Пресс-формы для литья под давлением необходимы для производства высокоточных деталей, в которых расплавленный материал впрыскивается в полость формы. Эта технология лежит в основе многих отраслей промышленности, обеспечивая быстрое и стабильное производство.
Литьевые формы работают за счет впрыска расплавленного материала в полость формы под высоким давлением. Материал остывает и затвердевает, образуя нужную форму. Этот процесс используется для производства самых разных изделий, от автомобильных деталей до медицинских приборов. К основным преимуществам относятся высокая точность, скорость и повторяемость при массовом производстве.

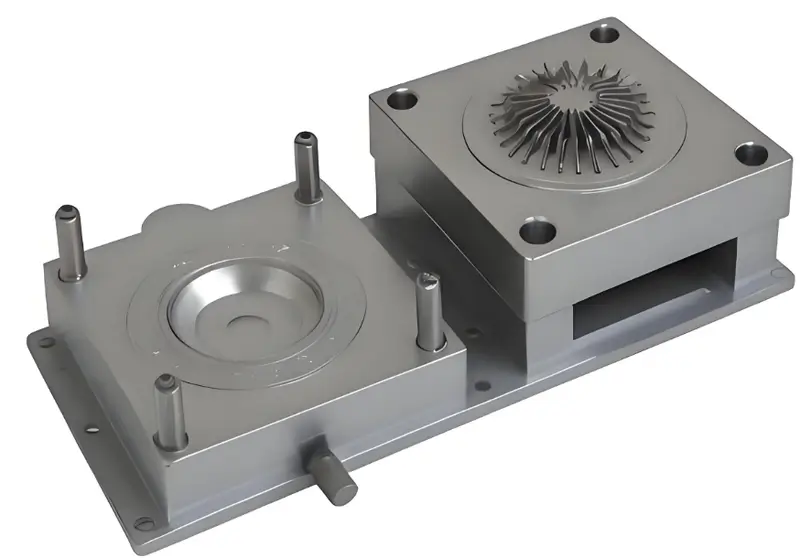
Процесс литья под давлением - это процесс, при котором расплавленный материал под высоким давлением впрыскивается в форму, где застывает, образуя желаемое изделие. Именно поэтому литьевые формы незаменимы в реализации этого процесса, литьевые формы создают форму пластиковых изделий и гарантируют необходимую точность размеров. Основная задача при проектировании пресс-формы - убедиться, что изделие можно легко извлечь из формы и оно будет точно соответствовать размеру и форме, которые от него ожидаются.
Материалы, структура и расположение пресс-форм для литья под давлением имеют тесную связь с качеством продукции и скоростью производства. При проектировании пресс-формы важны такие аспекты, как поток материала, скорость охлаждения и распалубка. Поэтому очень важно применять не только теоретические знания, но и определенный опыт при проектировании пресс-форм для литья под давлением.
Основные принципы проектирования пресс-форм для литья под давлением включают в себя несколько ключевых этапов
-
Приготовление расплавленного пластика: Пластиковое сырье расплавляется под действием срезающего воздействия шнека и нагревателя.
-
Инъекция: Расплавленный пластик подается в полость формы через сопло под давлением шнека.
-
Давление удержания и охлаждение: Машина для литья под давлением поддерживает это давление в течение некоторого времени, чтобы убедиться, что полость заполнена, а затем начинает процесс охлаждения, когда пластик начинает застывать.
-
Открытие и выталкивание пресс-формы: Форма открывается, и механизм выталкивания выталкивает конечный продукт из формы после его застывания.
Литьевые формы позволяют производить высокоточные детали по низкой цене.Правда
Литье под давлением - экономически эффективный способ производства деталей с высокой точностью размеров, особенно при крупносерийном производстве.
Пресс-формы для литья под давлением подходят только для изготовления пластиковых деталей.Ложь
Формы для литья под давлением могут использоваться для различных материалов, включая металлы и резину, в зависимости от процесса литья и требований к материалу.
Какие бывают материалы для пресс-форм?
Материалы для пресс-форм играют важную роль в таких производственных процессах, как литьё под давлением1обеспечивая долговечность, точность и качество. Выбор материала влияет на эффективность производства и характеристики конечного продукта.
Материалы для пресс-форм включают сталь, алюминий и бериллиевую медь, которые выбираются с учетом таких факторов, как долговечность, термостойкость и стоимость. Сталь обычно используется для крупносерийного производства, в то время как алюминий предпочтительнее для быстрооборачиваемых партий из-за его более низкой стоимости.
