 Saltar para o conteúdo
Saltar para o conteúdo 

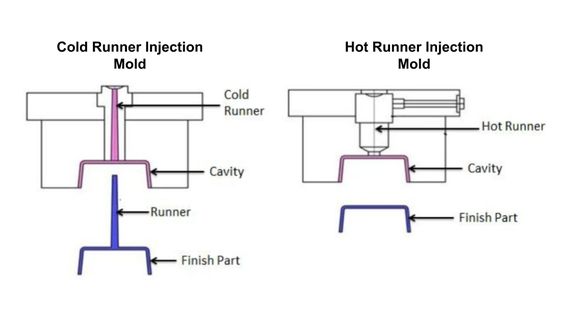
Existem muitos tipos diferentes de moldes de injeção de plásticoCada um com as suas vantagens e desvantagens. Esta publicação do blogue irá discutir as diferenças entre os moldes de canal quente e os moldes de canal frio. Ambos os tipos de moldes têm os seus prós e contras, por isso é importante saber qual é o mais adequado para o seu projeto. Vamos começar!
A câmara frigorífica é a forma básica do molde de injeção, a chamada câmara frigorífica é o molde de injeção convencional, após o fim da fabrico de moldes de injeção de plástico processo o corredor tem material de corredor que precisa de ser removido.
Com a redução dos recursos, a concorrência no mercado, o preço das matérias-primas aumentou significativamente, o que é muito necessário para poupar material nesta questão, que é também uma razão importante para o aparecimento da câmara quente, pode dizer-se que é o produto inevitável da industrialização social.
O aparecimento da câmara quente para resolver o problema do desperdício de recursos, da poupança de custos, enquanto que na fabrico de moldagem por injeção O processo de produção de caldeiras quentes também alcançou resultados relativamente grandes. A câmara quente evoluiu gradualmente para a direção geral do desenvolvimento de moldagem por injeçãoe será certamente popular!
Devido ao problema de contabilidade de custos, muitos moldes de pequena e média dimensão ainda não foram aplicados a canais quentes, e há algumas partes do material plástico que devem ser aplicadas ao molde de injeção de canais frios.
Assim, atualmente, na indústria de moldagem por injeção, existem os canais frios e os canais quentes.

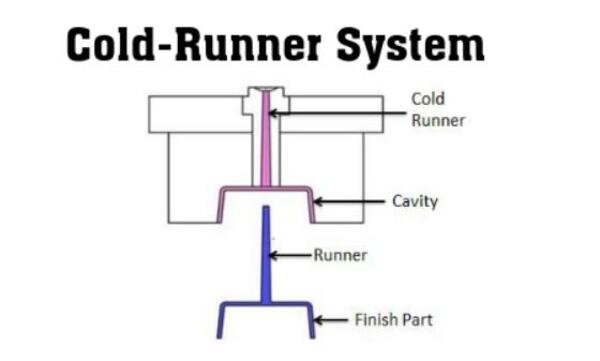
O que é um corredor frio?
Câmara de frio: É a parte entre a entrada do molde e a porta do produto. O plástico é mantido a fluir no canal pela pressão de injeção e pelo seu calor. O canal é utilizado como parte do material moldado mas não faz parte do produto. (A parte fria do canal é o resíduo da injeção).
Moldes de injeção de canais frios Num sistema de canal frio, os canais e os moldes são mantidos à mesma temperatura. Neste sistema, duas ou três placas estão contidas no molde.
Por oposição a moldagem por injeção de canal quente Quando o sistema de jito é arrefecido no molde e removido com o produto, a remoção do material frio do jito e o corte do dia do jito podem resultar num produto final sem vestígios visíveis do jito recebido.
Vantagens dos moldes de canais frios
(1) Os sistemas de canais frios têm a vantagem de serem fáceis de utilizar e de responderem muito bem a certas necessidades estéticas.
(2) Os sistemas de canal frio podem reduzir a parte de acrílico ou policarbonato utilizada para a transmissão da luz no canal de injeção, evitando o efeito de banda visível em algumas partes da injeção.
(3) Design simples de moldes de câmara fria, amplamente utilizado.
As desvantagens do molde de canal frio
Mais desperdício de matérias-primas, o material frio resultante precisa de ser novamente triturado para reciclagem. Isto implica passos adicionais em todo o processo de produção. Não é adequado para o sistema multi-cavidades.
O que é um corredor quente?
Como parte comum do serviço de moldagem por injeção O sistema de canal quente é aquecido para manter o plástico no canal e no portão num estado fundido. Ao escolher os sistemas de canais quentes, também deve ser tida em consideração a sensibilidade térmica do polímero.
Uma vez que existem barras e anéis de aquecimento perto ou no centro do canal, todo o canal, desde a saída do bico até ao portão da máquina de moldagem por injeção, está num estado de alta temperatura, o que mantém o plástico fundido no canal.
Por conseguinte, o processo de canal quente é por vezes referido como um sistema de coletor quente ou como moldagem de canais.
Muitas condições são tidas em consideração ao selecionar uma câmara quente, tais como diferentes propriedades do plástico, forma, tamanho, espessura, peso do produto, disposição da cavidade do molde e localização da porta.
Atualmente, existem várias formas e tamanhos diferentes de bicos quentes e placas de rotor disponíveis no mercado para se adaptarem a vários produtos.

