 Saltar para o conteúdo
Saltar para o conteúdo 
Soluções de moldes para o sector automóvel: Aço certificado pela IATF 16949
Descubra soluções inovadoras em aço para moldes para a indústria automóvel, garantindo a qualidade e a conformidade com a certificação IATF 16949. Explore mais agora!
O Guia Completo para Soluções de Aço para Moldes Automotivos IATF 16949
O que é a IATF 16949 e a sua relação com a moldagem por injeção?
IATF 16949:2016 é a norma internacional do Sistema de Gestão da Qualidade (SGQ) para a indústria automóvel. Foi desenvolvida pela International Automotive Task Force (IATF) e substituiu a antiga norma ISO/TS 16949. O seu principal objetivo é promover a melhoria contínua, dar ênfase à prevenção de defeitos e reduzir a variação e o desperdício na cadeia de fornecimento automóvel.
Para os fabricantes de moldes de injeção, a IATF 16949 não é apenas um certificado na parede; é um quadro abrangente que rege todos os aspectos do seu funcionamento. A sua ligação ao aço para moldes de injeção é direta e profunda:
- Controlo de processos: O molde de injeção é uma peça de equipamento de produção crítica. A norma IATF 16949 exige um controlo rigoroso de todo o equipamento que afecta a qualidade do produto. O estado, o desempenho e a longevidade do molde são, por conseguinte, objeto de um exame minucioso.
- Gestão de riscos: A norma exige que as organizações identifiquem e reduzam os riscos. Uma má escolha do aço para moldes representa um risco significativo, podendo levar a uma falha prematura da ferramenta, paragens de produção e peças defeituosas que chegam ao cliente.
- Rastreabilidade: A IATF 16949 exige total rastreabilidade. Isto significa que o moldador deve ser capaz de rastrear o aço utilizado num molde específico até à sua origem, incluindo certificados de laminagem e registos de tratamento térmico. Isto é crucial para a análise da causa raiz, caso surja um problema de qualidade.
Essencialmente, o molde é considerado uma entrada chave do processo, e o aço é a base dessa entrada. Um aço não conforme ou mal escolhido compromete todo o sistema de qualidade.
O papel crítico do aço para moldes num contexto de IATF 16949
No âmbito da IATF 16949, o aço para moldes é muito mais do que uma simples matéria-prima. É um ativo estratégico cujas propriedades influenciam diretamente os "Cinco M's" do fabrico: Homem, Máquina, Método, Material e Medição.
- A consistência sobre o volume: Os moldes para automóveis funcionam frequentemente durante milhões de ciclos. O aço tem de resistir ao desgaste, à deformação e à fadiga para garantir que a primeira peça é dimensional e esteticamente idêntica à milionésima. Isto apoia diretamente o objetivo da IATF de reduzir a variação.
- Custo total de propriedade (TCO): Um aço mais barato e de qualidade inferior pode poupar dinheiro à partida, mas pode levar a custos mais elevados através de uma maior manutenção, tempo de inatividade não planeado e reparações frequentes de ferramentas. A IATF 16949 encoraja uma abordagem TCO, onde a fiabilidade e o desempenho a longo prazo são prioritários.
- Validação e PPAP: O Processo de Aprovação de Peças de Produção (PPAP) é uma pedra angular da qualidade automóvel. O molde deve ser capaz de produzir consistentemente peças que cumpram todas as especificações. A estabilidade e a durabilidade do aço do molde são essenciais para um PPAP bem sucedido e para uma produção contínua.

Classificação dos aços para moldes de injeção automóvel
Os aços de molde são ligas sofisticadas concebidas para caraterísticas de desempenho específicas. São geralmente classificados em três categorias principais, cada uma contendo vários graus adequados a diferentes aplicações automóveis.
1. Aços pré-endurecidos:
Descrição: Estes aços saem do laminador já tratados termicamente para uma dureza moderada (normalmente 28-40 HRC). Isto elimina a necessidade de tratamento térmico pós-usinagem, reduzindo o risco de distorção e poupando tempo.
