 콘텐츠로 건너뛰기
콘텐츠로 건너뛰기 

Injection molding defects are common challenges in the manufacturing process that affect product 품질1 and production efficiency. Understanding their causes and solutions is essential for improving results.
For broader context, compare this topic with 사출 금형 설계및 supplier sourcing guide.
Common injection molding defects include 뒤틀림2, sink marks, short shots, and air traps. Solutions range from adjusting temperature, pressure, or material to optimizing mold design and process parameters.
At our Shanghai factory, we run 47 injection molding machines ranging from 90T to 1850T. With 20+ years of hands-on experience troubleshooting injection molding defects, we have seen every type of short shot, flash, flow mark, and weld line — and we know exactly which process adjustments solve each one.
이러한 결함의 근본 원인을 이해하고 올바른 솔루션을 적용하면 제조 공정을 크게 개선할 수 있습니다. 결함 예방 및 해결을 위한 효과적인 전략을 자세히 알아보세요.

“Warping is a common injection molding defect.”True
Warping occurs when uneven cooling causes distortion in the part’s shape. This can be solved by controlling mold temperature and cooling rates.
“Defects in injection molding are always due to poor mold design.”False
금형 설계가 결함의 원인이 될 수 있지만 재료 선택, 온도 및 압력과 같은 요인도 결함 형성에 중요한 역할을 합니다.
플라스틱 사출 성형이란 무엇인가요?
플라스틱 사출 성형은 일상용품부터 복잡한 부품까지 다양한 제품을 생산하는 데 사용되는 제조 공정입니다. 속도, 정밀도, 비용 효율성을 제공합니다.
- Injection molding defects can significantly impact product quality, production efficiency, and cost.
- Common defects include short shots, flash, dents, warping, flow marks, silver streaks, and weld lines.
- Most defects originate from four root causes: improper material preparation, mold design flaws, incorrect machine parameter settings, or poor product design.
- Systematic defect analysis—combined with proper process control—can reduce scrap rates by 60–80%.
플라스틱 사출 성형은 녹인 플라스틱을 금형에 주입하여 부품을 성형하는 공정입니다. 자동차, 전자, 소비재와 같은 산업에서 사용되며 높은 효율성, 정밀도, 유연성을 제공합니다.
그리고 사출 성형3 process refers to the process of making semi-finished products of a certain shape from molten raw materials through operations such as pressurization, injection, cooling, and separation.
“Plastic injection molding allows for high-volume production of parts.”True
이 공정은 매우 효율적이어서 일관된 품질로 대규모 제조에 이상적입니다.
“Plastic injection molding is only suitable for simple products.”False
사출 성형은 복잡한 디자인을 포함하여 단순하고 복잡한 부품을 모두 생산할 수 있어 다양한 산업 분야에서 활용도가 높습니다.
사출 성형 제품의 쇼트 샷의 원인과 그 해결책은 무엇입니까?
The causes of short shots of injection molding products and their solutions are the main categories or options explained in this section. Short shots occur when the molten plastic doesn’t fully fill the mold, leading to incomplete parts. Identifying the causes and solutions is essential for ensuring product quality and manufacturing efficiency.
사출 성형에서 쇼트 샷은 사출 압력 부족, 낮은 금형 온도 또는 부적절한 재료 흐름과 같은 요인으로 인해 발생합니다. 해결 방법으로는 처리 매개변수 조정, 금형 설계 개선, 올바른 재료 사용 등이 있습니다.
정의
숏샷은 몰드 캐비티가 완전히 채워지지 않은 경우입니다.
쇼트 샷의 원인
Mold temperature, material temperature, or injection pressure and speed are too low. Raw material plasticization is uneven, exhaust is poor, raw material fluidity is insufficient, the part is too thin or the gate size is too small, and the polymer melt solidifies prematurely due to unreasonable structural design.
솔루션
Material: Choose a material that flows better, like toolox44.
Mold design: Fill thick walls before filling thin walls to avoid holding, increase the number of gates and runner size, reduce process and flow resistance, and set the position and size of the exhaust port appropriately to avoid poor exhaust.
Injection molding machine: Check if the check valve and the inner wall of the barrel are severely worn, and check if there is material or bridge in the feed port.
