 Overslaan naar inhoud
Overslaan naar inhoud 


Het spuitgietproces van TPU-materiaal is essentieel voor de productie van flexibele, duurzame producten die veel worden gebruikt in diverse industrieën.
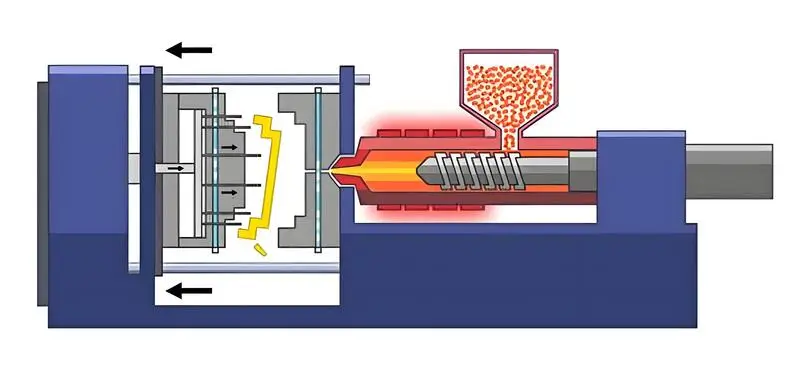
TPU spuitgieten verhit en spuit TPU-pellets in mallen om flexibele, veerkrachtige onderdelen te maken die vaak worden gebruikt in schoeisel, auto's en elektronica.
Dit korte overzicht schetst de belangrijkste stappen in TPU spuitgieten, maar als u de nuances van het proces onder de knie hebt, kunt u de productprestaties en productie-efficiëntie aanzienlijk verbeteren. Verdiep u in hoe een nauwkeurig matrijsontwerp en procesoptimalisatie uw resultaten kunnen verbeteren.
TPU-materialen zijn altijd biologisch afbreekbaar.Vals
De meeste TPU-materialen zijn niet biologisch afbreekbaar, hoewel er enkele milieuvriendelijke varianten beschikbaar zijn.
TPU spuitgieten is minder efficiënt dan andere methoden.Vals
TPU spuitgieten kan zeer efficiënt zijn en wordt vaak gekozen omdat het gedetailleerde en duurzame onderdelen kan maken.
Wat is TPU-materiaal?
TPU, of Thermoplastisch Polyurethaan, is een veelzijdig materiaal dat bekend staat om zijn uitstekende elasticiteit, transparantie en weerstand tegen olie en slijtage, en dat veel wordt gebruikt in verschillende toepassingen.
TPU-materiaal, gewaardeerd om zijn flexibiliteit, duurzaamheid en bestendigheid tegen schuren en chemicaliën, wordt gebruikt in schoeisel, auto-interieurs en telefoonhoesjes omdat het rubberachtige elasticiteit combineert met plastic stevigheid.

TPU staat voor thermoplastisch polyurethaan elastomeer rubber1. Het is geen textiel in de traditionele zin van het woord, laat staan leer. TPU overwint veel van de tekortkomingen van PVC, PU leer en PU coating en heeft voor een belangrijke doorbraak gezorgd in de toepassing van waterdichte en ademende stoffen.
TPU2 heeft niet alleen de meeste eigenschappen van rubber en gewone kunststoffen, maar ook uitstekende uitgebreide fysische en chemische eigenschappen. Het is een nieuw soort polymeer milieuvriendelijk materiaal tussen rubber en kunststof. Het heeft zowel de zachtheid van rubber als de hardheid van hard plastic.
TPU is zowel flexibel als duurzaam.Echt
De unieke samenstelling van TPU zorgt ervoor dat het flexibel blijft en tegelijkertijd sterk en slijtvast is, waardoor het ideaal is voor diverse toepassingen.
TPU wordt alleen gebruikt in kleding en schoeisel.Vals
TPU is populair in kleding en schoeisel, maar de toepassingen strekken zich uit tot de auto-, medische en elektronica-industrie vanwege de flexibele eigenschappen.
Wat zijn de basiskenmerken van TPU materialen?
TPU-materialen staan bekend om hun veelzijdigheid en bieden een unieke combinatie van flexibiliteit, duurzaamheid en weerstand en worden gebruikt in industrieën variërend van schoenen tot de auto-industrie.
TPU-materialen bieden een hoge elasticiteit, uitstekende slijtvastheid en flexibiliteit bij verschillende temperaturen, waardoor ze ideaal zijn voor schoeisel, medische apparatuur en auto-onderdelen in veeleisende omgevingen.