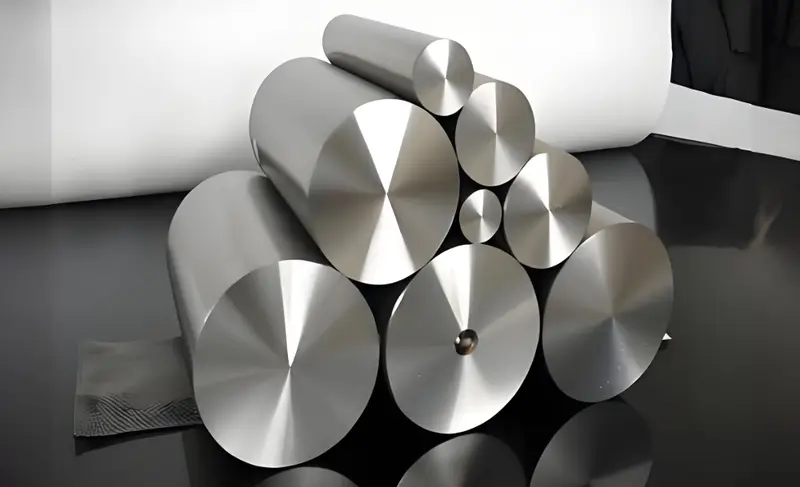
Выбор материала пресс-формы оказывает большое влияние на срок ее службы и качество готового изделия. Распространенными материалами для пресс-форм являются сталь и алюминий.
Сталь
-
Преимущества: Они обладают повышенной твердостью, износостойкостью, хорошими свойствами термообработки и длительным сроком службы.
-
Недостатки: Сложный для метаболизма, хотя и более дешевый, чем WMP, гораздо более плотный по массе.
Обычные стали:
-
Сталь P20: Обычно используется для изготовления оснований пресс-форм и больших форм, обладает хорошими механическими свойствами и легко поддается обработке.
-
Сталь H13: Сталь H13 используется для изготовления форм, работающих при высоких температурах, она обладает очень высокой высокотемпературной стабильностью и твердостью.
-
Сталь S136: Очень химически инертен и широко используется при изготовлении прозрачных форм для изделий.
Алюминий
-
Преимущества: Они легкие, обладают хорошей теплопроводностью, просты в обработке и довольно дешевы.
-
Недостатки: Низкая твердость, отсутствие износостойкости и высокая чувствительность к деформации.
Обычный алюминий:
- Алюминиевый сплав 7075: Умеренная прочность и низкая твердость, подходит для изготовления небольших форм и форм для прототипов.
Стальные формы лучше подходят для крупносерийного производства.Правда
Стальные формы более прочны и способны выдержать давление больших объемов производства, обеспечивая более длительный срок службы и лучшую производительность при массовом производстве.
Алюминиевые формы дешевле стальных для всех областей применения.Ложь
Хотя алюминиевые формы изначально дешевле, они могут изнашиваться быстрее, чем стальные, что делает их более подходящими для малосерийного производства или изготовления прототипов.
Что включает в себя проектирование молдинговой конструкции?
Проектирование конструкции пресс-формы - ключевой момент в создании высококачественных литьевых форм, обеспечивающий эффективность и последовательность процесса литья. Она включает в себя такие важные аспекты, как поток в пресс-форме, охлаждение и совместимость материалов.
Проектирование конструкции пресс-формы направлено на оптимизацию расположения полостей, систем охлаждения и потока материала для повышения эффективности формования. Важнейшими характеристиками являются размещение затворов, линии разъема и механизмы выталкивания. Хорошо спроектированная пресс-форма снижает производственные затраты и время цикла.
