 Skip to content
Skip to content 

Injection molding defects are common challenges in the manufacturing process that affect product quality1 and production efficiency. Understanding their causes and solutions is essential for improving results.
For broader context, compare this topic with injection mold design, and supplier sourcing guide.
Common injection molding defects include warpage2, sink marks, short shots, and air traps. Solutions range from adjusting temperature, pressure, or material to optimizing mold design and process parameters.
At our Shanghai factory, we run 47 injection molding machines ranging from 90T to 1850T. With 20+ years of hands-on experience troubleshooting injection molding defects, we have seen every type of short shot, flash, flow mark, and weld line — and we know exactly which process adjustments solve each one.
Understanding the root causes of these defects and applying the correct solutions can significantly improve your manufacturing process. Dive deeper to explore effective strategies for defect prevention and resolution.

“Warping is a common injection molding defect.”True
Warping occurs when uneven cooling causes distortion in the part’s shape. This can be solved by controlling mold temperature and cooling rates.
“Defects in injection molding are always due to poor mold design.”False
While mold design can contribute to defects, factors such as material choice, temperature, and pressure also play significant roles in defect formation.
What is Plastic Injection Molding?
Plastic injection molding is a manufacturing process used to produce a wide range of products, from everyday items to intricate components. It offers speed, precision, and cost-effectiveness.
- Injection molding defects can significantly impact product quality, production efficiency, and cost.
- Common defects include short shots, flash, dents, warping, flow marks, silver streaks, and weld lines.
- Most defects originate from four root causes: improper material preparation, mold design flaws, incorrect machine parameter settings, or poor product design.
- Systematic defect analysis—combined with proper process control—can reduce scrap rates by 60–80%.
Plastic injection molding is a process where melted plastic is injected into molds to form parts. It’s used in industries like automotive, electronics, and consumer goods, offering high efficiency, precision, and flexibility.
The injection molding3 process refers to the process of making semi-finished products of a certain shape from molten raw materials through operations such as pressurization, injection, cooling, and separation.
“Plastic injection molding allows for high-volume production of parts.”True
The process is highly efficient, making it ideal for large-scale manufacturing with consistent quality.
“Plastic injection molding is only suitable for simple products.”False
Injection molding can produce both simple and complex parts, including intricate designs, making it versatile for various industries.
What are the Causes of Short shots of Injection Molding Products And Their Solutions?
The causes of short shots of injection molding products and their solutions are the main categories or options explained in this section. Short shots occur when the molten plastic doesn’t fully fill the mold, leading to incomplete parts. Identifying the causes and solutions is essential for ensuring product quality and manufacturing efficiency.
Short shots in injection molding are caused by factors like insufficient injection pressure, low mold temperature, or inadequate material flow. Solutions include adjusting processing parameters, improving mold design, and ensuring the right material is used.
Definition
Short shot is when the mold cavity doesn’t get filled all the way.
Causes of Short Shot
Mold temperature, material temperature, or injection pressure and speed are too low. Raw material plasticization is uneven, exhaust is poor, raw material fluidity is insufficient, the part is too thin or the gate size is too small, and the polymer melt solidifies prematurely due to unreasonable structural design.
Solutions
Material: Choose a material that flows better, like toolox44.
Mold design: Fill thick walls before filling thin walls to avoid holding, increase the number of gates and runner size, reduce process and flow resistance, and set the position and size of the exhaust port appropriately to avoid poor exhaust.
Injection molding machine: Check if the check valve and the inner wall of the barrel are severely worn, and check if there is material or bridge in the feed port.
Process conditions: increase injection pressure and injection speed, enhance shear heat, increase injection volume, increase barrel temperature and mold temperature.
“Increasing injection pressure can reduce short shots.”True
Higher injection pressure helps ensure the mold fills completely, reducing the likelihood of short shots.
“Short shots are only caused by equipment malfunctions.”False
While equipment malfunctions can cause short shots, other factors like mold design, material viscosity, and processing parameters also play significant roles.
What are the Causes of Flash of Injection Molding Products And Their Solutions?
Flash in injection molding refers to excess material that leaks out of the mold cavity, creating unwanted projections. It can affect part quality and increase costs.
Flash is caused by factors such as high injection pressure, worn-out molds, or improper mold design. Solutions include adjusting pressure, optimizing cooling, and maintaining molds to ensure precision and quality.
Definition
Flash is the extra plastic on the mold parting surface or ejector pin.
Causes of Flash
not enough clamping force, mold problems, bad molding conditions, exhaust system design is wrong .
Solutions
Mold design: Design the mold so it can close tightly when clamped. Check the size of the exhaust port and clean the mold surface.
Injection molding machine: select an injection molding machine with the right tonnage for the part’s projected area.