Process conditions: increase injection pressure and injection speed, enhance shear heat, increase injection volume, increase barrel temperature and mold temperature.
“Increasing injection pressure can reduce short shots.”True
사출 압력이 높을수록 금형이 완전히 채워지므로 짧은 사출이 발생할 가능성이 줄어듭니다.
“Short shots are only caused by equipment malfunctions.”False
장비 오작동으로 인해 짧은 샷이 발생할 수 있지만 금형 설계, 재료 점도, 공정 파라미터와 같은 다른 요인도 중요한 역할을 합니다.
사출 성형 제품의 플래시의 원인과 해결책은 무엇입니까?
사출 성형에서 플래시는 금형 캐비티에서 새어 나와 원치 않는 돌출부를 만드는 과도한 재료를 말합니다. 이는 부품 품질에 영향을 미치고 비용을 증가시킬 수 있습니다.
플래시는 높은 사출 압력, 마모된 금형 또는 부적절한 금형 설계와 같은 요인으로 인해 발생합니다. 솔루션에는 정밀도와 품질을 보장하기 위한 압력 조정, 냉각 최적화, 금형 유지 관리가 포함됩니다.
정의
플래시는 금형 파팅 표면 또는 이젝터 핀에 있는 여분의 플라스틱입니다.
플래시의 원인
클램핑 력 부족, 금형 문제, 성형 조건 불량, 배기 시스템 설계가 잘못되었습니다.
솔루션
Mold design: Design the mold so it can close tightly when clamped. Check the size of the exhaust port and clean the mold surface.
Injection molding machine: select an injection molding machine with the right tonnage for the part’s projected area.
Molding process: increase injection time, reduce injection speed, reduce barrel temperatureand nozzle temperature, reduce injection pressure and holding pressure.
“High injection pressure causes flash.”True
과도한 압력은 용융된 플라스틱을 금형 캐비티를 지나치게 밀어내어 플래시를 형성합니다.
“Flash always means the injection pressure is too high.”False
Flash can also result from insufficient clamping force, worn mold parting lines, or excessive melt temperature — not just high injection pressure. Diagnosing the true root cause before adjusting parameters prevents creating new defects.
In our experience at the Shanghai factory, flash problems on high-tonnage presses (above 1000T) almost always trace back to mold wear rather than process settings. Our in-house mold manufacturing team can re-cut parting lines and replace worn inserts within 24 hours, which is critical when you are running production across 400+ material grades and cannot afford days of downtime.
Beyond pressure-related causes, flash can also result from mold wear and inadequate clamp force. When mold cavities become worn over time, the clearance between mold plates increases, allowing molten plastic to escape during injection. Regular mold maintenance—including polishing parting lines and replacing worn inserts—is essential for preventing flash. Additionally, ensuring the injection molding machine provides sufficient clamp force for the mold size helps keep the mold tightly closed during the high-pressure injection phase.
“Worn-out molds can cause flash.”True
금형이 손상되거나 마모되면 틈이 생겨 재료가 빠져나가 플래시가 발생하게 됩니다. 이 문제를 방지하려면 정기적인 유지보수가 중요합니다.
“Flow marks only appear on transparent parts.”False
Flow marks can occur on any plastic part regardless of transparency. They are caused by uneven melt flow speed, low mold temperature, or insufficient injection pressure during cavity filling.
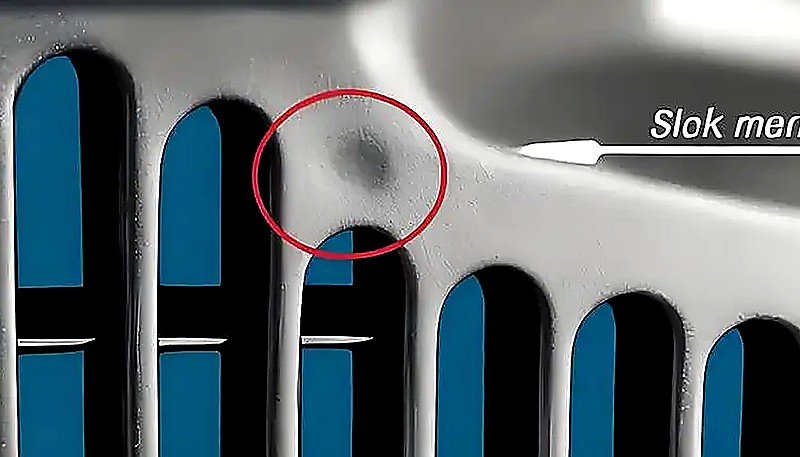
사출 성형 제품의 플로우 마크의 원인과 해결 방법은 무엇입니까?
