 Overslaan naar inhoud
Overslaan naar inhoud 

Spuitgietdefecten zijn veelvoorkomende uitdagingen in het productieproces die het product beïnvloeden kwaliteit1 and production efficiency. Understanding their causes and solutions is essential for improving results.
For broader context, compare this topic with ontwerp van spuitgietmatrijzenen supplier sourcing guide.
Veelvoorkomende spuitgietdefecten zijn onder meer kromming2, sink marks, short shots, and air traps. Solutions range from adjusting temperature, pressure, or material to optimizing mold design and process parameters.
In onze Shanghai-fabriek hebben we 47 spuitgietmachines van 90T tot 1850T. Met meer dan 20 jaar praktijkervaring in het oplossen van spuitgietdefecten, hebben we elk type korte shot, flits, stroomspoor en laslijn gezien — en we weten precies welke procesaanpassingen elk probleem oplossen.
Als u de hoofdoorzaken van deze defecten begrijpt en de juiste oplossingen toepast, kunt u uw productieproces aanzienlijk verbeteren. Duik dieper in effectieve strategieën voor het voorkomen en oplossen van defecten.

"Vervorming is een veelvoorkomend defect bij spuitgieten."Echt
Vervorming treedt op wanneer ongelijke koeling vervorming in de vorm van het onderdeel veroorzaakt. Dit kan worden opgelost door de matrijs temperatuur en koelsnelheden te regelen.
"Defecten bij spuitgieten zijn altijd te wijten aan slecht matrijsontwerp."Vals
Hoewel het matrijsontwerp kan bijdragen aan defecten, spelen factoren zoals materiaalkeuze, temperatuur en druk ook een belangrijke rol bij defectvorming.
Wat is kunststof spuitgieten?
Kunststof spuitgieten is een productieproces dat wordt gebruikt om een breed scala aan producten te maken, van alledaagse voorwerpen tot ingewikkelde onderdelen. Het biedt snelheid, precisie en kosteneffectiviteit.
- Injection molding defects can significantly impact product quality, production efficiency, and cost.
- Common defects include short shots, flash, dents, warping, flow marks, silver streaks, and weld lines.
- Most defects originate from four root causes: improper material preparation, mold design flaws, incorrect machine parameter settings, or poor product design.
- Systematic defect analysis—combined with proper process control—can reduce scrap rates by 60–80%.
Kunststof spuitgieten is een proces waarbij gesmolten kunststof in mallen wordt gespoten om onderdelen te vormen. Het wordt gebruikt in industrieën zoals de auto-industrie, elektronica en consumentengoederen en biedt een hoge efficiëntie, precisie en flexibiliteit.
De spuitgieten3 proces verwijst naar het proces van het maken van halfproducten met een bepaalde vorm uit gesmolten grondstoffen door bewerkingen zoals drukzetten, injecteren, koelen en scheiden.
"Spuitgieten van kunststof maakt grootschalige productie van onderdelen mogelijk."Echt
Het proces is zeer efficiënt, waardoor het ideaal is voor grootschalige productie met een consistente kwaliteit.
"Spuitgieten van kunststof is alleen geschikt voor eenvoudige producten."Vals
Spuitgieten kan zowel eenvoudige als complexe onderdelen produceren, waaronder ingewikkelde ontwerpen, waardoor het veelzijdig is voor verschillende industrieën.
Wat zijn de oorzaken van korte shots van spuitgietproducten en hun oplossingen?
The causes of short shots of injection molding products and their solutions are the main categories or options explained in this section. Short shots occur when the molten plastic doesn’t fully fill the mold, leading to incomplete parts. Identifying the causes and solutions is essential for ensuring product quality and manufacturing efficiency.
Korte shots bij spuitgieten worden veroorzaakt door factoren zoals onvoldoende injectiedruk, lage matrijstemperatuur of onvoldoende materiaalstroom. Oplossingen zijn onder andere het aanpassen van de verwerkingsparameters, het verbeteren van het matrijsontwerp en ervoor zorgen dat het juiste materiaal wordt gebruikt.