Molding process: increase injection time, reduce injection speed, reduce barrel temperatureand nozzle temperature, reduce injection pressure and holding pressure.
“High injection pressure causes flash.”True
Excessive pressure pushes molten plastic past the mold cavity, leading to flash formation.
“Flash always means the injection pressure is too high.”False
Flash can also result from insufficient clamping force, worn mold parting lines, or excessive melt temperature — not just high injection pressure. Diagnosing the true root cause before adjusting parameters prevents creating new defects.
In our experience at the Shanghai factory, flash problems on high-tonnage presses (above 1000T) almost always trace back to mold wear rather than process settings. Our in-house mold manufacturing team can re-cut parting lines and replace worn inserts within 24 hours, which is critical when you are running production across 400+ material grades and cannot afford days of downtime.
Beyond pressure-related causes, flash can also result from mold wear and inadequate clamp force. When mold cavities become worn over time, the clearance between mold plates increases, allowing molten plastic to escape during injection. Regular mold maintenance—including polishing parting lines and replacing worn inserts—is essential for preventing flash. Additionally, ensuring the injection molding machine provides sufficient clamp force for the mold size helps keep the mold tightly closed during the high-pressure injection phase.
“Worn-out molds can cause flash.”True
Damaged or worn molds create gaps, allowing material to escape, which results in flash. Regular maintenance is key to avoiding this issue.
“Flow marks only appear on transparent parts.”False
Flow marks can occur on any plastic part regardless of transparency. They are caused by uneven melt flow speed, low mold temperature, or insufficient injection pressure during cavity filling.
What are the Causes of Flow Marks of Injection Molding Products And Their Solutions?
The causes of flow marks of injection molding products and their solutions are the main categories or options explained in this section. Flow marks in injection molding can compromise the surface finish of products, making them less visually appealing and functional. Identifying the causes and solutions is key to improving product quality.
Flow marks occur due to uneven cooling, improper injection speeds, or inadequate venting. Solutions include adjusting mold temperature, optimizing injection speed, and improving venting to ensure uniform filling and cooling.
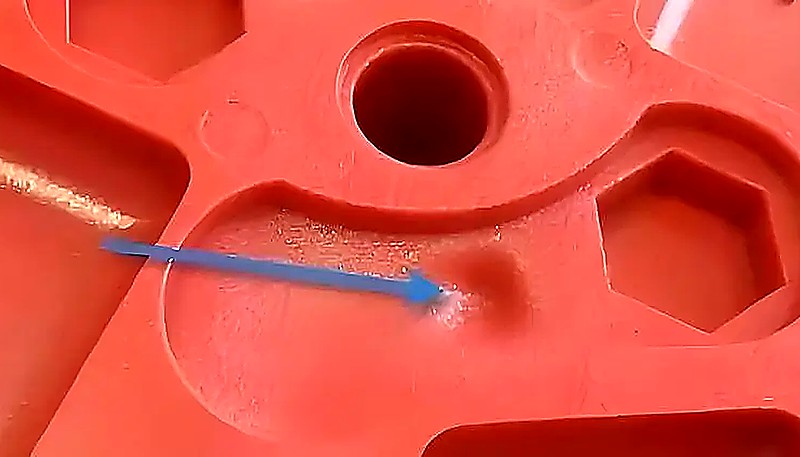
Definition
Flow marks are a molding defect that looks like waves on the surface of the part. It’s caused by the plastic flowing too slowly into the mold, which makes the plastic look like it jumped like a frog.
Causes of Flow Marks
Mold temp and material temp are too low, injection speed and pressure are too low, runner and gate size are too small, and due to product structure, the acceleration is too large when filling and flowing.
Solutions
Mold design: Make the cold well in the runner bigger, make the runner and gate bigger, make the main runner shorter or use a hot runner instead.
Process conditions: Make the injection speed faster, make the injection pressure and holding pressure higher, make the holding time longer, make the mold temperature and material temperature higher.
“Silver streaks are caused by moisture in the resin.”True
Moisture in the resin leads to steam bubbles during molding, which create silver streaks on the surface. Proper drying before molding resolves this issue.
“Silver streaks only affect appearance, never structural integrity.”False
While silver streaks are primarily cosmetic, the underlying cause — moisture contamination or thermal degradation — can weaken the polymer matrix and reduce mechanical performance in critical applications.
What are the Causes of Silver Streaks of Injection Molding Products And Their Solutions?
The causes of silver streaks of injection molding products and their solutions are the main categories or options explained in this section. Silver streaks in injection molding are caused by issues like moisture, temperature fluctuations, or improper material handling, affecting the aesthetic and performance of the products.
Silver streaks are often caused by moisture in the resin, inconsistent melt temperatures, or contamination. Solutions include proper drying of materials, stable processing conditions, and using high-quality resins to ensure smoother products.