Breed hardheidsbereik
Door de verhouding van elke reactiecomponent van TPU te veranderen, kun je producten van verschillende hardheid krijgen, en met de toename van de hardheid behouden de producten nog steeds een goede elasticiteit en slijtvastheid.
De elasticiteitsmodulus van rubber is meestal 1~10Mpa, TPU is 10~1000Mpa, en kunststoffen zoals nylon, ABS, PC, POM, enz. zijn 1000~10000Mpa. Het hardheidsbereik van TPU is vrij breed, van Shore A 60 ~ Shore D 85, en het heeft een hoge elasticiteit in het hele hardheidsbereik.
Uitstekende koudebestendigheid
TPU heeft een lage glasovergangstemperatuur en blijft elastisch en flexibel, zelfs bij min 35 graden. Het is flexibel over een breed temperatuurbereik van -40 tot 120 graden Celsius zonder dat weekmakers nodig zijn.
Oliebestendig, waterbestendig, chemicaliënbestendig en schimmelbestendig
TPU is goed bestand tegen oliën (minerale oliën, dierlijke en plantaardige oliën en smeermiddelen) en veel oplosmiddelen. TPU olieweerstand3 is beter dan nitrilrubber en heeft een uitstekende oliebestendigheid.
De Taber-slijtagewaarde is 0,5-0,35 mg, de kleinste onder de kunststoffen. Als MoS2, siliconenolie grafiet, enz. worden toegevoegd, kan de wrijvingscoëfficiënt worden verlaagd en de slijtvastheid worden verbeterd.
Treksterkte en rek: TPU heeft een treksterkte4 dat is 2-3 keer dat van natuurrubber en synthetisch rubber. De treksterkte van polyester TPU is bijna 60MPa en de rek is bijna 410%. De treksterkte van polyether TPU is 50MPa en de rek is >30%.
TPU-materialen verbeteren de duurzaamheid van producten in zware omgevingen.Echt
De slijtvastheid en chemicaliënbestendigheid van TPU maakt het geschikt voor gebruik in veeleisende omstandigheden.
TPU-materialen zijn alleen geschikt voor schoeisel.Vals
TPU-materialen worden veel gebruikt in schoeisel, maar zijn door hun veelzijdigheid en veerkracht ook ideaal voor auto's, medische en industriële toepassingen.
Wat zijn de procescondities voor het Tpu spuitgietproces?
Voor het spuitgieten van thermoplastisch polyurethaan (TPU) is een nauwkeurige regeling van de procesomstandigheden nodig om de integriteit van het materiaal en de productkwaliteit te garanderen.
Optimaal spuitgieten van TPU vereist een smelttemperatuur van 200-220 °C, een matrijstemperatuur van 20-50 °C en nauwkeurige drukinstellingen voor een consistente vloei, wat cruciaal is voor toepassingen in schoeisel en auto-onderdelen.

Temperatuur
De temperaturen die je moet controleren in het TPU spuitgietproces zijn de vat temperatuur5de temperatuur van het mondstuk en matrijstemperatuur6. De eerste twee temperaturen beïnvloeden voornamelijk de plastificering en het vloeien van TPU, en de laatste temperatuur beïnvloedt het vloeien en afkoelen van TPU.
-
Temperatuur van de loop:De keuze van de vattemperatuur is gerelateerd aan de hardheid van TPU. TPU met een hoge hardheid heeft een hoge smelttemperatuur en een hoge maximumtemperatuur aan het einde van het vat. Het temperatuurbereik van het vat dat gebruikt wordt voor het verwerken van TPU is 177~232℃. De temperatuurverdeling van het vat is over het algemeen van de ene kant van de trechter (achterkant) naar de spuitmond (voorkant) en neemt geleidelijk toe, zodat de temperatuur van TPU gestaag stijgt om het doel van uniforme plastificering te bereiken.
-
Temperatuur sproeier:De temperatuur van het mondstuk is meestal iets lager dan de maximumtemperatuur van het vat om te voorkomen dat het gesmolten materiaal uit het rechte mondstuk druipt. Als een zelfklemmend mondstuk wordt gebruikt om kwijlen te voorkomen, kan de temperatuur van het mondstuk ook worden geregeld binnen het maximale temperatuurbereik van het vat.