Graus comuns: P20, 1.2311, 1.2738.
Utilização típica: Moldes para produção de baixo a médio volume, grandes bases de moldes, suportes e componentes para polímeros não abrasivos (por exemplo, PP, PE). Ideal para acabamentos interiores e peças estruturais de grandes dimensões em que o polimento elevado não é a principal preocupação.

2. Aços de endurecimento por penetração (endurecíveis):
Descrição: Estes aços são fornecidos num estado macio, recozido, para facilitar a maquinagem. Após a maquinagem, são tratados termicamente (temperados e revenidos) para atingir uma dureza elevada (normalmente 48-60 HRC).
Graus comuns: H13 (1,2344), S7, 1,2343.
Utilização típica: Aplicações de grande volume e elevado desgaste. Moldes para resinas abrasivas com enchimento de vidro, comuns em componentes sob o capô. Oferecem uma excelente resistência ao desgaste, tenacidade e resistência à fadiga térmica.

3. Aços inoxidáveis:
Descrição: Estes aços contêm níveis elevados de crómio (>12%), proporcionando uma excelente resistência à corrosão. São essenciais na moldagem de resinas corrosivas (como o PVC) ou quando os moldes são utilizados ou armazenados em ambientes húmidos.
Graus comuns: 420 (1.2083), S136 (1.2316).
Utilização típica: Moldes para componentes ópticos, como lentes de faróis e tubos de iluminação, que requerem um polimento impecável e de alto brilho que não se pode degradar com o tempo. Também utilizado para aplicações médicas e alimentares que podem fazer parte dos sistemas de um veículo (por exemplo, contentores de fluidos).