Definition
Silver streaks are when water, air, or carbonized material is distributed on the surface of the part in the direction of flow.
Causes of Silver Streaks
The moisture content in the raw material is too high, air is trapped in the raw material, polymer degradation: the material is contaminated; the barrel temperature is too high; the injection volume is insufficient.
Solutions
Content: Dry the raw material based on the data provided by the raw material supplier before injection molding.
Mold design: Make sure there are enough vents.
Molding process: Choose the right injection molding machine and mold, clean the old material completely from the barrel when changing materials, improve the exhaust system, and lower the melt temperature, injection pressure or injection speed.
“Inconsistent cooling causes dents in injection molded parts.”True
Uneven cooling rates lead to stress and warping, causing visible dents in molded products.
“All dent issues in injection molding can be fixed by adjusting cooling settings alone.”False
While cooling adjustments help, dent formation is also driven by insufficient holding pressure, undersized gates, and wall-thickness ratios exceeding recommended limits. A combined approach addressing pressure, time, and design is more effective.
What are the Causes of Dents of Injection Molding Products And Their Solutions?
Dents in injection molding products are common issues caused by improper settings, material defects, or cooling problems. Addressing them ensures product quality and reduces waste.
Dents in injection molding products often result from inconsistent cooling, poor material flow, or incorrect mold design. Solutions include optimizing cooling rates, adjusting injection pressures, and ensuring proper mold design.
Definition
Dent is when the surface of the part is concave at the wall thickness.
Causes of Dent Formation
The injection pressure or holding pressure is too low, the holding time or cooling time is too short, the melt temperature or mold temperature is too high, and the part structure design is improper.
Solutions
Design structure: Corrugate the surface that is easy to dent, reduce the thick wall size of the part, minimize the thickness-to-diameter ratio, the adjacent wall thickness ratio should be controlled at 1.5~2, and try to make a smooth transition, redesign the thickness of the reinforcement ribs, countersunk holes and corner ribs, and their thickness is generally recommended to be 40-80% of the basic wall thickness.
Molding process: Increase injection pressure and holding pressure, increase gate size or change gate position.
“Welding marks are caused by improper injection molding settings.”True
Welding marks can result from poorly adjusted temperature, speed, or mold design, leading to ineffective bonding of the plastic flow.
“Welding marks can be completely eliminated by simply increasing injection speed.”False
Increasing injection speed alone may not resolve weld marks if the root cause is gate placement, insufficient melt temperature, or lack of venting near the knit line. A holistic approach covering mold design, process parameters, and material selection yields better results.
What are the Causes of Welding Marks of Injection Molding Products And Their Solutions?
The causes of welding marks of injection molding products and their solutions are the main categories or options explained in this section. Welding marks in injection molding occur when two plastic flows meet and fail to bond properly, leaving visible scars on the final product.
Welding marks are caused by improper mold design, inadequate injection speed, or insufficient temperature control. Solutions include optimizing the mold design, adjusting injection speed, and controlling the mold temperature for better flow consistency.
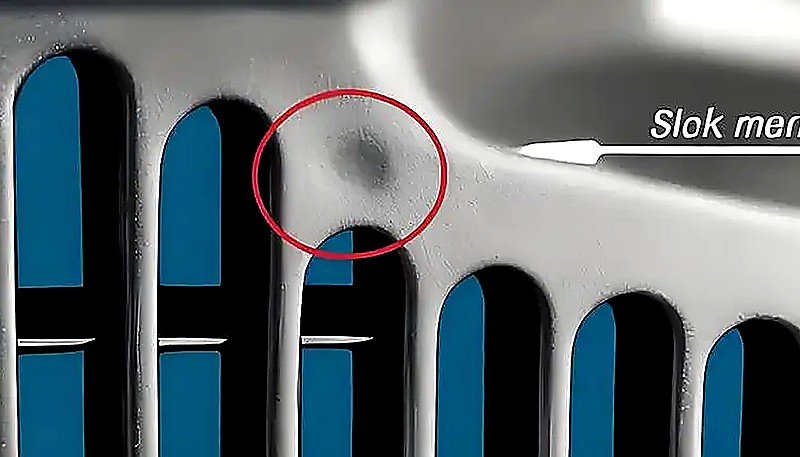
Definition
Weld mark is when two streams of material meet and weld together, and it causes a defect on the surface.
Causes of Weld Mark
If there are holes, inserts, or multi-gate injection molding mode in the part, or if the wall thickness of the part is uneven, weld marks may occur.
Material: Select a resin grade with higher melt flow index to ensure the two flow fronts bond more effectively when they meet.