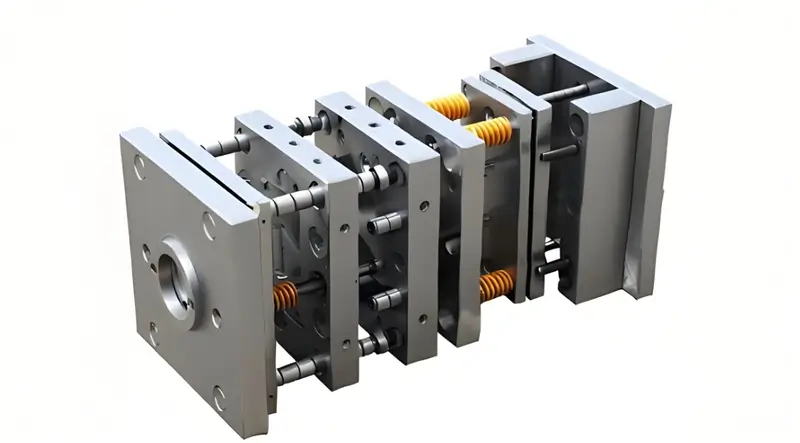
Структура конструкции пресс-формы для литья под давлением в основном относится к полость и ядро2, рама, ворота3направляющая и система извлечения. Все они должны быть хорошо продуманы для достижения надлежащей эффективности, прочности и простоты обслуживания пресс-формы.
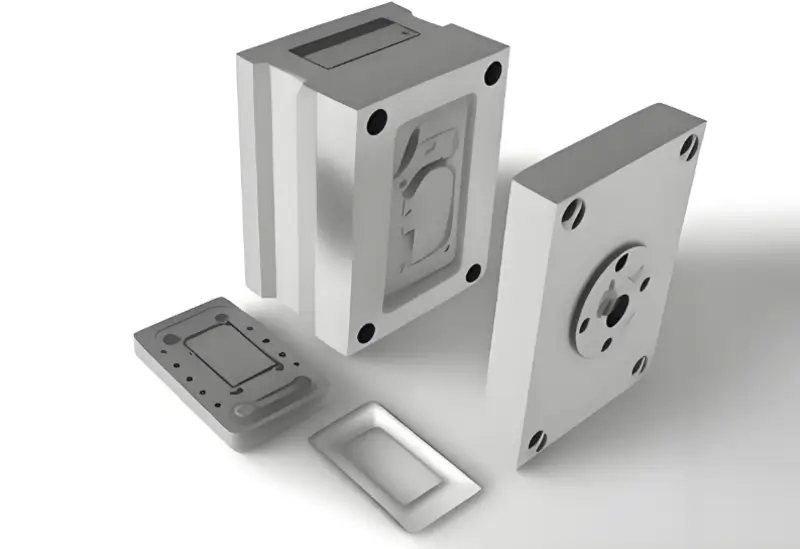
Полость и сердцевина
Полость создает внешние размеры изделия, а сердцевина - внутренние размеры, скрепленные вместе для получения конечной и желаемой формы и размера изделия.
-
Выбор материала: Часто используется износостойкая сталь высокой твердости, например, P20 или сталь H134.
-
Дизайн-пункты: Готовые поверхности полости и сердцевины должны быть гладкими, чтобы обеспечить высокую точность размеров для отделки поверхности изделия.
Основание пресс-формы
Основание пресс-формы также является скелетным каркасом инструмента и выполняет задачу крепления и соединения всех компонентов. Обычно она имеет стандартную форму, позволяющую собирать пресс-формы и заменять их при необходимости.
-
Выбор материала: Обычно для изготовления основания пресс-формы используется сталь 45 или Q235, чтобы гарантировать стабильность основания пресс-формы.
-
Дизайн-пункты: Основание пресс-формы должно обладать достаточной прочностью и выносливостью, чтобы выдерживать давление впрыска, температуру впрыска и общее давление при впрыске.
Система контроля
Литниковая система включает в себя основной бегунок, вспомогательные бегунки и затворы, через которые расплавленный пластик поступает в полость. Эффективная литниковая система позволяет повысить качество формовки и уменьшить количество используемого материала.
-
Дизайн-пункты:Главный канал должен быть как можно короче и прямее, чтобы минимизировать потери давления, а также сократить количество сокращений.
-
Дизайн-пункты:Подбегающие дорожки должны быть расположены таким образом, чтобы они равномерно распределяли массу по полости.
-
Дизайн-пункты: Характер ворот ни в коем случае не должен влиять на внешний вид изделия или снижать его прочность Размер используемых ворот должен быть хорошим.
Направляющий механизм
Направляющий механизм включает в себя направляющие штифты и втулки, которые помогают выравнивать подвижные и неподвижные формы.
-
Выбор материала: Обычно используется сталь высокой твердости, например GCr15.
-
Дизайн-пункты: Направляющий механизм должен быть очень точным в плане выравнивания, чтобы предотвратить смещение в течение длительного периода времени, а также быть очень устойчивым к износу.