Definitie
Er is sprake van een kort schot als de vormholte niet helemaal gevuld wordt.
Oorzaken van een kort schot
Mold temperature, material temperature, or injection pressure and speed are too low. Raw material plasticization is uneven, exhaust is poor, raw material fluidity is insufficient, the part is too thin or the gate size is too small, and the polymer melt solidifies prematurely due to unreasonable structural design.
Oplossingen
Material: Choose a material that flows better, like toolox44.
Mold design: Fill thick walls before filling thin walls to avoid holding, increase the number of gates and runner size, reduce process and flow resistance, and set the position and size of the exhaust port appropriately to avoid poor exhaust.
Injection molding machine: Check if the check valve and the inner wall of the barrel are severely worn, and check if there is material or bridge in the feed port.
Process conditions: increase injection pressure and injection speed, enhance shear heat, increase injection volume, increase barrel temperature and mold temperature.
"Het verhogen van de injectiedruk kan onvolledige vulling verminderen."Echt
Een hogere injectiedruk zorgt ervoor dat de mal volledig wordt gevuld, waardoor de kans op korte shots afneemt.
"Onvolledige vulling wordt alleen veroorzaakt door defecte apparatuur."Vals
Terwijl defecten aan apparatuur korte shots kunnen veroorzaken, spelen andere factoren zoals matrijsontwerp, materiaalviscositeit en verwerkingsparameters ook een belangrijke rol.
Wat zijn de oorzaken van Flash van spuitgietproducten en hun oplossingen?
Flash bij spuitgieten verwijst naar overtollig materiaal dat uit de matrijsholte lekt, waardoor ongewenste uitsteeksels ontstaan. Dit kan de kwaliteit van onderdelen aantasten en de kosten verhogen.
Flash wordt veroorzaakt door factoren zoals hoge injectiedruk, versleten matrijzen of een verkeerd matrijsontwerp. Oplossingen zijn onder andere het aanpassen van de druk, het optimaliseren van de koeling en het onderhouden van matrijzen om precisie en kwaliteit te garanderen.
Definitie
Flash is het extra plastic op het schimmeloppervlak of de uitwerppin.
Oorzaken van Flash
niet genoeg klemkracht, problemen met de matrijs, slechte gietomstandigheden, verkeerd ontwerp van het uitlaatsysteem .
Oplossingen
Mold design: Design the mold so it can close tightly when clamped. Check the size of the exhaust port and clean the mold surface.
Injection molding machine: select an injection molding machine with the right tonnage for the part’s projected area.
Molding process: increase injection time, reduce injection speed, reduce barrel temperatureand nozzle temperature, reduce injection pressure and holding pressure.
"Hoge injectiedruk veroorzaakt uitstulpingen."Echt
Een te hoge druk duwt gesmolten kunststof voorbij de matrijsholte, wat leidt tot vlamvorming.
“Flits betekent altijd dat de injectiedruk te hoog is.”Vals
Flash can also result from insufficient clamping force, worn mold parting lines, or excessive melt temperature — not just high injection pressure. Diagnosing the true root cause before adjusting parameters prevents creating new defects.
In onze ervaring in de Shanghai-fabriek zijn flitsproblemen op persen met hoog tonnage (boven 1000T) bijna altijd terug te voeren op matrijsslijtage in plaats van procesinstellingen. Ons interne matrijsproductieteam kan scheidingslijnen opnieuw snijden en versleten inzetstukken binnen 24 uur vervangen, wat cruciaal is wanneer je productie draait met meer dan 400 materiaalsoorten en je zich geen dagen stilstand kunt veroorloven.
Beyond pressure-related causes, flash can also result from mold wear and inadequate clamp force. When mold cavities become worn over time, the clearance between mold plates increases, allowing molten plastic to escape during injection. Regular mold maintenance—including polishing parting lines and replacing worn inserts—is essential for preventing flash. Additionally, ensuring the injection molding machine provides sufficient clamp force for the mold size helps keep the mold tightly closed during the high-pressure injection phase.