The causes of flow marks of injection molding products and their solutions are the main categories or options explained in this section. Flow marks in injection molding can compromise the surface finish of products, making them less visually appealing and functional. Identifying the causes and solutions is key to improving product quality.
흐름 자국은 고르지 않은 냉각, 부적절한 사출 속도 또는 부적절한 환기로 인해 발생합니다. 솔루션에는 금형 온도 조정, 사출 속도 최적화, 환기 개선을 통해 균일한 충진 및 냉각이 이루어지도록 하는 것이 포함됩니다.
정의
플로우 마크는 부품 표면에 파도처럼 보이는 성형 결함입니다. 플라스틱이 금형에 너무 느리게 흐르기 때문에 발생하며, 플라스틱이 개구리처럼 뛰어오른 것처럼 보입니다.
흐름 표시의 원인
금형 온도 및 재료 온도가 너무 낮거나 사출 속도 및 압력이 너무 낮고 러너 및 게이트 크기가 너무 작으며 제품 구조로 인해 충전 및 흐름 시 가속도가 너무 큽니다.
솔루션
Mold design: Make the cold well in the runner bigger, make the runner and gate bigger, make the main runner shorter or use a hot runner instead.
Process conditions: Make the injection speed faster, make the injection pressure and holding pressure higher, make the holding time longer, make the mold temperature and material temperature higher.
“Silver streaks are caused by moisture in the resin.”True
수지에 수분이 있으면 성형 중에 수증기가 발생하여 표면에 은색 줄무늬가 생깁니다. 성형 전에 적절히 건조하면 이 문제를 해결할 수 있습니다.
“Silver streaks only affect appearance, never structural integrity.”False
While silver streaks are primarily cosmetic, the underlying cause — moisture contamination or thermal degradation — can weaken the polymer matrix and reduce mechanical performance in critical applications.
사출 성형 제품의 은색 줄무늬의 원인과 해결 방법은 무엇입니까?
The causes of silver streaks of injection molding products and their solutions are the main categories or options explained in this section. Silver streaks in injection molding are caused by issues like moisture, temperature fluctuations, or improper material handling, affecting the aesthetic and performance of the products.
은색 줄무늬는 수지의 수분, 일관되지 않은 용융 온도 또는 오염으로 인해 발생하는 경우가 많습니다. 해결 방법으로는 재료를 적절히 건조하고, 가공 조건을 안정적으로 유지하고, 고품질 수지를 사용하여 제품을 더 매끄럽게 만드는 것이 있습니다.
정의
은색 줄무늬는 물, 공기 또는 탄화된 물질이 부품 표면에 흐름 방향으로 분포되어 있는 경우입니다.
은색 줄무늬의 원인
원료의 수분 함량이 너무 높거나, 원료에 공기가 갇혀 있거나, 폴리머 분해: 재료가 오염되었거나, 배럴 온도가 너무 높거나, 사출량이 충분하지 않습니다.
솔루션
Content: Dry the raw material based on the data provided by the raw material supplier before injection molding.
Mold design: Make sure there are enough vents.
Molding process: Choose the right injection molding machine and mold, clean the old material completely from the barrel when changing materials, improve the exhaust system, and lower the melt temperature, injection pressure or injection speed.
“Inconsistent cooling causes dents in injection molded parts.”True
냉각 속도가 고르지 않으면 응력과 뒤틀림이 발생하여 성형품에 눈에 띄는 흠집이 생깁니다.
“All dent issues in injection molding can be fixed by adjusting cooling settings alone.”False
While cooling adjustments help, dent formation is also driven by insufficient holding pressure, undersized gates, and wall-thickness ratios exceeding recommended limits. A combined approach addressing pressure, time, and design is more effective.