Cenários de aplicação típicos para moldes em conformidade com a norma IATF 16949
A escolha do aço está indissociavelmente ligada à peça automóvel final que irá produzir.
1. Componentes interiores (painéis de instrumentos, painéis das portas, consolas centrais):
Escolha do aço: Frequentemente P20 ou 1,2738.
Justificação: Estas peças são grandes e complexas, muitas vezes com texturas de grão intrincadas. Os volumes de produção são elevados, mas as resinas (PP, ABS, TPO) são geralmente não abrasivas. O aço pré-endurecido oferece um bom equilíbrio entre maquinabilidade para ferramentas grandes e durabilidade suficiente para o ciclo de vida necessário.
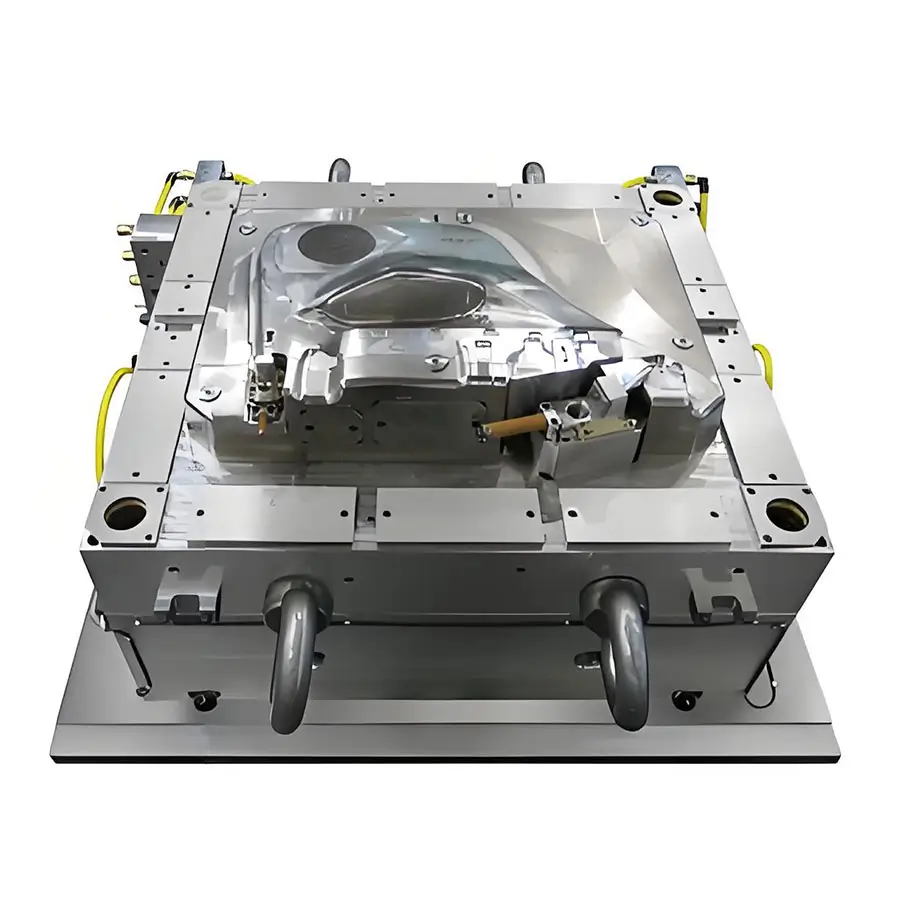
2. Componentes sob o capot (coberturas do motor, colectores de admissão de ar, coberturas das ventoinhas):
Escolha do aço: H13 ou aço-ferramenta similar para trabalho a quente.
Justificação: Estas peças são fabricadas a partir de resinas com enchimento de vidro ou minerais (PA66-GF30, PBT) que são altamente abrasivas. A elevada dureza e a resistência ao desgaste do H13 temperado são essenciais para evitar a erosão da cavidade do molde, o que levaria a falhas dimensionais.
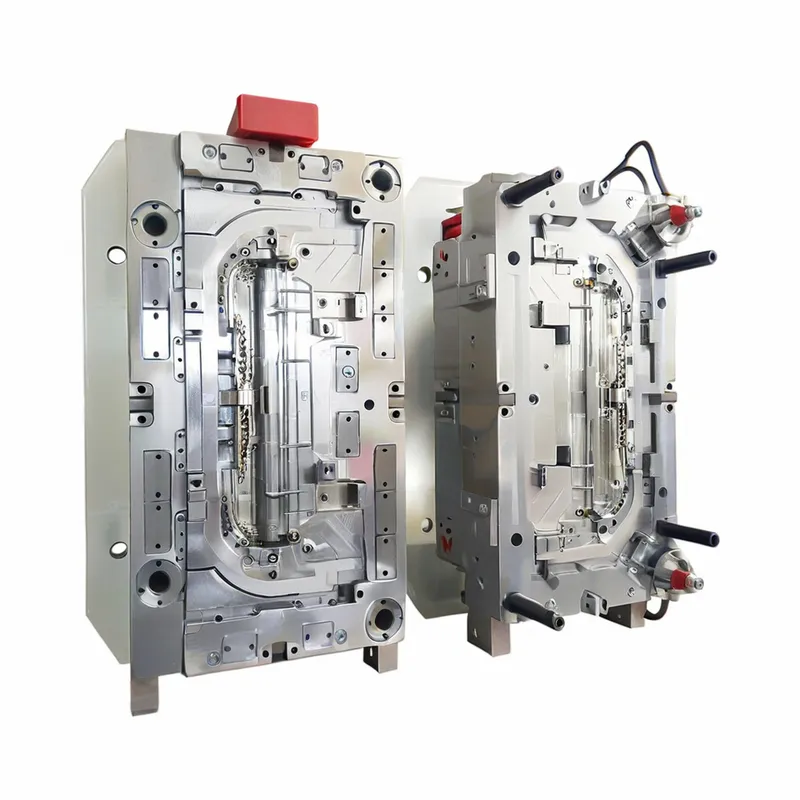
3. Iluminação exterior (lentes dos faróis, coberturas das luzes traseiras, tubos de iluminação):
Escolha do aço: Aço inoxidável de alta pureza como S136 ou 420ESR.