Механизм выброса
Выталкивающая часть применяется для извлечения отформованного изделия из формы, обычно используются выталкивающие штифты, плиты и втулки.
- Дизайн-пункты: Еще одно требование к этой силе - она должна быть постоянной или плавной, поскольку резкое усилие может негативно повлиять на продукт. Движение механизма выталкивания также должно быть плавным, чтобы избежать застревания.
Конструкция пресс-формы обеспечивает качество деталей и эффективность производства.Правда
Хорошо продуманная конструкция пресс-формы обеспечивает плавное течение пластика, равномерное формирование деталей и ускорение производственных циклов.
Все конструкции пресс-форм одинаковы для разных отраслей промышленности.Ложь
Конструкции пресс-форм в разных отраслях промышленности различны, и для каждой из них требуются особые характеристики для оптимальной работы, например, специальные механизмы охлаждения или выталкивания.
Что такое проектирование проточных каналов?
Конструкция проточных каналов имеет решающее значение при литье под давлением, обеспечивая эффективный поток пластика и оптимальное качество деталей за счет контроля траектории движения материала и температуры.
Проектирование проточных каналов оптимизирует поток пластика при литье под давлением, повышая однородность деталей и сводя к минимуму дефекты. Она включает в себя управление траекторией движения материала, температурой и давлением для обеспечения равномерного заполнения и сокращения времени цикла.
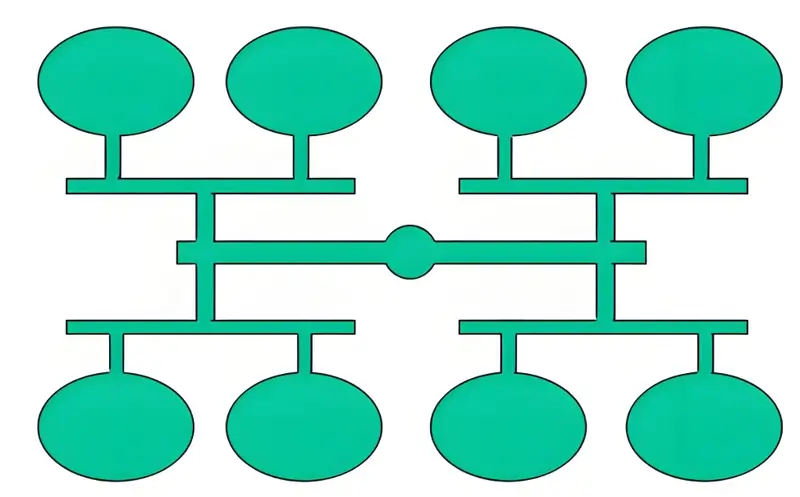
От конструкции бегунов во многом зависит качество продукта и эффективность процесса его производства. Она состоит из основного, вспомогательных и затворного устройств, все из которых требуют продуманной спецификации для того, чтобы расплав пластика равномерно и беспрепятственно заполнял полость.
Главный бегун
Главный канал соединяет сопло инжекционной машины с дополнительными каналами и должен быть как можно короче и прямее, чтобы уменьшить потери давления и отходы материала.
- Дизайн-пункты: Диаметр магистрали должен быть правильным, чтобы обеспечить достаточную пропускную способность и в то же время уменьшить нерациональное использование материалов.
Sub-Runners
Подводки распределяют расплав пластика по каждой полости формы, и здесь следует обратить особое внимание на баланс.
- Дизайн-пункты: Форма поперечного сечения подбегающего канала должна быть лучше всего круглой или полукруглой, чтобы снизить сопротивление, оказываемое потоками. В идеале длина должна быть как можно более одинаковой, чтобы время заполнения полости было практически одинаковым для всех длин.
Ворота
Затворы - это средство, с помощью которого расплавленный пластик, вводимый в полость, влияет на качество продукции.
- Дизайн-пункты: Ворота должны располагаться в местах, не изменяющих внешний вид и прочность изделия, а их размеры должны адекватно обеспечивать скорость заполнения и при этом легко сниматься и заканчиваться. В зависимости от типа создаваемого изделия могут использоваться различные затворы, включая точечные, краевые, горячие и кольцевые.
Кроме того, при проектировании бегунов следует учитывать:
-
Бегун Баланс: При использовании нескольких полостей убедитесь, что длина и площадь поперечного сечения бегунков определяют время заполнения формы.
-
Охлаждение бегунов: Достаточное количество каналов охлаждения для бегущей части, чтобы высокая температура не влияла на течение расплава.