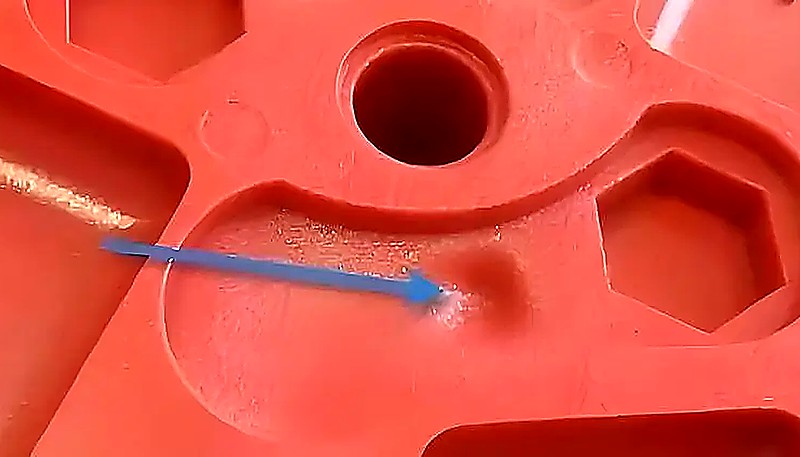
사출 성형 제품의 함몰 원인과 그 해결책은 무엇입니까?
사출 성형 제품의 함몰은 부적절한 설정, 재료 결함 또는 냉각 문제로 인해 발생하는 일반적인 문제입니다. 이러한 문제를 해결하면 제품 품질을 보장하고 낭비를 줄일 수 있습니다.
사출 성형 제품의 함몰은 일관되지 않은 냉각, 재료 흐름 불량 또는 잘못된 금형 설계로 인해 발생하는 경우가 많습니다. 솔루션에는 냉각 속도 최적화, 사출 압력 조정, 적절한 금형 설계 등이 포함됩니다.
정의
덴트는 부품의 표면이 벽 두께만큼 오목하게 들어간 상태입니다.
덴트 형성의 원인
사출 압력 또는 유지 압력이 너무 낮거나 유지 시간 또는 냉각 시간이 너무 짧거나 용융 온도 또는 금형 온도가 너무 높으며 부품 구조 설계가 부적절합니다.
솔루션
Design structure: Corrugate the surface that is easy to dent, reduce the thick wall size of the part, minimize the thickness-to-diameter ratio, the adjacent wall thickness ratio should be controlled at 1.5~2, and try to make a smooth transition, redesign the thickness of the reinforcement ribs, countersunk holes and corner ribs, and their thickness is generally recommended to be 40-80% of the basic wall thickness.
성형 공정: 사출 압력과 보압을 높이고, 게이트 크기를 늘리거나 게이트 위치를 변경하세요.
"용접 자국은 부적절한 사출 성형 설정으로 인해 발생합니다."True
용접 자국은 온도, 속도 또는 금형 설계를 잘못 조정하여 플라스틱 흐름이 효과적으로 접착되지 않아 발생할 수 있습니다.
"용접 자국은 단순히 사출 속도를 높이는 것으로 완전히 제거될 수 있습니다."False
근본 원인이 게이트 위치, 불충분한 용융 온도 또는 용접선 근처 배기 부족인 경우, 사출 속도만 높이는 것은 용접 자국을 해결하지 못할 수 있습니다. 금형 설계, 공정 매개변수 및 재료 선택을 포괄하는 종합적인 접근법이 더 나은 결과를 가져옵니다.
사출 성형 제품의 용접 자국의 원인과 해결책은 무엇입니까?
사출 성형 제품의 용접 자국 원인과 그 해결책은 이 섹션에서 설명하는 주요 범주 또는 옵션입니다. 사출 성형에서 용접 자국은 두 플라스틱 흐름이 만나 제대로 결합하지 못하여 최종 제품에 보이는 흉터를 남길 때 발생합니다.
