 Ir al contenido
Ir al contenido 

Los defectos del moldeo por inyección son desafíos comunes en el proceso de fabricación que afectan al producto calidad1 and production efficiency. Understanding their causes and solutions is essential for improving results.
For broader context, compare this topic with diseño de moldes de inyeccióny supplier sourcing guide.
Los defectos comunes del moldeo por inyección incluyen alabeo2, marcas de hundimiento, llenados incompletos y trampas de aire. Las soluciones van desde ajustar la temperatura, presión o material hasta optimizar el diseño del molde y los parámetros del proceso.
En nuestra fábrica de Shanghai, operamos 47 máquinas de moldeo por inyección que van desde 90T hasta 1850T. Con más de 20 años de experiencia práctica en la resolución de problemas de defectos de moldeo por inyección, hemos visto todo tipo de tiro corto, rebaba, marca de flujo y línea de soldadura, y sabemos exactamente qué ajustes de proceso resuelven cada uno.
Comprender las causas fundamentales de estos defectos y aplicar las soluciones correctas puede mejorar significativamente su proceso de fabricación. Profundice para explorar estrategias eficaces de prevención y resolución de defectos.

“Warping is a common injection molding defect.”Verdadero
Warping occurs when uneven cooling causes distortion in the part’s shape. This can be solved by controlling mold temperature and cooling rates.
“Defects in injection molding are always due to poor mold design.”Falso
Aunque el diseño del molde puede contribuir a los defectos, factores como la elección del material, la temperatura y la presión también desempeñan un papel importante en la formación de defectos.
¿Qué es el moldeo por inyección de plásticos?
El moldeo por inyección de plástico es un proceso de fabricación utilizado para producir una amplia gama de productos, desde artículos cotidianos hasta componentes complejos. Ofrece velocidad, precisión y rentabilidad.
- Injection molding defects can significantly impact product quality, production efficiency, and cost.
- Common defects include short shots, flash, dents, warping, flow marks, silver streaks, and weld lines.
- Most defects originate from four root causes: improper material preparation, mold design flaws, incorrect machine parameter settings, or poor product design.
- Systematic defect analysis—combined with proper process control—can reduce scrap rates by 60–80%.
El moldeo por inyección de plástico es un proceso en el que se inyecta plástico fundido en moldes para formar piezas. Se utiliza en sectores como la automoción, la electrónica y los bienes de consumo, y ofrece gran eficacia, precisión y flexibilidad.
En moldeo por inyección3 proceso se refiere al proceso de fabricación de productos semiacabados de una forma determinada a partir de materias primas fundidas mediante operaciones como presurización, inyección, enfriamiento y separación.
“Plastic injection molding allows for high-volume production of parts.”Verdadero
El proceso es muy eficaz, por lo que resulta ideal para la fabricación a gran escala con una calidad constante.
“Plastic injection molding is only suitable for simple products.”Falso
El moldeo por inyección puede producir piezas simples y complejas, incluidos diseños intrincados, lo que lo hace versátil para diversas industrias.
¿Cuáles son las causas de los tiros cortos de los productos de moldeo por inyección y sus soluciones?
The causes of short shots of injection molding products and their solutions are the main categories or options explained in this section. Short shots occur when the molten plastic doesn’t fully fill the mold, leading to incomplete parts. Identifying the causes and solutions is essential for ensuring product quality and manufacturing efficiency.
Los disparos cortos en el moldeo por inyección se deben a factores como una presión de inyección insuficiente, una baja temperatura del molde o un flujo de material inadecuado. Las soluciones pasan por ajustar los parámetros de procesamiento, mejorar el diseño del molde y asegurarse de que se utiliza el material adecuado.
Definición
El tiro corto es cuando la cavidad del molde no se llena del todo.
Causas del tiro corto
Mold temperature, material temperature, or injection pressure and speed are too low. Raw material plasticization is uneven, exhaust is poor, raw material fluidity is insufficient, the part is too thin or the gate size is too small, and the polymer melt solidifies prematurely due to unreasonable structural design.
Soluciones
Material: Choose a material that flows better, like toolox44.