- VormTemperatuur:De matrijstemperatuur is erg belangrijk voor de intrinsieke prestaties en de uiterlijke kwaliteit van TPU-producten. Deze wordt bepaald door veel factoren, zoals de kristalliniteit van TPU en de grootte van het product. De matrijstemperatuur wordt meestal geregeld door een koelmedium met constante temperatuur, zoals water. TPU heeft een hoge hardheid, een hoge kristalliniteit en een hoge matrijstemperatuur, bijvoorbeeld Texin, hardheid 480A, matrijstemperatuur 20~30℃; hardheid 591A, matrijstemperatuur 30~50℃; hardheid 355D, matrijstemperatuur 40~65℃. De matrijstemperatuur van TPU-producten is over het algemeen 10~60℃. Als de matrijstemperatuur laag is, bevriest de smelt voortijdig en ontstaan er stroomlijnen, wat niet bevorderlijk is voor de groei van sferulieten, wat resulteert in een lage kristalliniteit van het product en een laat kristallisatieproces, wat krimp en prestatieveranderingen van het product veroorzaakt.
Druk
De druk in het spuitgietproces omvat de plastificeerdruk (tegendruk) en injectiedruk7. Wanneer de schroef zich terugtrekt, is de druk op de bovenste smelt de tegendruk, die wordt geregeld door het overstortventiel.

Het verhogen van de tegendruk verhoogt de smelttemperatuur, verlaagt de plastificeersnelheid, maakt de smelttemperatuur uniform, mengt de kleurstoffen gelijkmatig en voert het smeltgas af, maar verlengt de vormcyclus. De tegendruk van TPU is meestal 0,3 ~ 4MPa.
Injectiedruk is de druk die door de bovenkant van de schroef op TPU wordt uitgeoefend. Deze wordt gebruikt om de stromingsweerstand van TPU van het vat naar de holte te overwinnen, de vulsnelheid van de smelt te verhogen en de smelt te verdichten. De stromingsweerstand en vulsnelheid van TPU zijn nauw verbonden met de viscositeit van de smelt, en de viscositeit van de smelt is direct gerelateerd aan de hardheid van TPU en de smelttemperatuur.
Met andere woorden, smeltviscositeit8 wordt bepaald door temperatuur en druk, maar ook door de hardheid van TPU en de mate van vervorming. Hoe hoger de afschuifsnelheid, hoe lager de viscositeit. Wanneer de afschuifsnelheid onveranderd blijft, is de viscositeit groter naarmate de hardheid van TPU hoger is.
Wanneer de afschuifsnelheid constant is, neemt de viscositeit af als de temperatuur toeneemt, maar bij hoge afschuifsnelheden wordt de viscositeit niet zo sterk beïnvloed door de temperatuur als bij lage afschuifsnelheden. De injectiedruk van TPU is over het algemeen 20~110MPa. De houddruk is ongeveer de helft van de injectiedruk en de tegendruk moet lager zijn dan 1,4 MPa om TPU gelijkmatig te plastificeren.

Tijd
De tijd die nodig is om een spuitgieting uit te voeren wordt de spuitgietcyclus genoemd. De spuitgietcyclus omvat de tijd die nodig is om de matrijs te vullen, de tijd die nodig is om de matrijs vast te houden, de tijd die nodig is om de matrijs af te koelen en andere tijden (zoals de tijd die nodig is om de matrijs te openen, het onderdeel uit de matrijs te halen en de matrijs te sluiten), die allemaal invloed hebben op hoeveel werk je kunt doen en hoeveel je je apparatuur kunt gebruiken.
De spuitgietcyclus voor TPU wordt meestal bepaald door hoe hard het TPU is, hoe dik het onderdeel is en welke vorm het onderdeel heeft. De cyclus is kort voor harde TPU, lang voor dikke onderdelen en lang voor onderdelen met veel vormen. De vormcyclus heeft ook te maken met hoe heet de matrijs is. De vormcyclus voor TPU is meestal tussen 20 en 60 seconden.
Injectiesnelheid
De injectiesnelheid wordt voornamelijk bepaald door de configuratie van TPU-producten. Producten met dikke uiteinden vereisen lagere injectiesnelheden, terwijl producten met dunne uiteinden hogere injectiesnelheden vereisen.
Schroefsnelheid
Als je TPU-producten verwerkt, heb je een lage afschuifsnelheid nodig, dus moet je een lagere schroefsnelheid gebruiken. De schroefsnelheid van TPU is over het algemeen 20~80r/min, en 20~40r/min is beter.
Behandeling bij uitschakeling
Aangezien TPU kan degraderen na langdurige blootstelling aan hoge temperaturen, moet het na uitschakeling worden gereinigd met PS, PE, acrylplastic of ABS; als de uitschakeling langer dan 1 uur duurt, moet de verwarming worden uitgeschakeld.