용접 자국은 부적절한 금형 설계, 부적절한 사출 속도 또는 불충분한 온도 제어로 인해 발생합니다. 솔루션에는 금형 설계 최적화, 사출 속도 조정, 흐름 일관성 향상을 위한 금형 온도 제어 등이 포함됩니다.
정의
용접 자국은 두 개의 재료 흐름이 만나 서로 용접되어 표면에 결함이 생기는 것을 말합니다.
용접 마크의 원인
부품에 구멍, 인서트 또는 멀티 게이트 사출 성형 모드가 있거나 부품의 벽 두께가 고르지 않은 경우 용접 자국이 발생할 수 있습니다.
재질: 두 흐름 전선이 만날 때 더 효과적으로 결합되도록 용융 흐름 지수가 더 높은 수지 등급을 선택하세요.
제품 설계: 벽 두께 변화를 조정하고 용접선 부근의 날카로운 모서리를 최소화하십시오. 균일한 벽 두께는 두 흐름 전선이 비슷한 온도를 유지하게 합니다.
금형 설계: 게이트 위치를 변경하여 용접선을 비중요 영역으로 이동시키십시오. 용접 위치 근처에 오버플로우 웰을 추가하여 접합 구역에서 냉각된 소재를 밀어내고, 충분한 배기를 확보하십시오.
공정 조건: 두 흐름 전선이 만날 때 더 뜨겁게 유지되도록 용융 온도와 금형 온도를 높이세요. 흐름 전선 분리와 재결합 사이의 시간을 줄이기 위해 사출 속도를 높이고, 용접선에서의 융합을 개선하기 위해 보압을 조정하세요.
공정 조건: 플라스틱을 더 뜨겁게 만들고 금형에 달라붙는 것을 방지하기 위해 사용량을 줄입니다. 스코치 마크는 금형 내 공기가 충분히 빠르게 배출되지 못해 플라스틱이 흐름 끝부분에서 타는 현상입니다.
어떻게 체계적으로 사출 성형 결함을 줄일 수 있을까요?
이 섹션은 사출 성형 결함을 체계적으로 줄이고 비용, 품질, 시기 또는 조달 위험에 미치는 영향에 관한 것입니다. 사출 성형 결함 — 단사, 플래시, 흐름 자국, 실버 줄무늬, 덴트, 용접선 — 은 공통된 근본 원인을 공유합니다: 공정 창이 검증된 최적점에서 벗어났습니다. 각 결함을 그 원인까지 추적하면, 재료와 기계 크기에 걸쳐 패턴이 놀랍도록 일관됩니다.
상하이에서 47대의 프레스와 400종 이상의 소재 등급을 운영한 경험상, 가장 큰 영향력을 발휘하는 요소는 체계적인 초품 검증과 이어지는 일관된 공정 모니터링입니다. 양산에 도달하는 대부분의 결함은 금형 샘플링 단계에서 발견될 수 있었습니다 — 무엇을 확인해야 하는지 알고 첫날부터 공정 창을 올바르게 설정한다면 말이죠.
기존 금형 문제를 해결하든 새 금형을 검증하든 체크리스트는 동일합니다: 소재 건조 상태 확인, 게이트 및 러너 치수 확인, 패킹 압력과 홀드 타임 검증, 그리고 승인 전 처음 50샷을 검사하십시오. 우리 엔지니어링 팀은 모든 프로젝트에서 이 절차를 따릅니다 — 그래서 스크랩률이 업계 평균보다 훨씬 낮게 유지됩니다.
귀하의 사출 성형 프로젝트에 대한 도움이 필요하신가요? 설계 파일을 업로드하고 당사 팀으로부터 DFM 피드백, 공정 권장 사항 및 경쟁력 있는 견적을 받으세요.

자주 묻는 질문
가장 흔한 사출 성형 결함은 무엇인가요?
숏 샷은 사출 단계에서 금형 캐비티가 완전히 채워지지 않을 때 발생하는 가장 흔한 사출 성형 결함으로 널리 알려져 있습니다. 이는 일반적으로 불충분한 사출 압력, 낮은 용융 온도 또는 캐비티 내 배기 부족으로 인해 발생합니다. 생산 현장에서는 소재 건조 불균일로 인한 점도 변화나 게이트 크기가 제품 형상에 비해 너무 제한적일 때 숏 샷이 자주 나타납니다. 압력만 단순히 높이는 대신 근본 원인을 해결하면 플래시나 스코치 마크 같은 2차 결함을 유발하지 않으면서 재발을 방지하고 사이클 타임을 유지할 수 있습니다.