-
Точность бега: Точность обработки высокая, а поверхность гладкая, что снижает ограничение потока расплава и падение давления.
Конструкция проточного канала повышает эффективность формования.Правда
Хорошо спроектированные каналы подачи обеспечивают равномерное распределение расплавленного пластика, улучшая время цикла и качество деталей.
Конструкция проточного канала одинакова для всех типов пресс-форм.Ложь
Для оптимизации производительности различных пресс-форм требуется индивидуальная конструкция проточных каналов, основанная на геометрии, размере и типе материала.
Что такое проектирование системы охлаждения?
Конструкция системы охлаждения имеет решающее значение для оптимизации производственных процессов, обеспечения стабильного качества продукции и эффективности производственных циклов.
Проектирование системы охлаждения включает в себя стратегическое размещение каналов охлаждения для регулирования температуры, сокращения времени цикла и повышения качества продукции. Это жизненно важно для литья под давлением, литья под давлением и других промышленных процессов. Эффективная конструкция минимизирует потребление энергии и максимизирует производительность.
Система охлаждения играет очень важную роль в конструкции литьевой формы, поскольку она сокращает время цикла литья под давлением и снижает качество формы. Система охлаждения в основном включает в себя каналы охлаждения и этапы времени охлаждения.
Каналы охлаждения
Охлаждающие каналы направляют охлаждающую воду через различные части пресс-формы для отвода избыточного тепла.
-
Дизайн-пункты:Поскольку цель каналов - отвод тепла, они должны располагаться как можно ближе к поверхности полости, чтобы улучшить теплоотвод.
-
Дизайн-пункты: Продвижение должно быть распределено равномерно, чтобы предотвратить локальные тенденции к нагреву.
-
Дизайн-пункты: Диаметр должен обеспечивать хорошую циркуляцию охлаждающей жидкости без засорения.
Время охлаждения
Время охлаждения также зависит от толщина стенок5 продукта, типа используемого материала и температуры формы.
- Дизайн-пункты: Достаточное время охлаждения необходимо для предотвращения коробления и усадки пластиковых изделий, а также для обеспечения стабильности размеров пластиковых деталей. Чрезмерно длительное время охлаждения снижает эффективность, а слишком короткое время может привести к проблемам с качеством.
Другие соображения, касающиеся систем охлаждения, включают:
-
Скорость потока охлаждающей жидкости: Ошибочный контроль скорости потока, так как низкая скорость может повредить охлаждение, а высокая скорость может привести к засорению и износу пресс-формы.
-
Температура охлаждающей жидкости: Оптимальная температура, так как высокая температура снижает скорость охлаждения, а низкая температура приводит к образованию конденсата на поверхности формы и может повлиять на качество продукта.
-
Качество охлаждающей жидкости: Следите за чистотой охлаждающей жидкости, чтобы избежать засорения и повреждения плесенью.
Конструкция системы охлаждения снижает количество дефектов при литье под давлением.Правда
Эффективные системы охлаждения предотвращают перегрев и недоохлаждение, обеспечивая правильное затвердевание деталей, что снижает количество дефектов.
Конструкция системы охлаждения одинакова для всех производственных процессов.Ложь
Конструкции систем охлаждения зависят от конкретного материала, типа машины и производимого продукта, и для каждой из них требуются индивидуальные решения по охлаждению.
Что такое дизайн выхлопной системы?
Конструкция выхлопной системы имеет решающее значение для автомобильной и промышленной промышленности. Она направлена на эффективное направление и управление выхлопными газами при минимизации выбросов и шума.
Конструкция выхлопной системы обеспечивает надлежащий поток газов, снижение уровня шума и соответствие экологическим стандартам. Ключевыми компонентами являются выпускной коллектор, каталитический нейтрализатор и глушитель - все они способствуют повышению производительности и контролю выбросов.

Система вентиляции выводит газ из полости пресс-формы для предотвращения таких дефектов, как пузыри и ожоги, что напрямую влияет на качество продукции и долговечность пресс-формы.
Вентиляционные канавки
Рельефная канавка - это канал для выхода газа, который чаще всего находится на линии разбора.
-
Дизайн-пункты: Расположите канавки в местах, где газ может свободно скапливаться.
-
Дизайн-пункты: Ширина и глубина должны оптимизировать площадь поперечного сечения для требуемой вентиляции, чтобы не возникало проблем со стороны выброса пластика.