Product nabewerking
TPU heeft vaak ongelijkmatige kristallisatie, oriëntatie en krimp door ongelijkmatige weekmaking in het vat of verschillende koelsnelheden in de matrijsholte. Dit resulteert in interne spanning in het product, die prominenter aanwezig is bij dikwandige producten of producten met metalen inzetstukken.
Producten met inwendige spanning9 vaak een afname van de mechanische eigenschappen tijdens opslag en gebruik, zilverstrepen op het oppervlak en zelfs vervorming en barsten. De manier om deze problemen tijdens de productie op te lossen is door het product te laten gloeien. De gloeitemperatuur is afhankelijk van de hardheid van het TPU product.
De gloeitemperatuur van producten met een hoge hardheid is ook hoog, en de gloeitemperatuur van producten met een lage hardheid is ook laag. Een te hoge temperatuur kan ertoe leiden dat het product kromtrekt of vervormt en een te lage temperatuur kan het doel van het elimineren van interne spanning niet bereiken.
Recycling van gerecycled materiaal
In het TPU verwerkingsproces kunnen afvalmaterialen zoals runners, sprues en off-spec onderdelen worden gerecycled en hergebruikt. Uit de testresultaten blijkt dat 100% gerecyclede materialen zonder vermenging met nieuwe materialen de mechanische eigenschappen niet significant verminderen en volledig kunnen worden gebruikt.
Maar om de fysische en mechanische eigenschappen en de injectieomstandigheden op het beste niveau te houden, wordt aanbevolen om het aandeel gerecycled materiaal 25% tot 30% te laten zijn.
Juiste TPU spuitgietomstandigheden voorkomen defecten in eindproducten.Echt
Door de ideale temperatuur- en drukinstellingen aan te houden, blijven de materiaaleigenschappen behouden en worden defecten zoals kromtrekken en luchtbellen verminderd.
Je kunt elke matrijstemperatuur voor TPU gebruiken zonder het resultaat te beïnvloeden.Vals
Verkeerde matrijstemperaturen kunnen leiden tot slechte oppervlakteafwerking en structurele problemen, wat het belang van specifieke temperatuurbereiken benadrukt.
Wat zijn de voorzorgsmaatregelen bij het spuitgieten van TPU-materialen?
In het spuitgietproces van TPU-materialen zorgt zorgvuldige aandacht voor temperatuur, injectiesnelheid en matrijscondities voor optimale productkwaliteit en -consistentie.
Voor succesvol TPU spuitgieten moet de temperatuur nauwkeurig worden ingesteld, de vochtigheid worden geminimaliseerd en de injectiesnelheid worden aangepast aan de materiaalbehoeften, zodat defecten worden voorkomen en hoogwaardige resultaten worden behaald in diverse industrieën.
Materiaal drogen
Omdat TPU gemakkelijk vocht absorbeert en gemakkelijk hydrolyseert, zullen er gemakkelijk verwerkingsproblemen ontstaan als de TPU-grondstoffen niet goed gedroogd worden. Het oppervlak van het spuitgegoten product zal bellen of zilveren strepen vertonen en het oppervlak van het geëxtrudeerde product zal oneffenheden, dofheid, schuim en schuim vertonen.
Om fouten in de productie en productkwaliteit te voorkomen, wordt aanbevolen om de TPU-grondstoffen vóór verwerking volledig te drogen tot een vochtgehalte van minder dan 0,05%.
Als koolstofpoeder of masterbatch wordt gebruikt voor het verven, moet het volledig gemengd worden met TPU natuurlijke kleurstof en samen gedroogd worden. Over het algemeen wordt een circulerende luchtdroger of een ontvochtigingsdroger gebruikt om TPU te drogen. Afhankelijk van de hardheid is de aanbevolen droogtemperatuur 80-110℃ en de droogtijd ongeveer 3 uur.
Verwerking van gerecycled materiaal
Nozzlematerialen, wasmachinematerialen of slechte eindproducten kunnen vermalen en gemengd worden met nieuwe materialen, maar ze moeten opnieuw gedroogd worden voor gebruik. Omwille van sommige mechanische fysieke vereisten kunnen gerecycleerde materialen niet gebruikt worden in spuitgietprocessen.
Meer dan 30% van alle grondstoffen. Geëxtrudeerde gerecyclede materialen moeten apart verwerkt worden of toegevoegd worden aan nieuwe spuitgietmaterialen. Gerecycleerde materialen mogen ook niet te lang opgeslagen worden. Gebruik droge bovenkanten. Afvalmaterialen die niet gerecycled kunnen worden, kunnen verbrand worden om warmte te verkrijgen.