Justificação: A clareza ótica é fundamental. Estes aços podem ser polidos até um acabamento espelhado (SPI A-1). A sua excelente resistência à corrosão garante que este elevado polimento não é prejudicado pela ferrugem ou por microfuros durante a produção ou armazenamento, o que causaria defeitos na lente.
4. Componentes estruturais e de segurança (vigas dos para-choques, estruturas dos bancos):
Escolha do aço: Classes de elevada dureza como S7 ou H13 modificado.
Justificação: Estes moldes podem sofrer grandes tensões e impactos durante a moldagem e o manuseamento. A tenacidade (a capacidade de absorver energia sem fraturar) é mais importante do que a dureza extrema para evitar uma falha catastrófica da ferramenta.

Vantagens de selecionar o aço certo ao abrigo da norma IATF 16949
Fazer uma seleção de aço informada e em conformidade proporciona benefícios tangíveis que se alinham diretamente com os objectivos da IATF 16949.
① Melhoria da qualidade e consistência do produto: O aço correto mantém a estabilidade dimensional e o acabamento da superfície, garantindo que cada peça cumpre as especificações e reduzindo a variação de peça para peça.
② Aumento da eficácia geral do equipamento (OEE): Um molde durável requer menos manutenção não programada, levando a um menor tempo de inatividade e a uma maior produtividade.
③ Menor custo total de propriedade (TCO): Embora o aço de primeira qualidade tenha um custo inicial mais elevado, compensa-se a si próprio através de uma vida útil mais longa do molde, menos reparações e menos sucata, alinhando-se com o objetivo da IATF de reduzir o desperdício.
④ Conformidade garantida e risco de auditoria reduzido: A utilização de aço certificado e rastreável com documentação adequada satisfaz um requisito fundamental da IATF 16949, simplificando as auditorias e demonstrando um controlo robusto do processo.
⑤ Desempenho previsível: O aço de alta qualidade de fornecedores conceituados proporciona um comportamento previsível durante a maquinagem, o tratamento térmico e a produção, minimizando as surpresas e os desvios do processo.

Desvantagens e riscos de uma seleção inadequada do aço
Por outro lado, cortar nos pormenores do aço para moldes introduz riscos significativos que podem pôr em causa um projeto e a reputação de um fornecedor.
① Falha prematura do molde: A utilização de um aço com tenacidade ou dureza insuficientes pode provocar fissuras, lascas ou falhas catastróficas, causando grandes tempos de inatividade e custos de substituição.
② Defeitos de qualidade da peça: Uma cavidade do molde desgastada ou corroída produzirá peças com rebarbas, marcas de afundamento, dimensões incorrectas e um acabamento superficial deficiente, conduzindo a elevadas taxas de refugo e à potencial rejeição do cliente.
③ Atrasos na produção: Uma ferramenta avariada pode interromper a produção durante semanas, levando ao incumprimento dos prazos de entrega e a graves penalizações financeiras por parte dos OEM do sector automóvel.
④ Não conformidade com a norma IATF 16949: A utilização de aço não rastreável ou inadequado é um sinal de alerta importante durante uma auditoria e pode levar a um relatório de não conformidade (NCR), ameaçando potencialmente a certificação de um fornecedor.
⑤ Aumento dos custos de manutenção: Um aço de baixa qualidade exigirá polimentos mais frequentes, reparações de soldadura e manutenção preventiva, consumindo mão de obra e recursos que poderiam ser mais bem utilizados noutros locais.
IATF 16949 & Aço para moldes de injeção automóvel: Um guia completo
Domine a seleção de aço para moldes de injeção automóvel para a IATF 16949.