-
Дизайн-пункты: Равномерное распределение для предотвращения локальных проблем с вентиляцией.
Отверстия для вентиляции
Вентиляционные отверстия относятся к элементам системы вентиляции, которые обычно располагаются в тонких частях изделия.
-
Дизайн-пункты: Соответствующий диаметр, чтобы не препятствовать выходу скопившихся газов и в то же время обеспечивать нормальный отвод.
-
Дизайн-пункты: Позиционирование ни в коем случае не должно влиять на внешний вид изделия, а также на его прочность.
-
Дизайн-пункты: Количество и расположение должны соответствовать структуре формы и форме изделия.
При проектировании вентиляционной системы следует также учитывать:
-
Обслуживание системы: Их следует время от времени чистить, чтобы обеспечить беспрепятственный и свободный поток, но время от времени проверять инструменты, чтобы избежать засоров, которые могут вызвать проблемы с качеством.
-
Охлаждение системы: В случае использования высокотемпературных форм используйте средства охлаждения, чтобы избежать конденсации газов во время выпуска.
-
Точность обработки: Высокая точность и гладкие поверхности снижают сопротивление газовому потоку и потери давления.
Выхлопные системы снижают уровень вредных выбросов в атмосферу.Правда
Выхлопные системы фильтруют вредные газы, уменьшая количество загрязняющих веществ, таких как угарный газ, оксиды азота и углеводороды, прежде чем они попадут в атмосферу.
Все выхлопные системы идентичны для различных типов автомобилей.Ложь
Выхлопные системы подбираются под конкретные типы автомобилей и объемы двигателей, с различными вариантами конструкции для оптимизации производительности, снижения уровня шума и контроля выбросов.
Что такое обработка пресс-формы?
Обработка пресс-форм - это все этапы создания изделий с помощью пресс-форм, от выбора материала до окончательной формовки и охлаждения, оптимизирующие эффективность и точность производства.
Обработка пресс-форм - это процедура придания материалу, часто пластику, определенной формы с помощью пресс-форм. Сюда входят литье под давлением, компрессионное формование и выдувное формование, которые широко используются в таких отраслях, как автомобилестроение, электроника и производство потребительских товаров.

Обработка пресс-формы - это процесс преобразования проектного чертежа в реальную пресс-форму посредством грубой обработки, тонкой обработки, обработки поверхности и т.д. Проведя анализ, можно увидеть, что точность и качество обработки напрямую влияют на функциональность и долговечность пресс-формы.
Черновая обработка
Черновая обработка производится на пресс-форме из исходного материала, при этом обычно используются фрезерные и токарные станки с ЧПУ.
-
Ключевые моменты: Оставьте достаточный припуск на отделку.
-
Ключевые моменты: Оптимальные скорость и подача, которые помогают избежать деформации материала и постепенного износа инструментов и оборудования.
-
Ключевые моменты: Грубая обработка для уменьшения заусенцев и получения более гладкой поверхности.
Отделка
Финишная обработка достигает размеров и спецификаций пресс-формы и использует процесс шлифования, EDM и полировку.
-
Ключевые моменты: Точность обеспечивает правильную форму и размер пресс-формы.
-
Ключевые моменты: Избегайте чрезмерной полировки, чтобы избежать отклонения размеров.
-
Ключевые моменты:Финишная обработка поверхности с использованием лучшего и наиболее подходящего оборудования для получения гладкого и правильного покрытия.
Обработка поверхности
Обработка поверхности пресс-формы повышает ее твердость и износостойкость, для чего используются процессы закалки, азотирования и нанесения поверхностного покрытия.
-
Ключевые моменты: Выберите подходящие методы обработки в зависимости от материала пресс-формы и области применения.
-
Ключевые моменты: Для уменьшения деформации и трещин необходимо контролировать время обработки и температуру.
-
Ключевые моменты: Тщательно очищайте перед обработкой для лучшей адгезии и эффективности.
Обработка пресс-форм повышает эффективность производства.Правда
Использование оптимизированных технологий формовки сокращает время производства и минимизирует расход материалов, что приводит к экономии средств и повышению производительности.
Обработка пресс-форм подходит только для массового производства.Ложь
Обработка пресс-форм может использоваться как для массового, так и для мелкосерийного производства, в зависимости от конкретных потребностей и конструкции пресс-формы.
Как ухаживать за плесенью?