Injectiesnelheid en -druk regelen
De snelheid en druk van de injectie zijn belangrijk voor hoe goed het TPU materiaal vloeit en de mal vult. Als de snelheid en druk te hoog zijn, kan het materiaal breken of bellen vormen. Als de snelheid en druk te laag zijn, zal het materiaal de matrijs niet goed vullen of zal het product een ruw oppervlak hebben. Je moet dus de juiste snelheid en druk instellen voor het materiaal en de mal.
Temperatuur van de gietvorm regelen
De matrijstemperatuur is erg belangrijk voor de kristalliniteit en krimp van TPU-materiaal. De juiste matrijstemperatuur kan het materiaal helpen kristalliseren en de mechanische eigenschappen en maatvastheid van het product verbeteren.
Maar als de matrijstemperatuur te hoog is, kan het materiaal oververhit raken en ontleden of bellen. Als de matrijstemperatuur te laag is, kan dit leiden tot koude vloedsporen of krimpsporen op het oppervlak van het product. Het is dus noodzakelijk om de matrijstemperatuur nauwkeurig te regelen om het beste vormeffect te krijgen.

Vermijd overmatig verhitten en scheren
TPU-materialen kunnen te heet worden en te veel afschuiven als je ze spuitgiet. Hierdoor kan het materiaal minder goed werken of problemen krijgen. Je moet er dus voor zorgen dat je het materiaal niet te heet maakt en niet te veel afschuift als je het spuitgiet, zodat je het niet verknoeit.
Een schone omgeving voor spuitgieten handhaven
De netheid van de spuitgietomgeving is erg belangrijk voor de spuitgietkwaliteit van TPU-materialen. Als er onzuiverheden en olievlekken zijn, kunnen deze aan het matrijsoppervlak blijven kleven of zich in het materiaal vermengen, wat defecten aan het productoppervlak of prestatievermindering veroorzaakt.
Daarom is het noodzakelijk om de spuitgietomgeving schoon te houden en de apparatuur en matrijzen regelmatig schoon te maken en te onderhouden.
Het spuitgieten van TPU vereist een nauwkeurig temperatuurbeheer.Echt
De thermoplastische aard van TPU vereist een consistente temperatuurregeling om de integriteit van het materiaal te behouden en defecten te voorkomen.
Alle TPU-materialen kunnen onder dezelfde omstandigheden worden gegoten.Vals
Verschillende TPU-formuleringen kunnen verschillende instellingen in temperatuur, snelheid en druk vereisen om de gewenste resultaten te bereiken.
Wat is de processtroom van TPU materiaal spuitgieten?
Het spuitgieten van TPU-materiaal stroomlijnt de productie van flexibele en duurzame onderdelen, die op grote schaal worden gebruikt in industrieën zoals de auto-industrie en consumentenproducten.
Bij het spuitgieten van TPU worden TPU-pellets gesmolten tot flexibele, veerkrachtige onderdelen die ideaal zijn voor telefoonhoesjes, sportartikelen en medische apparaten. De belangrijkste stappen zijn de voorbereiding van het materiaal, het ontwerp van de matrijs en het koelen.