O Guia Completo para Soluções de Aço para Moldes Automotivos IATF 16949
Principais propriedades dos aços para moldes automóveis de elevado desempenho
Quando especificam um aço para moldes, os engenheiros avaliam uma combinação de propriedades. O equilíbrio ideal depende da aplicação.
① Dureza: A capacidade do aço para resistir à indentação e à abrasão. Medida em Rockwell C (HRC). Uma dureza mais elevada aumenta a resistência ao desgaste, mas pode por vezes reduzir a tenacidade.
② Dureza: A capacidade do aço para absorver o impacto e a energia sem fraturar. Crucial para moldes com cantos afiados ou sujeitos a elevadas pressões de injeção.
③ Resistência ao desgaste: A capacidade de resistir à perda de material por fricção e abrasão, especialmente importante na moldagem de vidro ou de plásticos com enchimento mineral. Isto está diretamente relacionado com a dureza e a presença de carbonetos duros na microestrutura do aço.
④ Resistência à corrosão: A capacidade de resistir ao ataque químico de plásticos (por exemplo, PVC que liberta HCl) ou de factores ambientais (humidade). Isto é conseguido através da adição de crómio.
⑤ Capacidade de polimento: A capacidade de obter um acabamento de superfície liso e sem defeitos. Isto depende da limpeza do aço (poucas inclusões), da homogeneidade e da microestrutura. Os aços de qualidade superior são frequentemente produzidos utilizando processos de fusão especiais, como a refusão por electro-escória (ESR), para melhorar a pureza e a capacidade de polimento.
⑥ Maquinabilidade: A facilidade com que o aço pode ser cortado, furado e fresado. Os aços mais macios e pré-endurecidos são mais fáceis de maquinar, enquanto os aços para ferramentas de elevada dureza são mais difíceis e dispendiosos de trabalhar.
⑦ Condutividade térmica: A capacidade do aço para transferir calor. Uma condutividade térmica mais elevada permite um arrefecimento mais rápido, levando a tempos de ciclo mais curtos. Esta é uma vantagem fundamental de alguns tipos mais recentes e especializados.

O ciclo de vida do aço para moldes dentro de um sistema IATF 16949
A IATF 16949 exige uma abordagem sistemática e documentada para a gestão de equipamentos críticos. Para o aço para moldes, este ciclo de vida é o seguinte:
① Especificação e fornecimento: O processo começa com a equipa de engenharia a especificar o tipo de aço correto com base nos requisitos da peça. O departamento de compras deve então adquirir este aço junto de um fornecedor aprovado e de renome que possa fornecer um certificado de material completo (mill cert) detalhando a sua composição química e propriedades. Este certificado é o primeiro elo da cadeia de rastreabilidade.
② Maquinação e tratamento térmico: Todos os processos de maquinagem são controlados. Para os aços endurecíveis, a fase de tratamento térmico é crítica. O fornecedor do tratamento térmico também tem de ser aprovado e fornecer um certificado de conformidade detalhando o processo utilizado (temperaturas, meios de têmpera, tempos) e a dureza final alcançada. Estes dados são adicionados ao ficheiro de histórico da ferramenta.
③ Validação (PPAP): Durante o ensaio do molde e as execuções PPAP, o desempenho da ferramenta é validado. Esta deve provar a sua capacidade de produzir peças conformes de forma consistente. Quaisquer questões relacionadas com o aço (por exemplo, desgaste inesperado, problemas de arrefecimento) são abordadas aqui.
④ Produção e manutenção preventiva: Uma vez em produção, o molde é sujeito a um rigoroso plano de manutenção preventiva (PM), conforme exigido pela IATF 16949. Isto inclui limpeza programada, inspeção de desgaste ou danos e pequenos polimentos. Todas as actividades de manutenção são registadas no ficheiro da ferramenta.