사출 성형에서 플래시를 어떻게 방지하나요?
플래시 방지는 부품의 투영 면적에 대한 적절한 클램핑력을 확보하는 것부터 시작합니다. 기계 토니지가 충분하다면, 금형 분할선 상태를 확인하세요 — 마모되거나 손상된 표면은 고압 사출 단계에서 용융 플라스틱이 빠져나가게 합니다. 전환점에서 사출 속도와 압력을 낮추고, 용융 온도를 약간 낮추며, 배기 깊이가 규격 내에 있는지 확인하세요. 고정밀 부품의 경우, 정기적인 금형 연마와 적시 인서트 교체로 채움 품질이나 사이클 타임을 희생하지 않고 플래시를 통제합니다.
금형 변경 없이 사출 성형 결함을 수정할 수 있나요?
단사, 실버 줄무늬, 흐름 자국, 싱크 마크를 포함한 많은 결함은 금형 수정 없이 공정 조정만으로 해결될 수 있습니다. 용융 온도 상승, 사출 속도 조정, 보압 및 보압 시간 연장, 또는 재료 건조 개선이 일반적인 1차 해결책입니다. 그러나 기본적인 게이트 위치 오류, 불충분한 배기 채널, 또는 1.5:1 미만의 벽 두께 비율로 인한 결함은 종종 금형 재작업이 필요합니다. 체계적인 DOE 기반 접근법은 비용이 많이 드는 금형 수정을 결정하기 전에 어떤 매개변수 변경이 가장 큰 영향을 미칠지 식별하는 데 도움을 줍니다.
사출 성형 부품에 실버 스트라이크가 나타나는 이유는 무엇인가요?
실버 줄무늬는 수분, 갇힌 공기 또는 분해된 고분자가 흐름 전선을 따라 이동하여 부품 표면에 은백색 선으로 보이는 자국을 남길 때 나타납니다. 가장 흔한 원인은 재료 건조 불충분입니다. ABS, 나일론, 폴리카보네이트와 같은 흡습성 수지는 가공 전 재료별 특정 온도에서 2~4시간의 제습 건조가 필요합니다. 다른 원인으로는 열 분해를 일으키는 과도한 배럴 온도와 금형 캐비티의 불충분한 배기가 있습니다. 일관된 건조 프로토콜과 배럴 온도 모니터링은 생산에서 실버 줄무늬 문제의 대부분을 제거합니다.
ZetarMold은 사출 성형 결함 분석에 어떻게 도움을 줄 수 있나요?
ZetarMold은 모든 성형 프로젝트의 일환으로 포괄적인 결함 분석을 제공합니다. 90톤부터 1850톤까지 47대의 프레스와 400종 이상의 재료 등급에서 20년 이상의 문제 해결 경험을 보유한 당사 엔지니어링 팀은 초도 샘플링 단계에서 근본 원인을 식별하고 생산 시작 전에 검증된 공정 창을 설정합니다. 우리는 공정 데이터, 검사 보고서 및 시정 조치 세부 사항을 투명하게 공유하여 귀하가 정확히 어떤 일이 일어나고 왜 일어나는지 이해하도록 합니다. 3D 설계 파일을 업로드하여 DFM 피드백, 공정 권장 사항 및 특정 부품 형상과 재료 요구 사항에 맞춘 경쟁력 있는 견적을 받으세요.
-
quality: Quality is a production discipline that connects DFM, mold validation, process windows, inspection plans, and corrective action into repeatable output. ↩
-
워피지: 휨은 냉각 속도 차이, 섬유 배향 또는 재료 흐름 방향으로 인한 불균일한 수축으로 인한 사출 성형 부품의 변형을 말합니다. ↩
-
injection molding: injection molding refers to is the production process that melts plastic, injects it into a mold cavity, cools the part, and repeats the cycle for stable volume manufacturing. ↩