Het spuitgietproces van TPU-materiaal bestaat voornamelijk uit de voorbereiding van het materiaal, het ontwerp van de matrijs, de selectie van de spuitgietmachine, het instellen van de parameters van het spuitgietproces en de nabewerking van het product.
Materiaalvoorbereiding
Voordat je begint met het spuitgieten van tpu-pellets, moet je ze klaarmaken. Dit betekent drogen, voorverwarmen en mengen. Drogen zorgt ervoor dat al het vocht uit het materiaal verdwijnt, zodat je geen bellen of barsten krijgt tijdens het spuitgieten. Voorverwarmen zorgt ervoor dat het materiaal beter vloeit en de matrijs beter vult. Mengen zorgt ervoor dat al het materiaal hetzelfde is en maakt het product beter.
Vormontwerp
Het ontwerp van de matrijs is een belangrijke schakel in het spuitgietproces. De structuur, grootte en precisie van de matrijs hebben een directe invloed op de spuitgietkwaliteit en de productie-efficiëntie van het product.
Bij het ontwerpen van een spuitgietmatrijs voor TPU-materiaal moet rekening worden gehouden met factoren zoals de vloeibaarheid van het materiaal, krimp en ontvorming van het product. Een redelijk matrijsontwerp kan het defectpercentage van het product effectief verlagen en de productie-efficiëntie verbeteren.

Spuitgietmachines kiezen
Het kiezen van de juiste spuitgietmachine is essentieel om de stabiliteit van het spuitgietproces van TPU-materiaal en de kwaliteit van het product te garanderen. Bij het kiezen van een spuitgietmachine moet je rekening houden met factoren zoals de eigenschappen van het materiaal, de grootte en complexiteit van het product en de productie-efficiëntie.
Zorg ervoor dat de injectiedruk, injectiesnelheid, temperatuur en andere parameters van de spuitgietmachine voldoen aan de vereisten voor het spuitgieten van TPU-materialen.
De Parameter van het injectie het vormen proces het Plaatsen
Het instellen van de parameters voor het spuitgietproces is cruciaal om de kwaliteit van het spuitgieten van TPU-materiaal te garanderen. Deze parameters zijn onder andere injectiedruk, injectiesnelheid, wachttijd en matrijstemperatuur.

Door de procesparameters goed in te stellen, kun je ervoor zorgen dat het TPU materiaal tijdens het spuitgietproces vloeit en de matrijs volledig vult, terwijl defecten zoals luchtbellen en krimpgaten vermeden worden. Bovendien kan het nodig zijn om de procesparameters aan te passen voor het beste spuitgieteffect op basis van de eigenschappen van het TPU materiaal en de productvereisten.
Product nabewerking
Na het spuitgieten moeten TPU-producten nabewerkt worden om interne spanningen te elimineren, de maatvastheid te verbeteren en de oppervlaktekwaliteit te verbeteren. Veelgebruikte nabewerkingsmethoden zijn warmtebehandeling, koeling en oppervlaktebehandeling.
Warmtebehandeling kan de interne spanning elimineren die door het product wordt gegenereerd tijdens het spuitgietproces en de dimensionale stabiliteit verbeteren. Koelen helpt het product om snel vorm te krijgen en vervorming te verminderen. Oppervlaktebehandeling kan het uiterlijk en de prestaties van het product verbeteren.
Het spuitgieten van TPU resulteert in duurzame en flexibele producten.Echt
De unieke eigenschappen van TPU maken het ideaal voor de productie van onderdelen die elasticiteit en veerkracht vereisen.
TPU is hetzelfde als TPE bij spuitgieten.Vals
Hoewel TPU en TPE op het gebied van flexibiliteit overeenkomsten vertonen, zijn het verschillende materialen met verschillende samenstellingen en prestatiekenmerken.
Wat zijn de defecten in het spuitgietproces van TPU-materialen?
Inzicht in de defecten bij het spuitgieten van TPU is cruciaal voor het verbeteren van de kwaliteit en de prestaties van het eindproduct.
Veel voorkomende defecten bij het spuitgieten van TPU zijn kromtrekken, onvolledig vullen, brandplekken en zinkplekken, die vaak het gevolg zijn van een onjuiste temperatuur, injectiesnelheid of matrijsontwerp, wat de duurzaamheid en het uiterlijk van het product beïnvloedt.