⑤ Remodelação e fim de vida: Após centenas de milhares ou milhões de ciclos, a ferramenta pode necessitar de uma renovação ou substituição importante. A decisão baseia-se nos dados de desempenho (SPC), nos registos de inspeção e no histórico da ferramenta. Todo o ciclo de vida é documentado para satisfazer os requisitos de auditoria.
Considerações fundamentais para a seleção e gestão do aço
Para além da candidatura de base, devem ser tidos em conta vários outros factores durante o processo de seleção.
① Volume de produção e ciclo de vida: Trata-se de uma ferramenta protótipo para 1.000 peças ou de uma ferramenta de grande volume para 5 milhões de peças? A longevidade necessária é o fator mais importante para determinar o tipo de aço necessário.
② Parte Complexidade e Geometria: As peças com paredes finas, nervuras profundas ou cantos internos afiados criam concentrações de tensão no molde. É necessário um aço mais resistente para evitar fissuras nestas áreas.
③ Tipo de resina plástica: Os enchimentos abrasivos (vidro, fibra de carbono) exigem uma elevada resistência ao desgaste (H13). As resinas corrosivas (PVC, alguns retardadores de chama) exigem aço inoxidável (S136).
④ Requisitos de acabamento da superfície: Um painel interior texturado tem necessidades diferentes das de uma lente ótica cristalina. O acabamento SPI (Society of the Plastics Industry) exigido determina a polibilidade necessária do aço.
⑤ Tipo e localização do portão: O ponto onde o plástico entra na cavidade (a porta) é uma área de alto desgaste. É prática comum utilizar um inserto de aço para ferramentas separado e altamente resistente ao desgaste no local da porta, mesmo que o resto do molde seja feito de um aço mais macio.
Melhores práticas para a especificação e conceção de aço para moldes
① Colaborar desde cedo: Envolva o fabricante de ferramentas, o fornecedor de materiais e o tratador térmico no início do processo de conceção. Os seus conhecimentos podem evitar erros dispendiosos.
② Utilizar o FMEA de ferramentas: Conduzir uma Análise de Efeitos e Modos de Falha (FMEA) no projeto do molde. Identificar os modos de falha potenciais relacionados com o aço (por exemplo, "fissura no canto agudo", "desgaste no portão") e implementar alterações preventivas no projeto.
③ Documentar tudo: Crie uma "Biografia da Ferramenta" ou um ficheiro histórico completo para cada molde. Este deve incluir o certificado da siderurgia, o certificado de tratamento térmico, os relatórios de inspeção, os registos de manutenção e quaisquer registos de reparação. Isto não é negociável para a IATF 16949.
④ Especificar com precisão: Não especifique apenas "P20". Especifique o fornecedor, o intervalo de dureza pretendido (por exemplo, 30-32 HRC) e quaisquer requisitos especiais como "deve ser desgaseificado a vácuo".
⑤ Conceção para manutenção: Projetar o molde para uma manutenção fácil e segura. Isso inclui fornecer acesso claro aos componentes de alto desgaste e usar componentes padronizados sempre que possível.

