 Skip to content
Skip to content 





1. Aerospace:
Lightweight components improve fuel efficiency, while low-cost jigs, fixtures, and on-demand tooling enable swift design iterations during the development process.
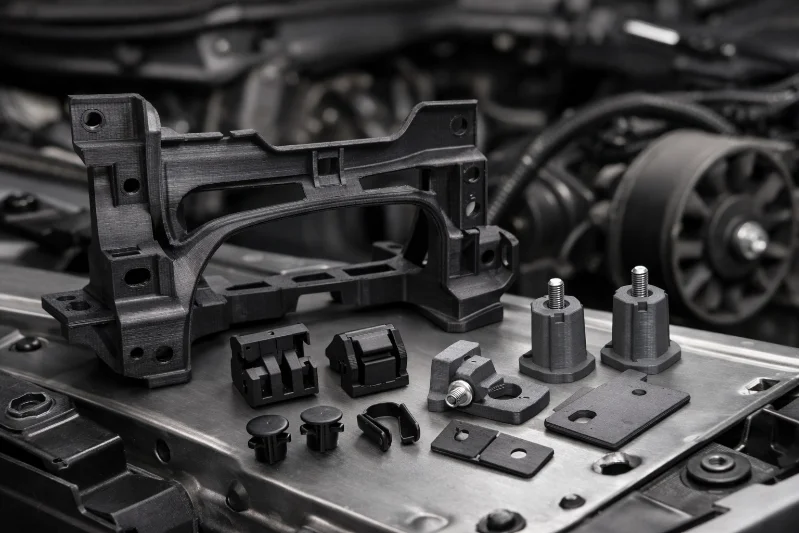
2. Automotive:
Functional prototypes, such as brackets, fixtures, dashboards, and spare parts, help reduce development timelines and facilitate custom or low-volume precision manufacturing.

3. Healthcare:
Anatomical models aid surgical planning, prosthetics tailored to patients offer better usability, and specialized surgical tools ensure durability during sterilization procedures.

4. Consumer Goods:
Designers leverage FDM for ergonomic products, packaging prototypes, and affordable iterations of toys, gadgets, and home solutions to validate functionality before production.

5. Education and Research:
FDM provides cost-effective tools for teaching engineering and STEM concepts and enables universities to prototype innovative designs for academic research projects.

6. Industrial:
FDM supports the creation of custom assembly tools such as jigs, fixtures, robotic end-effectors, and tooling parts for streamlining workflows and optimizing processes.



1. Sanding:
Sanding is a manual process that removes visible layer lines and imperfections. Start with coarse-grit sandpaper to smooth out rough surfaces, then gradually move to finer grits for a polished and uniform finish. It is especially useful for flat areas and curved surfaces, serving as a foundation for further steps like painting or coating.

2. Chemical Smoothing:
For materials like ABS, chemical smoothing with acetone vapor is a popular method to create a smooth, glossy appearance. The vapor melts the outer surface slightly, eliminating layer lines without extensive manual effort. This method requires precise handling to prevent over-smoothing or distorting intricate details.

3. Painting:
After preparation through sanding, parts can be primed with a base coat to ensure even paint application and fill minor imperfections. A variety of paints, including sprays and brush-based options, can then be applied to achieve vibrant colors, patterns, or even realistic textures for a professional aesthetic.

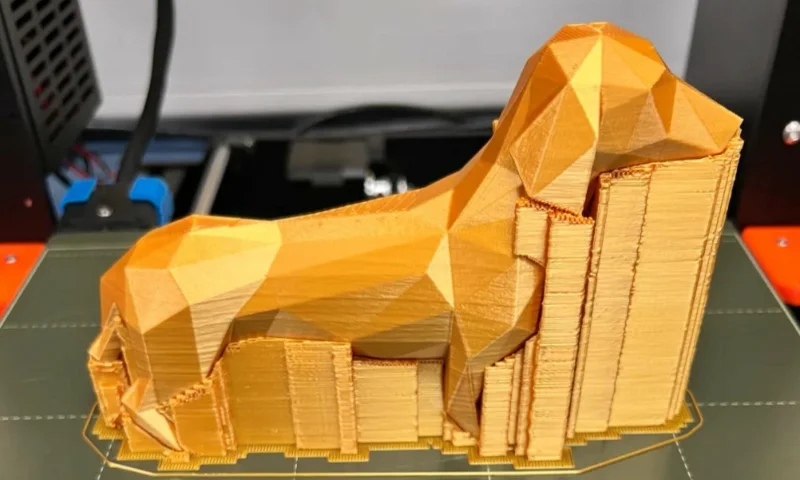
4. Support Removal:
Post-printing, supports need to be carefully removed to avoid damaging the finished part. Design optimization can simplify the removal process by minimizing unnecessary supports. After removal, refined sanding or scraping may be necessary to smooth any marks left at attachment points.