Het product heeft scheuren
Scheurtjes zijn dodelijk voor TPU-producten en verschijnen meestal als haarscheurtjes op het oppervlak van het product. Als het product scherpe randen en hoeken heeft, ontstaan er vaak barsten in dit deel, wat erg gevaarlijk is voor het product. De belangrijkste redenen voor barsten in het productieproces zijn problemen bij het ontvormen, overvulling, lage matrijstemperatuur en defecten in de productstructuur.
Om scheuren door slecht ontvormen te voorkomen, moet de matrijsholte voldoende ontvormhelling hebben en moeten de grootte, positie en vorm van de uitwerppen geschikt zijn. Bij het uitwerpen moet de ontvormweerstand van elk deel van het product uniform zijn.
Overvullen gebeurt als je te veel kunststof in de matrijs spuit. Dit kan worden veroorzaakt door een te hoge injectiedruk of een te hoge materiaaldosering. Als je de matrijs overvult, zet je te veel interne spanning op het onderdeel en barst het als je het uit de matrijs probeert te halen.

Als je de matrijs overvult, zet je ook meer druk op de onderdelen van de matrijs, waardoor het moeilijker wordt om het onderdeel uit de matrijs te krijgen en waardoor het onderdeel barst (of zelfs breekt). Als je dit ziet gebeuren, moet je de injectiedruk verlagen om het overvullen te stoppen.
De interne spanning door overvulling blijft meestal in het poortgebied. Het gebied bij de poort is bros, vooral het directe poortgebied, en zal breken door de interne spanning.
Slechte oppervlakteglans van producten
Wanneer het oppervlak van TPU-producten zijn oorspronkelijke glans verliest en dof of wazig wordt, spreken we van een slechte oppervlakteglans.
Een slechte oppervlakteglans wordt meestal veroorzaakt door onvoldoende polijsten van het matrijsoppervlak. Als de oppervlaktegesteldheid van de matrijsholte goed is, kan het verhogen van het materiaal en de matrijstemperatuur de oppervlakteglans van het product verbeteren. Het gebruik van te veel niet-smeltbare middelen of vette niet-smeltbare middelen kan ook resulteren in een slechte oppervlakteglans.
Als het materiaal bovendien vocht absorbeert of vervuild is met vluchtige stoffen of vreemde stoffen, kan dit leiden tot een slechte glans van het oppervlak. Daarom moet er aandacht besteed worden aan factoren die te maken hebben met de schimmel en de materialen.
Het product heeft bramen
TPU-producten hebben vaak bramen. Als de druk van de grondstof in de matrijsholte te groot is, is de scheidingskracht die wordt opgewekt groter dan de klemkracht, waardoor de matrijs wordt gedwongen te openen, waardoor de grondstof overloopt en bramen ontstaan.

Er zijn veel redenen voor bramen, zoals problemen met de grondstoffen, problemen met de spuitgietmachine, onjuiste afstelling of zelfs de matrijs zelf. Ga daarom bij het bepalen van de oorzaak van bramen van gemakkelijk naar moeilijk.
Controleer of de grondstoffen goed gedroogd zijn, of er vreemde voorwerpen in gemengd zijn, of er verschillende soorten grondstoffen gemengd zijn en wat de invloed is van de viscositeit van de grondstoffen.
Pas het drukregelsysteem van de spuitgietmachine correct aan en de aanpassing van de injectiesnelheid moet worden gecoördineerd met de gebruikte klemkracht; of bepaalde delen van de matrijs versleten zijn, of de uitlaatgaten geblokkeerd zijn en of het ontwerp van het stromingskanaal redelijk is.
of er een afwijking is in het parallellisme tussen de spuitgietmachinesjablonen, of de krachtverdeling van de trekstang van de sjabloon uniform is en of de schroefkeerring en het smeltvat versleten zijn.