Problemas comuns com o aço para moldes e respectivas soluções
| Problema | Causa(s) potencial(ais) | Solução(ões) em conformidade com a IATF 16949 |
|---|---|---|
| Fissuração/fratura prematura | - Seleção incorrecta do aço (baixa tenacidade). - Tratamento térmico incorreto. - Cantos internos acentuados no design. - Pressão de injeção excessiva. | – Selecionar um aço mais duro (por exemplo, S7). – Verificar certificados de tratamento térmico; utilizar um fornecedor certificado. – Modificar o projeto deve incluir raios em todos os cantos agudos. – Validar e controlar os parâmetros do processo de moldagem. |
| Corrosão/ferrugem | - Utilização de um aço não inoxidável com resinas corrosivas (PVC). - Armazenamento inadequado num ambiente húmido. - Canais de refrigeração contaminados. | – Interruptor para um molde de aço inoxidável (S136, 420). – Implementar um procedimento rigoroso de armazenamento do molde (limpar, secar, aplicar preventivo contra a ferrugem). – Utilização água tratada e efetuar uma limpeza regular do canal. |
| Desgaste excessivo/erosão | - Moldagem de materiais abrasivos e com enchimento de vidro. - A dureza do aço é demasiado baixa para a aplicação. - Alta velocidade do portão. | – Utilização um aço de elevada dureza e temperado (H13). – Aplicar um revestimento de superfície (PVD, nitruração) em zonas de elevado desgaste. – Otimizar conceção da comporta e parâmetros de injeção para reduzir a velocidade. |
| Mau polimento ou acabamento da peça | - O aço tem um baixo grau de pureza (inclusões, impurezas). - Técnica de polimento incorrecta. - Acumulação de material (desgaseificação) na superfície do molde. | – Especificar um aço de alta pureza, de grau ESR, para peças ópticas. – Utilização técnicos de polimento experientes e procedimentos documentados. – Executar limpeza regular na prensa e manutenção preventiva programada. |
| Instabilidade dimensional | - Alívio inadequado das tensões após a maquinagem. - Tratamento térmico incorreto ou não uniforme. - O aço não é suficientemente robusto para as pressões de moldagem. | – Incorporar uma sequência de máquina de desbaste -> alívio de tensões -> máquina de acabamento. – Assegurar o tratamento térmico é efectuado por um fornecedor qualificado com equipamento moderno. – Executar uma análise do enchimento do molde para compreender as pressões e selecionar um aço mais robusto. |
Lista de verificação de seleção de aço de molde para conformidade com a IATF 16949
Utilize esta lista de controlo durante a fase inicial de conceção e aquisição para garantir que não são esquecidas considerações importantes.
① Volume de produção: Estimativa do total de peças a produzir (>1 milhão, 500k-1M, <500k)?
② Material da peça: A resina plástica não é preenchida, é abrasiva (vidro/enchimento mineral) ou corrosiva (PVC/halogenado)?
③ Acabamento da superfície: Qual é o acabamento SPI exigido (por exemplo, A-1 para lente, B-2 para brilhante, C-1 para semi-brilhante, D-3 para texturado)?
④ Complexidade da peça: A peça tem paredes finas, nervuras profundas ou cantos afiados que exigem uma elevada resistência do aço?
⑤ Rastreabilidade: O fornecedor fornecerá um certificado de material completo rastreável ao número de calor/lote?
⑥ Tratamento térmico: Se for utilizado aço endurecível, o fornecedor do tratamento térmico está certificado e pode fornecer um certificado de conformidade?
⑤ Plano de manutenção: Foi considerado um plano de manutenção preliminar (por exemplo, frequência de limpeza, pontos de inspeção)?
⑥ Orçamento: A decisão baseia-se no preço inicial ou no custo total de propriedade (TCO) a longo prazo?

Injection Molding Companies in Taiwan: Why Chinese Suppliers Deliver Better Value
Key Takeaways Taiwan-based suppliers typically charge $8,000-$25,000 for injection molds; Chinese suppliers like ZetarMold offer comparable quality at 30-50% lower tooling cost. ZetarMold holds ISO 9001 and ISO 14001 certifications

Injection Molding Companies in the UK: Why Top Buyers Choose ZetarMold
Key Takeaways The UK injection molding sector spans automotive, aerospace, medical devices, and consumer goods — but domestic tooling costs have risen sharply post-Brexit, making Chinese suppliers increasingly attractive for

UL94 Flame Retardancy for Battery Enclosures: Injection Molding Guide
Key Takeaways UL 94 V-0 is the minimum required rating for most battery enclosure applications: the specimen must self-extinguish within 10 seconds after each of two 10-second flame applications. Polycarbonate
Soluções de otimização fornecidas De graça
- Fornecer feedback de design e soluções de otimização
- Otimizar a estrutura e reduzir os custos do molde
- Fale diretamente com os engenheiros, um a um