As vantagens do molde de canal quente
(1) Poupar matérias-primas e reduzir os custos.
(2) Reduzir o ciclo de moldagem e melhorar a eficiência da máquina
(3) Melhorar a qualidade da superfície e as propriedades mecânicas dos produtos.
(4) Não é necessário utilizar um molde do tipo de três placas que possa utilizar um portão pontiagudo.
(5) Produtos individuais de molde económico com portões laterais.
(6) Melhorar o grau de automatização.
(7) A vedação do portão pode ser controlada por uma válvula de agulha do tipo portão.
(8) A qualidade das peças moldadas por injeção dos moldes multi-cavidades é consistente.
(9) Melhorar a estética da superfície de produtos moldados por injeção.
(10) Pode utilizar uma pressão de injeção menor, o que pode reduzir eficazmente a pós-deformação de produtos de paredes finas.

Desvantagens dos moldes de canal quente
No entanto, todas as tecnologias têm as suas desvantagens, e a tecnologia de canal quente não é exceção:
A estrutura do molde é complexa, o custo é elevado e o custo de manutenção é elevado. O processo demora algum tempo a estabilizar, o que resulta em mais sucata no início.
Em caso de fuga de material fundido e de avaria do elemento de aquecimento, tal terá um maior impacto na qualidade do produto e no calendário de produção. A terceira desvantagem acima referida pode ser reduzida através da aquisição de elementos de aquecimento, placas de canais quentes e bicos de qualidade superior e de uma manutenção cuidadosa aquando da sua utilização.
Economia de custos de material de canal quente vs. canal frio
A câmara quente não tem perda de resíduos de jitos e portões, nem trituração e reciclagem após a moldagem, o que pode poupar resíduos de jitos e custos de trituração e reciclagem, especialmente quando o peso do sistema de jitos é superior ao do produto moldado.
A moldagem sem um sistema de jitos poupa energia de moldagem.
A sucata gerada pela câmara fria e pelo canal de entrada é muito grande, especialmente quanto maior for o tamanho da peça, mais sucata existe devido à longa duração. Alguns destes resíduos podem ser reutilizados, outros não.
Mesmo que possam ser reutilizados, o desempenho global do material é muito reduzido, sendo necessário utilizar equipamento de trituração de materiais.
A câmara quente vs. câmara fria melhora a eficiência da produção
O ciclo de moldagem de um peça moldada por injeção = tempo de injeção + tempo de espera + tempo de arrefecimento + tempo de ejeção + tempo de corte.
O mais longo é o tempo de arrefecimento. Em fabrico de moldes de plásticoQuanto mais espessa for a parede do produto, maior será o tempo de arrefecimento. Uma vez que a câmara fria tem de alimentar várias cavidades do molde ou mais pontos de vazamento ao mesmo tempo, o tempo de arrefecimento é normalmente mais longo.
Por conseguinte, a espessura da parede do produto no corredor frio é normalmente superior à espessura da produto moldado por injeção por si só.
Porque existe uma diferença de tempo de arrefecimento entre a massa fundida no corredor frio e o produto moldado por injeçãoO canal quente elimina a necessidade de um canal frio.
O canal quente elimina o canal frio e o tempo de arrefecimento será reduzido. A diferença no tempo de injeção é também um aspeto da utilização de um canal quente em vez de um canal frio.
A principal diferença no tempo de injeção é atribuída ao tempo adicional necessário para encher o canal frio. Isto deve-se ao facto de o molde de canal frio aumentar o curso de abertura/fecho da máquina de moldagem por injeção.
Este aumento do curso destina-se a garantir a ejeção segura do corredor frio. Moldagem por injeção de canal quente é mais adequado para a remoção automática de produtos.
Sem a interferência da câmara fria na ejeção do produto, a operação manual secundária do processo de moldagem por injeção.
Por exemplo, o tempo de separação do produto do rotor, o corte do produto e a embalagem podem ser grandemente reduzidos ou eliminados. Assim, a capacidade por unidade de tempo é melhorada, ou seja, a produtividade é aumentada.
A câmara quente vs. câmara fria melhora a qualidade das peças
A utilização de canais quentes pode efetivamente melhorar a qualidade da superfície e as propriedades mecânicas dos produtos, melhorar significativamente o empenamento de peças de paredes finas e garantir a qualidade consistente de peças moldadas por injeção com múltiplas cavidades.
Pode garantir a qualidade consistente de peças moldadas por injeção em moldes multi-cavidades.
Em particular, o bocal da válvula de agulha é mais óbvio para melhorar a qualidade da aparência de produtos moldados por injeção.
As principais vantagens são a ausência de marcas residuais do portão no produto. A porta de maior diâmetro pode ser utilizada para acelerar o enchimento da cavidade e reduzir ainda mais a pressão de injeção e a deformação do produto.
Pode evitar o fenómeno de estiramento e salivação quando o molde é aberto, e evitar a reabsorção de material da cavidade do molde quando o parafuso da máquina de moldagem por injeção é apoiado.

Resumo
Com este artigo, creio que já tem uma certa noção de moldes de injeção de canal quente e moldes de injeção de canais friosnos moldes de injeção reais, antes de fabrico de moldes de injeção deve considerar a sua relação custo-eficácia. O custo do molde e o custo do produto devem ser considerados em função de muitos aspectos.
Se o número de produtos for grande, os moldes de canal quente são mais adequados, embora os custos iniciais de entrada do molde possam ser mais elevados, o preço do produto será mais baixo, mas o canal quente não é adequado para a necessidade frequente de alterar a cor do produto.