"Versleten matrijzen kunnen uitstulpingen veroorzaken."Echt
Beschadigde of versleten mallen creëren gaten waardoor materiaal kan ontsnappen, wat resulteert in flash. Regelmatig onderhoud is essentieel om dit probleem te voorkomen.
“Flow marks only appear on transparent parts.”Vals
Stroomsporen kunnen op elk kunststofonderdeel voorkomen, ongeacht de transparantie. Ze worden veroorzaakt door ongelijke smeltstroomsnelheid, lage matrijstemperatuur of onvoldoende injectiedruk tijdens het vullen van de matrijs.
Wat zijn de oorzaken van vloeimerken van spuitgietproducten en wat zijn de oplossingen?
The causes of flow marks of injection molding products and their solutions are the main categories or options explained in this section. Flow marks in injection molding can compromise the surface finish of products, making them less visually appealing and functional. Identifying the causes and solutions is key to improving product quality.
Vloeimerken ontstaan door ongelijkmatige koeling, onjuiste injectiesnelheden of onvoldoende ontluchting. Oplossingen zijn onder andere het aanpassen van de matrijstemperatuur, het optimaliseren van de injectiesnelheid en het verbeteren van de ontluchting om gelijkmatig vullen en koelen te garanderen.
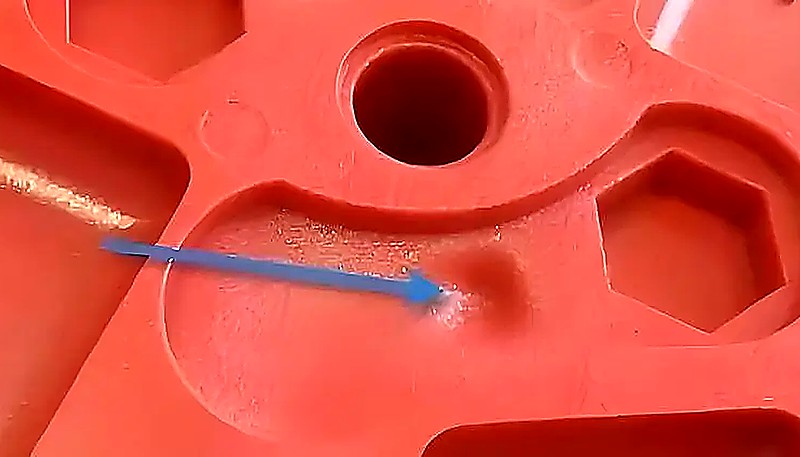
Definitie
Vloeimerken zijn een vormfout die eruitziet als golven op het oppervlak van het onderdeel. Het wordt veroorzaakt doordat het kunststof te langzaam in de matrijs vloeit, waardoor het lijkt alsof het kunststof als een kikker is gesprongen.
Oorzaken van vloeimerken
De matrijstemperatuur en materiaaltemperatuur zijn te laag, de injectiesnelheid en -druk zijn te laag, de grootte van de runner en de gate zijn te klein en door de structuur van het product is de versnelling te groot bij het vullen en stromen.
Oplossingen
Mold design: Make the cold well in the runner bigger, make the runner and gate bigger, make the main runner shorter or use a hot runner instead.
Process conditions: Make the injection speed faster, make the injection pressure and holding pressure higher, make the holding time longer, make the mold temperature and material temperature higher.
"Zilverstrepen worden veroorzaakt door vocht in het kunststof granulaat."Echt
Vocht in de hars leidt tot stoombelletjes tijdens het gieten, waardoor zilveren strepen op het oppervlak ontstaan. Goed drogen voor het gieten lost dit probleem op.
“Zilverstrepen beïnvloeden alleen het uiterlijk, nooit de structurele integriteit.”Vals
Hoewel zilverstrepen vooral cosmetisch zijn, kan de onderliggende oorzaak — vochtverontreiniging of thermische degradatie — de polymeermatrix verzwakken en de mechanische prestaties verminderen in kritieke toepassingen.
Wat zijn de oorzaken van zilverstrepen op spuitgietproducten en wat zijn de oplossingen?