Mold design: Fill thick walls before filling thin walls to avoid holding, increase the number of gates and runner size, reduce process and flow resistance, and set the position and size of the exhaust port appropriately to avoid poor exhaust.
Injection molding machine: Check if the check valve and the inner wall of the barrel are severely worn, and check if there is material or bridge in the feed port.
Process conditions: increase injection pressure and injection speed, enhance shear heat, increase injection volume, increase barrel temperature and mold temperature.
“Increasing injection pressure can reduce short shots.”Verdadero
Una mayor presión de inyección ayuda a garantizar que el molde se llene completamente, reduciendo la probabilidad de disparos cortos.
“Short shots are only caused by equipment malfunctions.”Falso
Aunque el mal funcionamiento del equipo puede causar disparos cortos, otros factores como el diseño del molde, la viscosidad del material y los parámetros de procesamiento también desempeñan un papel importante.
¿Cuáles son las causas de la inflamación de los productos de moldeo por inyección y sus soluciones?
Las rebabas en el moldeo por inyección se refieren al exceso de material que se escapa de la cavidad del molde, creando salientes no deseados. Puede afectar a la calidad de la pieza y aumentar los costes.
Las rebabas se deben a factores como una presión de inyección elevada, moldes desgastados o un diseño inadecuado de los moldes. Las soluciones pasan por ajustar la presión, optimizar la refrigeración y mantener los moldes para garantizar la precisión y la calidad.
Definición
La rebaba es el plástico sobrante en la superficie de separación del molde o en el pasador eyector.
Causas del flash
fuerza de sujeción insuficiente, problemas con el molde, malas condiciones de moldeo, diseño incorrecto del sistema de escape .
Soluciones
Mold design: Design the mold so it can close tightly when clamped. Check the size of the exhaust port and clean the mold surface.
Máquina de moldeo por inyección: seleccione una máquina de moldeo por inyección con la tonelada adecuada para el área proyectada de la pieza.
Molding process: increase injection time, reduce injection speed, reduce barrel temperatureand nozzle temperature, reduce injection pressure and holding pressure.
“High injection pressure causes flash.”Verdadero
Una presión excesiva empuja el plástico fundido más allá de la cavidad del molde, lo que provoca la formación de rebabas.
"Las rebabas siempre significan que la presión de inyección es demasiado alta."Falso
La rebaba también puede resultar de una fuerza de cierre insuficiente, líneas de partición del molde desgastadas o una temperatura de fusión excesiva, no solo de una alta presión de inyección. Diagnosticar la verdadera causa raíz antes de ajustar los parámetros evita crear nuevos defectos.
Según nuestra experiencia en la fábrica de Shanghai, los problemas de rebaba en prensas de alta tonelaje (por encima de 1000T) casi siempre se remontan al desgaste del molde en lugar de a los ajustes del proceso. Nuestro equipo interno de fabricación de moldes puede volver a cortar líneas de partición y reemplazar insertos desgastados en menos de 24 horas, lo cual es crucial cuando se está ejecutando producción en más de 400 grados de material y no puede permitirse días de inactividad.
Beyond pressure-related causes, flash can also result from mold wear and inadequate clamp force. When mold cavities become worn over time, the clearance between mold plates increases, allowing molten plastic to escape during injection. Regular mold maintenance—including polishing parting lines and replacing worn inserts—is essential for preventing flash. Additionally, ensuring the injection molding machine provides sufficient clamp force for the mold size helps keep the mold tightly closed during the high-pressure injection phase.
“Worn-out molds can cause flash.”Verdadero
Los moldes dañados o desgastados crean huecos por los que se escapa el material, lo que provoca rebabas. El mantenimiento regular es clave para evitar este problema.
"Las marcas de flujo solo aparecen en piezas transparentes."Falso
Las marcas de flujo pueden ocurrir en cualquier pieza de plástico, independientemente de su transparencia. Son causadas por una velocidad de flujo de fusión desigual, baja temperatura del molde o presión de inyección insuficiente durante el llenado de la cavidad.
¿Cuáles son las causas de las marcas de fluidez de los productos de moldeo por inyección y sus soluciones?