Onvoldoende vulling van producten
Als het gesmolten materiaal niet door alle hoeken van de mal stroomt, wordt dit onvoldoende vulling genoemd. Dit kan een aantal oorzaken hebben: de gietcondities zijn niet goed ingesteld, de mal is niet goed ontworpen of gemaakt, het product heeft dikke delen en dunne delen, enzovoort.
Om dit te verhelpen kun je de temperatuur van het materiaal en de matrijs verhogen, de injectiedruk en -snelheid verhogen en het materiaal beter laten stromen. Je kunt ook de runner of het stromingskanaal groter maken of de positie, de grootte of het aantal poorten veranderen om het materiaal beter te laten stromen. Je kunt ook wat gaten in de mal maken om de lucht eruit te laten.
Vervorming en vervorming van het product
De redenen voor het kromtrekken en vervormen van TPU spuitgietproducten zijn een te korte afkoelings- en vormgevingstijd, een te hoge en ongelijkmatige matrijstemperatuur en een asymmetrisch stromingskanaalsysteem.
Probeer daarom bij het ontwerpen van de matrijs een te groot dikteverschil in hetzelfde kunststofdeel te vermijden; vermijd te scherpe hoeken; vermijd een te korte bufferzone, zodat de diktebeurten sterk verschillen; besteed daarnaast aandacht aan het instellen van het juiste aantal uitwerpers en het ontwerpen van een redelijk holtekoelingsstroomkanaal.
Kromtrekken is een veelvoorkomend defect bij het spuitgieten van TPU.Echt
Vervorming ontstaat door ongelijke koelsnelheden die interne spanningen veroorzaken, wat leidt tot vervorming in de spuitgietproducten.
Zinksporen zijn alleen een cosmetisch probleem bij TPU molding.Vals
Zinkplekken duiden op mogelijke structurele zwakheden, die zowel het uiterlijk als de integriteit van het eindproduct aantasten.
Conclusie
Het spuitgietproces van TPU-materialen is een complexe en delicate technologie waarbij rekening moet worden gehouden met meerdere factoren, zoals materiaaleigenschappen, matrijsontwerp10De selectie van de spuitgietmachine en het instellen van de procesparameters.
Door de belangrijkste schakels en technische punten in het spuitgietproces nauwkeurig te controleren, kunnen we TPU-producten van hoge kwaliteit en hoge precisie produceren. In de toekomst, met de voortdurende verbetering van de TPU materiaalprestaties en de voortdurende innovatie van de spuitgiettechnologie, hebben we reden om te geloven dat de TPU materiaal spuitgiettechnologie op grote schaal zal worden gebruikt in meer gebieden en de duurzame ontwikkeling van aanverwante industrieën zal bevorderen.
-
Bekijk deze link om de veelzijdige toepassingen en voordelen van TPU in diverse industrieën te begrijpen. ↩
-
Ontdek de voordelen van TPU-materialen, waaronder hun unieke eigenschappen en toepassingen in diverse industrieën. ↩
-
Ontdek hoe de oliebestendigheid van TPU andere materialen overtreft, waardoor het ideaal is voor veeleisende toepassingen. ↩
-
Ontdek de indrukwekkende treksterkte van TPU en hoe het zich verhoudt tot natuurlijk en synthetisch rubber. ↩
-
De temperatuur van het vat speelt een belangrijke rol bij de plastificering en het vloeien van TPU. Ontdek de invloed ervan op het gietproces door deze bron te raadplegen. ↩
-
Inzicht in de matrijstemperatuur is cruciaal voor het bereiken van optimale prestaties en kwaliteit in TPU-producten. Bekijk deze link voor meer informatie. ↩
-
Spuitdruk is de sleutel tot het overwinnen van stromingsweerstand en het garanderen van kwaliteit in TPU-producten. Lees meer over het belang ervan in het spuitgietproces. ↩
-
Inzicht in de factoren die de smeltviscositeit beïnvloeden, kan de efficiëntie van uw TPU-verwerking en de productkwaliteit verbeteren. ↩
-
Leren over interne spanning in TPU kan leiden tot betere duurzaamheid en prestaties van het product, wat cruciaal is voor kwaliteitsborging. ↩
-
Meer informatie over Wat is het ontwerpen van een spuitgietmatrijs? Bij het ontwerpen van een spuitgietmatrijs gaat het om het produceren van een matrijs volgens een bepaalde specificatie. ↩