The causes of silver streaks of injection molding products and their solutions are the main categories or options explained in this section. Silver streaks in injection molding are caused by issues like moisture, temperature fluctuations, or improper material handling, affecting the aesthetic and performance of the products.
Zilverstrepen worden vaak veroorzaakt door vocht in de hars, inconsistente smelttemperaturen of vervuiling. Oplossingen zijn onder andere het goed drogen van materialen, stabiele verwerkingsomstandigheden en het gebruik van harsen van hoge kwaliteit om gladdere producten te garanderen.
Definitie
Zilverstrepen ontstaan wanneer water, lucht of verkoold materiaal zich in de stroomrichting over het oppervlak van het onderdeel verspreidt.
Oorzaken van zilverstrepen
Het vochtgehalte in de grondstof is te hoog, er zit lucht vast in de grondstof, polymeerdegradatie: het materiaal is vervuild; de temperatuur van het vat is te hoog; het injectievolume is onvoldoende.
Oplossingen
Content: Dry the raw material based on the data provided by the raw material supplier before injection molding.
Mold design: Make sure there are enough vents.
Molding process: Choose the right injection molding machine and mold, clean the old material completely from the barrel when changing materials, improve the exhaust system, and lower the melt temperature, injection pressure or injection speed.
"Onregelmatige koeling veroorzaakt deuken in spuitgegoten onderdelen."Echt
Ongelijke koelsnelheden leiden tot spanning en kromtrekken, wat zichtbare deuken veroorzaakt in gegoten producten.
“Alle deukproblemen bij spuitgieten kunnen worden opgelost door alleen de koelinstellingen aan te passen.”Vals
While cooling adjustments help, dent formation is also driven by insufficient holding pressure, undersized gates, and wall-thickness ratios exceeding recommended limits. A combined approach addressing pressure, time, and design is more effective.
Wat zijn de oorzaken van deuken in spuitgietproducten en wat zijn de oplossingen?
Deuken in spuitgietproducten zijn vaak het gevolg van verkeerde instellingen, materiaaldefecten of koelproblemen. Door ze aan te pakken, bent u zeker van productkwaliteit en vermindert u afval.
Deuken in spuitgietproducten zijn vaak het gevolg van inconsistente koeling, een slechte materiaalstroom of een verkeerd matrijsontwerp. Oplossingen zijn onder andere het optimaliseren van de koelsnelheden, het aanpassen van de injectiedruk en het verzekeren van het juiste matrijsontwerp.
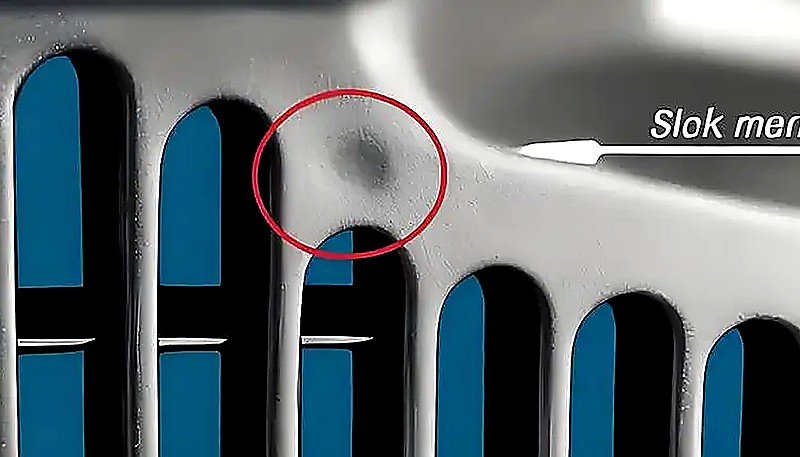
Definitie
Deuk is wanneer het oppervlak van het onderdeel hol is op de wanddikte.
Oorzaken van de vorming van deuken
De injectiedruk of houddruk is te laag, de houd- of afkoeltijd is te kort, de smelttemperatuur of matrijstemperatuur is te hoog en de structuur van het onderdeel is verkeerd ontworpen.