The causes of flow marks of injection molding products and their solutions are the main categories or options explained in this section. Flow marks in injection molding can compromise the surface finish of products, making them less visually appealing and functional. Identifying the causes and solutions is key to improving product quality.
Las marcas de flujo se producen debido a un enfriamiento desigual, una velocidad de inyección inadecuada o una ventilación insuficiente. Las soluciones incluyen el ajuste de la temperatura del molde, la optimización de la velocidad de inyección y la mejora de la ventilación para garantizar un llenado y una refrigeración uniformes.
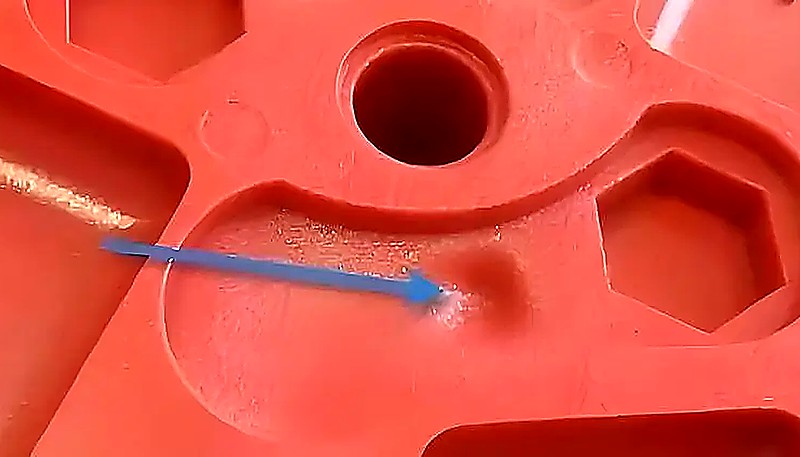
Definición
Las marcas de flujo son un defecto de moldeo que parece ondas en la superficie de la pieza. La causa es que el plástico fluye demasiado despacio en el molde, lo que hace que parezca que ha saltado como una rana.
Causas de las marcas de flujo
La temperatura del molde y del material son demasiado bajas, la velocidad y la presión de inyección son demasiado bajas, el tamaño del canal y de la compuerta son demasiado pequeños y, debido a la estructura del producto, la aceleración es demasiado grande durante el llenado y el flujo.
Soluciones
Mold design: Make the cold well in the runner bigger, make the runner and gate bigger, make the main runner shorter or use a hot runner instead.
Process conditions: Make the injection speed faster, make the injection pressure and holding pressure higher, make the holding time longer, make the mold temperature and material temperature higher.
“Silver streaks are caused by moisture in the resin.”Verdadero
La humedad en la resina provoca burbujas de vapor durante el moldeo, que crean vetas plateadas en la superficie. Un secado adecuado antes del moldeado resuelve este problema.
"Las vetas plateadas solo afectan la apariencia, nunca la integridad estructural."Falso
Si bien las vetas plateadas son principalmente cosméticas, la causa subyacente — contaminación por humedad o degradación térmica — puede debilitar la matriz polimérica y reducir el rendimiento mecánico en aplicaciones críticas.
¿Cuáles son las causas de las rayas plateadas de los productos de moldeo por inyección y sus soluciones?
The causes of silver streaks of injection molding products and their solutions are the main categories or options explained in this section. Silver streaks in injection molding are caused by issues like moisture, temperature fluctuations, or improper material handling, affecting the aesthetic and performance of the products.
Las vetas plateadas suelen deberse a la humedad de la resina, a temperaturas de fusión irregulares o a la contaminación. Las soluciones pasan por un secado adecuado de los materiales, unas condiciones de procesado estables y el uso de resinas de alta calidad para garantizar productos más lisos.
Definición
Las vetas plateadas se producen cuando el agua, el aire o el material carbonizado se distribuyen por la superficie de la pieza en la dirección del flujo.
Causas de las rayas plateadas
El contenido de humedad en la materia prima es demasiado alto, el aire queda atrapado en la materia prima, degradación del polímero: el material está contaminado; la temperatura del barril es demasiado alta; el volumen de inyección es insuficiente.
Soluciones
Content: Dry the raw material based on the data provided by the raw material supplier before injection molding.
Mold design: Make sure there are enough vents.