Product design: Adjust wall thickness transitions and minimize sharp corners near the weld line area. Uniform wall thickness keeps both flow fronts at similar temperatures.
Mold design: Relocate gates to move the weld line to a non-critical area. Add overflow wells near the weld location to push cold material out of the joint zone, and ensure adequate venting.
Process conditions: Raise melt and mold temperature to keep the flow fronts hotter when they meet. Increase injection speed to reduce the time between flow front separation and reunion, and adjust holding pressure to improve fusion at the knit line.
Process conditions: Make the plastic hotter and use less stuff to keep it from sticking to the mold.Scorch marks are when the air in the mold can’t get out fast enough and the plastic burns at the end of the flow.
How Can You Systematically Reduce Injection Molding Defects?
This section is about systematically reduce injection molding defects and its impact on cost, quality, timing, or sourcing risk. Injection molding defects — short shots, flash, flow marks, silver streaks, dents, and weld lines — share a common root: the process window drifted away from the validated sweet spot. When you trace each defect back to its cause, the pattern is remarkably consistent across materials and machine sizes.
From our experience running over 400 material grades across 47 presses in Shanghai, the single biggest lever is disciplined first-article validation followed by consistent process monitoring. Most defects that reach production could have been caught during mold sampling — if you know what to look for and set your process windows correctly from day one.
Whether you are troubleshooting an existing mold or qualifying a new tool, the checklist is the same: verify material drying, confirm gate and runner dimensions, validate packing pressure and hold time, and inspect the first 50 shots before signing off. Our engineering team follows this protocol on every project — and it keeps our scrap rate well below industry average.
Need expert help with your injection molding project? Upload your design files and get DFM feedback, process recommendations, and a competitive quote from our team.

Frequently Asked Questions
What is the most common injection molding defect?
Short shots are widely considered the most common injection molding defect, occurring when the mold cavity does not fill completely during the injection phase. They typically result from insufficient injection pressure, low melt temperature, or inadequate venting in the cavity. In production environments, short shots often appear when material viscosity changes due to inconsistent drying or when gate size is too restrictive for the part geometry. Addressing the root cause — rather than simply increasing pressure — prevents recurrence and maintains cycle time without introducing secondary defects like flash or burn marks.
How Do You Prevent Flash in Injection Molding?
Flash prevention starts with ensuring adequate clamping force for the projected area of the part. If the machine tonnage is sufficient, check mold parting-line condition — worn or damaged surfaces allow molten plastic to escape during the high-pressure injection phase. Reduce injection speed and pressure at the transition point, lower melt temperature slightly, and verify that vent depth is within specification. For high-precision parts, regular mold polishing and timely insert replacement keep flash under control without sacrificing fill quality or cycle time.
Can Injection Molding Defects Be Fixed Without Changing the Mold?
Many defects — including short shots, silver streaks, flow marks, and sink marks — can be resolved through process adjustments without any mold modification. Increasing melt temperature, adjusting injection speed, extending hold pressure and time, or improving material drying are common first-line fixes. However, defects caused by fundamental gate placement errors, insufficient vent channels, or wall-thickness ratios below 1.5:1 often require mold rework. A systematic DOE-driven approach helps identify which parameter changes will have the biggest impact before you commit to costly tool modifications.
Why Do Silver Streaks Appear on Injection Molded Parts?
Silver streaks appear when moisture, trapped air, or degraded polymer travels along the flow front and deposits on the part surface as visible silver-white lines. The most common cause is insufficient material drying — hygroscopic resins like ABS, nylon, and polycarbonate require 2 to 4 hours of dehumidifying drying at material-specific temperatures before processing. Other contributors include excessive barrel temperature causing thermal degradation, and inadequate venting in the mold cavity. Consistent drying protocols and barrel temperature monitoring eliminate the vast majority of silver streak issues in production.
How Can ZetarMold Help with Injection Molding Defect Analysis?
ZetarMold provides comprehensive defect analysis as part of every molding project. With 47 presses from 90T to 1850T and 20+ years of troubleshooting experience across 400+ material grades, our engineering team identifies root causes during first-article sampling and sets validated process windows before production begins. We share process data, inspection reports, and corrective-action details transparently so you understand exactly what is happening and why. Upload your 3D design files to receive DFM feedback, a process recommendation, and a competitive quote tailored to your specific part geometry and material requirements.
-
quality: Quality is a production discipline that connects DFM, mold validation, process windows, inspection plans, and corrective action into repeatable output. ↩
-
warpage: Warpage refers to the deformation of an injection molded part caused by uneven shrinkage due to differential cooling rates, fiber orientation, or material flow direction. ↩
-
injection molding: injection molding refers to is the production process that melts plastic, injects it into a mold cavity, cools the part, and repeats the cycle for stable volume manufacturing. ↩