Oplossingen
Design structure: Corrugate the surface that is easy to dent, reduce the thick wall size of the part, minimize the thickness-to-diameter ratio, the adjacent wall thickness ratio should be controlled at 1.5~2, and try to make a smooth transition, redesign the thickness of the reinforcement ribs, countersunk holes and corner ribs, and their thickness is generally recommended to be 40-80% of the basic wall thickness.
Molding process: Increase injection pressure and holding pressure, increase gate size or change gate position.
"Lasmiddens worden veroorzaakt door onjuiste instellingen van het spuitgieten."Echt
Lassporen kunnen het gevolg zijn van een slecht afgestelde temperatuur, snelheid of matrijsontwerp, wat leidt tot een ineffectieve hechting van de kunststofstroom.
“Welding marks can be completely eliminated by simply increasing injection speed.”Vals
Increasing injection speed alone may not resolve weld marks if the root cause is gate placement, insufficient melt temperature, or lack of venting near the knit line. A holistic approach covering mold design, process parameters, and material selection yields better results.
Wat zijn de oorzaken van lassporen op spuitgietproducten en wat zijn de oplossingen?
The causes of welding marks of injection molding products and their solutions are the main categories or options explained in this section. Welding marks in injection molding occur when two plastic flows meet and fail to bond properly, leaving visible scars on the final product.
Lassporen worden veroorzaakt door een verkeerd matrijsontwerp, onvoldoende injectiesnelheid of onvoldoende temperatuurregeling. Oplossingen zijn onder andere het optimaliseren van het matrijsontwerp, het aanpassen van de injectiesnelheid en het regelen van de matrijstemperatuur voor een betere vloei.
Definitie
Er is sprake van een lasnaad wanneer twee materiaalstromen elkaar ontmoeten en aan elkaar lassen, en dit veroorzaakt een defect op het oppervlak.
Oorzaken van lasmarkering
Als er gaten, inzetstukken of een spuitgietmodus met meerdere poorten in het onderdeel zitten, of als de wanddikte van het onderdeel ongelijkmatig is, kunnen er lassporen ontstaan.
Material: Select a resin grade with higher melt flow index to ensure the two flow fronts bond more effectively when they meet.
Product design: Adjust wall thickness transitions and minimize sharp corners near the weld line area. Uniform wall thickness keeps both flow fronts at similar temperatures.
Matrijsontwerp: Verplaats de ingangen om de laslijn naar een niet-kritiek gebied te verplaatsen. Voeg overloputten toe nabij de laslocatie om koud materiaal uit het lasgebied te duwen, en zorg voor voldoende ontluchting.
Procescondities: Verhoog de smelt- en matrijstemperatuur om de stromingsfronten heter te houden wanneer ze samenkomen. Verhoog de injectiesnelheid om de tijd tussen scheiding en hereniging van de stromingsfronten te verkorten, en pas de houddruk aan om de fusie bij de naadlijn te verbeteren.
Process conditions: Make the plastic hotter and use less stuff to keep it from sticking to the mold.Scorch marks are when the air in the mold can’t get out fast enough and the plastic burns at the end of the flow.
Hoe Kun Je Spuitgietdefecten Systematisch Verminderen?
This section is about systematically reduce injection molding defects and its impact on cost, quality, timing, or sourcing risk. Injection molding defects — short shots, flash, flow marks, silver streaks, dents, and weld lines — share a common root: the process window drifted away from the validated sweet spot. When you trace each defect back to its cause, the pattern is remarkably consistent across materials and machine sizes.
Uit onze ervaring met het verwerken van meer dan 400 materiaalsoorten op 47 persen in Shanghai, is de grootste hefboom een gedisciplineerde eerste-artikelvalidatie gevolgd door consistente procesmonitoring. De meeste defecten die de productie bereiken, hadden tijdens de matrijsmonsterneming kunnen worden opgemerkt — als je weet waar je op moet letten en je procesvensters vanaf dag één correct instelt.