Molding process: Choose the right injection molding machine and mold, clean the old material completely from the barrel when changing materials, improve the exhaust system, and lower the melt temperature, injection pressure or injection speed.
“Inconsistent cooling causes dents in injection molded parts.”Verdadero
Las velocidades de enfriamiento desiguales provocan tensiones y deformaciones, causando abolladuras visibles en los productos moldeados.
"Todos los problemas de abolladuras en el moldeo por inyección pueden solucionarse ajustando únicamente la configuración de enfriamiento."Falso
Si bien los ajustes de enfriamiento ayudan, la formación de hundimientos también es impulsada por una presión de mantenimiento insuficiente, entradas de tamaño insuficiente y relaciones de espesor de pared que exceden los límites recomendados. Un enfoque combinado que aborde presión, tiempo y diseño es más efectivo.
¿Cuáles son las causas de las abolladuras de los productos de moldeo por inyección y sus soluciones?
Las abolladuras en los productos moldeados por inyección son problemas comunes causados por ajustes inadecuados, defectos del material o problemas de refrigeración. Solucionarlos garantiza la calidad del producto y reduce los residuos.
Las abolladuras en los productos moldeados por inyección suelen deberse a una refrigeración irregular, un flujo deficiente del material o un diseño incorrecto del molde. Las soluciones pasan por optimizar los índices de refrigeración, ajustar las presiones de inyección y garantizar un diseño adecuado del molde.
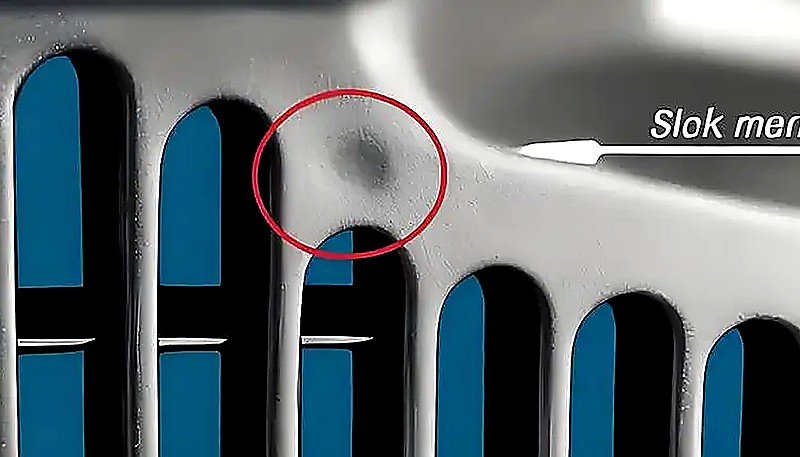
Definición
La abolladura se produce cuando la superficie de la pieza es cóncava en el espesor de la pared.
Causas de la formación de abolladuras
La presión de inyección o la presión de mantenimiento es demasiado baja, el tiempo de mantenimiento o el tiempo de enfriamiento es demasiado corto, la temperatura de la masa fundida o la temperatura del molde es demasiado alta y el diseño de la estructura de la pieza es inadecuado.
Soluciones
Design structure: Corrugate the surface that is easy to dent, reduce the thick wall size of the part, minimize the thickness-to-diameter ratio, the adjacent wall thickness ratio should be controlled at 1.5~2, and try to make a smooth transition, redesign the thickness of the reinforcement ribs, countersunk holes and corner ribs, and their thickness is generally recommended to be 40-80% of the basic wall thickness.
Molding process: Increase injection pressure and holding pressure, increase gate size or change gate position.
¿Cuáles son los Defectos y Soluciones del Moldeo por Inyección?Verdadero
Las marcas de soldadura pueden deberse a un mal ajuste de la temperatura, la velocidad o el diseño del molde, lo que provoca una unión ineficaz del flujo de plástico.
"Las marcas de unión pueden eliminarse completamente simplemente aumentando la velocidad de inyección."Falso
Aumentar solo la velocidad de inyección puede no resolver las marcas de soldadura si la causa raíz es la ubicación de la compuerta, una temperatura de fusión insuficiente o la falta de ventilación cerca de la línea de unión. Un enfoque holístico que cubra el diseño del molde, los parámetros del proceso y la selección del material produce mejores resultados.