Правильное обслуживание пресс-формы имеет решающее значение для обеспечения стабильного качества и долговечности литья под давлением. Регулярный уход может предотвратить простои и дорогостоящий ремонт.
Обслуживание пресс-формы включает в себя чистку, смазку и своевременный осмотр для предотвращения износа. Основные методы включают регулярную очистку после каждого использования, обеспечение надлежащего охлаждения и осмотр на предмет повреждений.
Для нормального использования и продления срока службы пресс-формы требуется техническое обслуживание, включая ежедневное и периодическое. При надлежащем техническом обслуживании использование пресс-формы может быть эффективным, что снижает себестоимость продукции.
Текущее обслуживание
Текущее обслуживание - это чистка, смазка и осмотр пресс-форм в процессе производства.
-
Ключевые моменты: Убедитесь, что поверхность формы максимально чистая, чтобы предотвратить проникновение температуры и пыли в форму.
-
Ключевые моменты:Регулярно смазывайте направляющую стойку и направляющую втулку, чтобы обеспечить гибкость направляющего механизма.
-
Ключевые моменты:Возможно, потребуется часто осматривать другие компоненты пресс-формы и своевременно ремонтировать или заменять их.
-
Ключевые моменты:Необходимо проверить, нормально ли открыты канал охлаждения и выхлопная система и не заблокированы ли они, если они заблокированы, то их следует своевременно прочистить.
Регулярное обслуживание
Техническое обслуживание подразумевает общий осмотр и ремонт формы после того, как она была использована в течение некоторого времени.
-
Ключевые моменты: Осмотрите полость пресс-формы и сердечник, найдите сильно изношенные части полости и отремонтируйте или замените их.
-
Ключевые моменты: Проверьте, в порядке ли направляющий механизм, механизм распалубки и другие части пресс-формы, и произведите необходимые регулировки или замены.
-
Ключевые моменты: Проверьте, в порядке ли система охлаждения пресс-формы и выхлопная система пресс-формы, и выполните необходимые работы по очистке и прочистке.
-
Ключевые моменты: Тщательно очистите и смажьте пресс-форму, чтобы убедиться, что она находится в хорошем рабочем состоянии.
Регулярная очистка продлевает срок службы плесени.Правда
Регулярная очистка удаляет мусор и предотвращает загрязнение, что позволяет снизить износ пресс-формы и продлить срок ее эксплуатации.
Уход за плесенью одинаков для всех типов плесени.Ложь
Различные типы пресс-форм, такие как системы с горячей и холодной обкаткой, требуют особых методов обслуживания, учитывающих их конструкцию и применение.
Каковы общие проблемы при проектировании пресс-форм и их решения?
Проблемы конструкции пресс-формы, такие как плохое охлаждение, неравномерный поток материала и неправильное расположение затворов, могут повлиять на качество и эффективность процессов литья под давлением.
К распространенным проблемам конструкции пресс-формы относятся неравномерное охлаждение, неправильное расположение затворов и плохая подача материала. Эти проблемы могут привести к таким дефектам, как коробление, короткие выстрелы и длительное время цикла. Решения включают оптимизацию каналов охлаждения, конструкции затворов и выбора материала.
При проектировании пресс-формы для литья под давлением возникает ряд проблем, которые могут повлиять на качество и скорость производства конечного продукта в случае, если они не будут должным образом решены. Ниже приведены некоторые из распространенных проблем, для которых необходимо найти решения.
Маркировка раковины
-
Описание проблемы: На поверхности изделия имеются вмятины, что негативно сказывается на внешнем виде.
-
Решение: Рекомендуется, чтобы положение и размер затвора были такими, чтобы он мог вместить расплав и равномерно заполнить полость.
-
Решение: Максимально продуманная конструкция и расположение контура охлаждения, чтобы обеспечить равномерное распределение охлаждения на продукты.
-
Решение:Отрегулируйте время выдержки и давление, чтобы уменьшить усадку расплава.
Вспышка
-
Описание проблемы: На периферийных участках изделия образуются обрезки, придающие ему плохой внешний вид и не соответствующие точным размерам.
-
Решение: Что касается дизайна поверхности раздела пресс-формы, постарайтесь сделать ее минимально закрытой.
-
Решение: Усиливает усилие смыкания пресс-формы, чтобы предотвратить ее отделение в процессе литья под давлением.
-
Решение: Чтобы проверить пресс-форму, сначала необходимо проверить направляющий механизм пресс-формы и механизм зажима пресс-формы.