Whether you are troubleshooting an existing mold or qualifying a new tool, the checklist is the same: verify material drying, confirm gate and runner dimensions, validate packing pressure and hold time, and inspect the first 50 shots before signing off. Our engineering team follows this protocol on every project — and it keeps our scrap rate well below industry average.
Need expert help with your spuitgieten project? Upload your design files and get DFM feedback, process recommendations, and a competitive quote from our team.

Veelgestelde vragen
Wat is het meest voorkomende spuitgietdefect?
Korte shots worden algemeen beschouwd als het meest voorkomende spuitgietdefect. Ze ontstaan wanneer de matrijs niet volledig vult tijdens de injectiefase. Ze zijn meestal het gevolg van onvoldoende injectiedruk, lage smelttemperatuur of onvoldoende ontluchting in de matrijs. In productieomgevingen komen korte shots vaak voor wanneer de materiaalviscositeit verandert door inconsistente droging of wanneer de ingang te beperkt is voor de geometrie van het onderdeel. Het aanpakken van de oorzaak — in plaats van simpelweg de druk te verhogen — voorkomt herhaling en houdt de cyclus tijd zonder secundaire defecten zoals flits of brandvlekken te introduceren.
Hoe Voorkom Je Flits Bij Spuitgieten?
Flash prevention starts with ensuring adequate clamping force for the projected area of the part. If the machine tonnage is sufficient, check mold parting-line condition — worn or damaged surfaces allow molten plastic to escape during the high-pressure injection phase. Reduce injection speed and pressure at the transition point, lower melt temperature slightly, and verify that vent depth is within specification. For high-precision parts, regular mold polishing and timely insert replacement keep flash under control without sacrificing fill quality or cycle time.
Can Injection Molding Defects Be Fixed Without Changing the Mold?
Many defects — including short shots, silver streaks, flow marks, and sink marks — can be resolved through process adjustments without any mold modification. Increasing melt temperature, adjusting injection speed, extending hold pressure and time, or improving material drying are common first-line fixes. However, defects caused by fundamental gate placement errors, insufficient vent channels, or wall-thickness ratios below 1.5:1 often require mold rework. A systematic DOE-driven approach helps identify which parameter changes will have the biggest impact before you commit to costly tool modifications.
Why Do Silver Streaks Appear on Injection Molded Parts?
Silver streaks appear when moisture, trapped air, or degraded polymer travels along the flow front and deposits on the part surface as visible silver-white lines. The most common cause is insufficient material drying — hygroscopic resins like ABS, nylon, and polycarbonate require 2 to 4 hours of dehumidifying drying at material-specific temperatures before processing. Other contributors include excessive barrel temperature causing thermal degradation, and inadequate venting in the mold cavity. Consistent drying protocols and barrel temperature monitoring eliminate the vast majority of silver streak issues in production.
How Can ZetarMold Help with Injection Molding Defect Analysis?
ZetarMold biedt uitgebreide defectanalyse als onderdeel van elk spuitgietproject. Met 47 persen van 90T tot 1850T en meer dan 20 jaar ervaring in probleemoplossing voor meer dan 400 materiaalsoorten, identificeert ons technisch team de oorzaken tijdens de eerste-artikelmonsterneming en stelt gevalideerde procesvensters in voordat de productie begint. We delen procesgegevens, inspectierapporten en details over corrigerende maatregelen transparant, zodat je precies begrijpt wat er gebeurt en waarom. Upload je 3D-ontwerpbestanden om DFM-feedback, een procesaanbeveling en een concurrerende offerte te ontvangen, afgestemd op de specifieke geometrie en materiaaleisen van je onderdeel.
-
quality: Quality is a production discipline that connects DFM, mold validation, process windows, inspection plans, and corrective action into repeatable output. ↩
-
vervorming: Warpage verwijst naar de vervorming van een spuitgegoten onderdeel veroorzaakt door ongelijke krimp als gevolg van verschillende koelsnelheden, vezeloriëntatie of materiaalstroomrichting. ↩
-
injection molding: injection molding refers to is the production process that melts plastic, injects it into a mold cavity, cools the part, and repeats the cycle for stable volume manufacturing. ↩