¿Cuáles son las causas de las marcas de soldadura de los productos de moldeo por inyección y sus soluciones?
The causes of welding marks of injection molding products and their solutions are the main categories or options explained in this section. Welding marks in injection molding occur when two plastic flows meet and fail to bond properly, leaving visible scars on the final product.
Las marcas de soldadura se deben a un diseño incorrecto del molde, a una velocidad de inyección inadecuada o a un control insuficiente de la temperatura. Las soluciones incluyen la optimización del diseño del molde, el ajuste de la velocidad de inyección y el control de la temperatura del molde para mejorar la consistencia del flujo.
Definición
La marca de soldadura se produce cuando dos corrientes de material se encuentran y se sueldan, y provoca un defecto en la superficie.
Causas de la marca de soldadura
Si hay agujeros, insertos o modo de moldeo por inyección de varias compuertas en la pieza, o si el grosor de la pared de la pieza es desigual, pueden producirse marcas de soldadura.
Material: Seleccione un grado de resina con un índice de fluidez más alto para garantizar que los dos frentes de flujo se unan de manera más efectiva cuando se encuentren.
Diseño del producto: Ajuste las transiciones de espesor de pared y minimice las esquinas afiladas cerca del área de la línea de soldadura. Un espesor de pared uniforme mantiene ambos frentes de flujo a temperaturas similares.
Diseño del molde: Reubica las entradas para mover la línea de unión a un área no crítica. Añade pozos de rebosadero cerca de la ubicación de la unión para expulsar el material frío de la zona de unión y asegura una ventilación adecuada.
Condiciones del proceso: Aumente la temperatura de fusión y del molde para mantener los frentes de flujo más calientes cuando se encuentren. Aumente la velocidad de inyección para reducir el tiempo entre la separación y reunión de los frentes de flujo, y ajuste la presión de mantenimiento para mejorar la fusión en la línea de unión.
Process conditions: Make the plastic hotter and use less stuff to keep it from sticking to the mold.Scorch marks are when the air in the mold can’t get out fast enough and the plastic burns at the end of the flow.
¿Cómo puedes reducir sistemáticamente los defectos en el moldeo por inyección?
Esta sección trata sobre reducir sistemáticamente los defectos del moldeo por inyección y su impacto en el costo, la calidad, el tiempo o el riesgo de abastecimiento. Los defectos del moldeo por inyección (tiros cortos, rebaba, marcas de flujo, vetas plateadas, abolladuras y líneas de soldadura) comparten una raíz común: la ventana del proceso se alejó del punto óptimo validado. Cuando se rastrea cada defecto hasta su causa, el patrón es notablemente consistente en todos los materiales y tamaños de máquina.
Según nuestra experiencia ejecutando más de 400 grados de material en 47 prensas en Shanghai, la palanca más importante es una validación disciplinada del primer artículo seguida de un monitoreo constante del proceso. La mayoría de los defectos que llegan a producción podrían haberse detectado durante el muestreo del molde, si se sabe qué buscar y se establecen correctamente las ventanas de proceso desde el primer día.
Ya sea que esté solucionando problemas en un molde existente o calificando una nueva herramienta, la lista de verificación es la misma: verifique el secado del material, confirme las dimensiones de la compuerta y del canal, valide la presión de empaque y el tiempo de mantenimiento, e inspeccione los primeros 50 disparos antes de dar el visto bueno. Nuestro equipo de ingeniería sigue este protocolo en cada proyecto, y mantiene nuestra tasa de desperdicio muy por debajo del promedio de la industria.
¿Necesita ayuda experta con su moldeo por inyección ¿tienes un proyecto? Sube tus archivos de diseño y recibe comentarios de DFM, recomendaciones de proceso y un presupuesto competitivo de nuestro equipo.

Preguntas frecuentes
¿Cuál es el defecto más común en el moldeo por inyección?