Пузырь
-
Описание проблемы: На корпусе изделия или в самом изделии имеются видимые поры в виде пузырьков, что влияет на внешний вид и долговечность.
-
Решение: Минимизируйте конструкцию вытяжной системы, чтобы обеспечить эффективный выход газа в полости формы.
-
Решение: Отрегулируйте параметры, используемые при впрыске, такие как скорость впрыска, сила впрыска и температура материалов для литья под давлением, чтобы свести к минимуму образование газов.
-
Решение: Проверьте сушку сырья, чтобы убедиться, что содержание влаги в сырье находится на должном уровне.
Деформация и искривление
-
Описание проблемы: После охлаждения литьевая деталь частично сжимается или деформируется, нарушается стабильность размеров и качество поверхности изделия.
-
Решение: Усовершенствуйте систему охлаждения, чтобы обеспечить одинаковые температуры для всех литых под давлением деталей.
-
Решение: Отрегулируйте время выдержки и давление выдержки6задается в параметрах впрыска для уменьшения внутреннего напряжения.
-
Решение: Усилить изменения в конструкции формы, например, добавить усиливающие ребра, чтобы придать изделию равномерную толщину стенок и постоянную толщину стенок.
Нестабильность размеров
-
Описание проблемы: Геометрия не соответствует требуемым размерам и стандартам, что влияет на сборку и использование изделия.
-
Решение: Проверьте правильность обработки пресс-формы и сборки изделий, чтобы убедиться в том, что размеры пресс-формы соответствуют проектным спецификациям литья под давлением.
-
Решение: Для получения стабильного размера изделия необходимо контролировать такие параметры процесса, как давление впрыска, время выдержки под давлением и время охлаждения.
-
Решение: Подтверждение стабильности производства термопластавтоматов, чтобы иметь возможность определить вариации литья под давлением.
Неправильное охлаждение - распространенная проблема при проектировании пресс-форм.Правда
Неправильное охлаждение может привести к короблению и неравномерной усадке. Оптимизация каналов охлаждения обеспечивает равномерное распределение температуры по всей пресс-форме.
Все проблемы, связанные с проектированием пресс-форм, можно решить путем корректировки геометрии.Ложь
Хотя оптимизация геометрии очень важна, другие факторы, такие как вентиляция, охлаждение и выбор материала, также играют ключевую роль в решении проблем проектирования пресс-форм.
Заключение
Проектирование пресс-форм для литья под давлением - очень тонкая и кропотливая работа, и она предъявляет высокие требования к конструкторам. Конструкторы должны обладать богатым опытом и прочной теоретической базой. Разумный выбор материала, тонкий структурный дизайн, научное проектирование проточных каналов, совершенная система охлаждения и выхлопная система, а также хорошая обработка и обслуживание пресс-формы могут обеспечить высокое качество и долгий срок службы пресс-формы, тем самым повышая эффективность и качество литья под давлением.
Я надеюсь, что эта статья может дать некоторые рекомендации и методы для конструкторов литьевых форм. Если у вас возникнут какие-либо проблемы при проектировании пресс-форм, пожалуйста, обращайтесь к нам, мы всегда готовы помочь вам.
-
Узнайте о литье под давлением: Исчерпывающее руководство: Литье под давлением - это производственный процесс, при котором расплавленный пластик впрыскивается в форму для создания деталей с высокой точностью и повторяемостью. ↩
-
Узнайте о том, что такое сердцевина и полость в литье под давлением? Полость и сердцевина в типичной машине для литья пластмасс под давлением - это формообразующие части пресс-формы. ↩
-
Узнайте о Типах затворов для литья под давлением: Полное руководство по проектированию : Затвор для литья под давлением - это отверстие, обычно небольшое, которое контролирует поступление расплавленного пластика в полость формы. ↩
-
Подробнее об инструментальной стали H13: H13 - это инструментальная сталь для горячей обработки, которая обладает хорошей устойчивостью к термической усталости, эрозии и износу, и широко используется для изготовления пресс-форм и штампов. ↩
-
Узнайте о четырех важных принципах, которые следует учитывать при проектировании толщины стенок: толщина стенок пластмассовых изделий - это критическая конструктивная характеристика, которая часто обсуждается и учитывается при проектировании конструкций из пластмассовых изделий. ↩
-
Узнайте о том, как определить давление выдержки и время выдержки при литье под давлением? Давление впрыска включает в себя как давление, так и скорость. ↩