Los llenados incompletos son ampliamente considerados el defecto más común del moldeo por inyección, ocurriendo cuando la cavidad del molde no se llena completamente durante la fase de inyección. Típicamente resultan de una presión de inyección insuficiente, baja temperatura de fusión o ventilación inadecuada en la cavidad. En entornos de producción, los llenados incompletos a menudo aparecen cuando la viscosidad del material cambia debido a un secado inconsistente o cuando el tamaño de la entrada es demasiado restrictivo para la geometría de la pieza. Abordar la causa raíz — en lugar de simplemente aumentar la presión — previene la recurrencia y mantiene el tiempo de ciclo sin introducir defectos secundarios como rebabas o marcas de quemado.
¿Cómo se previene la rebaba en el moldeo por inyección?
La prevención de rebabas comienza asegurando una fuerza de cierre adecuada para el área proyectada de la pieza. Si la tonelaje de la máquina es suficiente, revisa el estado de la línea de partición del molde — las superficies desgastadas o dañadas permiten que el plástico fundido escape durante la fase de inyección de alta presión. Reduce la velocidad y presión de inyección en el punto de transición, baja ligeramente la temperatura de fusión y verifica que la profundidad de ventilación esté dentro de las especificaciones. Para piezas de alta precisión, el pulido regular del molde y el reemplazo oportuno de los insertos mantienen las rebabas bajo control sin sacrificar la calidad de llenado ni el tiempo de ciclo.
¿Se pueden corregir los defectos del moldeo por inyección sin cambiar el molde?
Muchos defectos — incluidos llenados incompletos, vetas plateadas, marcas de flujo y marcas de hundimiento — pueden resolverse mediante ajustes de proceso sin ninguna modificación del molde. Aumentar la temperatura de fusión, ajustar la velocidad de inyección, extender la presión y tiempo de mantenimiento, o mejorar el secado del material son correcciones comunes de primera línea. Sin embargo, los defectos causados por errores fundamentales en la ubicación de las entradas, canales de ventilación insuficientes o relaciones de espesor de pared inferiores a 1.5:1 a menudo requieren retrabajo del molde. Un enfoque sistemático basado en DOE ayuda a identificar qué cambios de parámetros tendrán el mayor impacto antes de comprometerse con modificaciones costosas del herramental.
¿Por qué aparecen vetas plateadas en las piezas moldeadas por inyección?
Las vetas plateadas aparecen cuando la humedad, el aire atrapado o el polímero degradado viajan a lo largo del frente de flujo y se depositan en la superficie de la pieza como líneas plateado-blancas visibles. La causa más común es un secado insuficiente del material — las resinas higroscópicas como ABS, nailon y policarbonato requieren de 2 a 4 horas de secado deshumidificante a temperaturas específicas del material antes del procesamiento. Otros contribuyentes incluyen una temperatura excesiva del cilindro que causa degradación térmica y una ventilación inadecuada en la cavidad del molde. Los protocolos de secado consistentes y el monitoreo de la temperatura del cilindro eliminan la gran mayoría de los problemas de vetas plateadas en la producción.
¿Cómo puede ZetarMold ayudar con el análisis de defectos en el moldeo por inyección?
ZetarMold proporciona un análisis integral de defectos como parte de cada proyecto de moldeo. Con 47 prensas desde 90T hasta 1850T y más de 20 años de experiencia en resolución de problemas en más de 400 grados de materiales, nuestro equipo de ingeniería identifica las causas raíz durante el muestreo de primera pieza y establece ventanas de proceso validadas antes de que comience la producción. Compartimos datos de proceso, informes de inspección y detalles de acciones correctivas de manera transparente para que entiendas exactamente qué está sucediendo y por qué. Sube tus archivos de diseño en 3D para recibir comentarios de DFM, una recomendación de proceso y un presupuesto competitivo adaptado a la geometría específica de tu pieza y a los requisitos del material.
-
quality: Quality is a production discipline that connects DFM, mold validation, process windows, inspection plans, and corrective action into repeatable output. ↩
-
alabeo: La deformación se refiere a la deformación de una pieza moldeada por inyección causada por una contracción desigual debido a diferentes velocidades de enfriamiento, orientación de fibras o dirección del flujo del material. ↩
-
injection molding: injection molding refers to is the production process that melts plastic, injects it into a mold cavity, cools the part, and repeats the cycle for stable volume manufacturing. ↩