5. Filling and Sealing:
Imperfections, gaps, or unwanted roughness in prints can be addressed using fillers such as putty. To improve strength or make parts watertight, sealing with epoxy resin or similar coatings is often applied, ensuring long-term durability and protection from environmental factors.
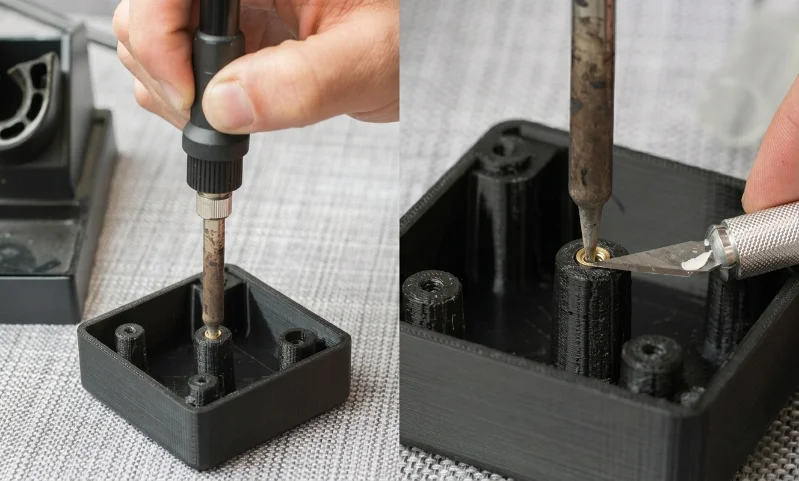
6. Assembly and Finishing
For prints intended for functional use or multi-part assembly, additional steps like drilling, threading, or tapping may be required to refine tolerances and achieve the desired fit. This technique ensures precision and structural reliability for assembled components.

Tree-like Support Structures
Branched supports minimize contact while providing adequate support

Support Removal Techniques
Proper tools and techniques ensure clean removal without damaging parts
Support Pattern Comparison
Different patterns offer varying stability and material efficiency
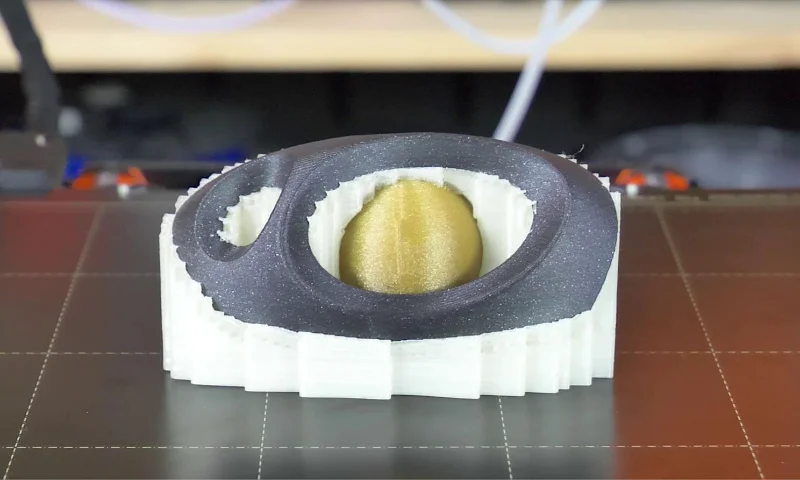
Soluble Support Materials
PVA and BVOH supports dissolve in water for pristine surfaces

Injection Molding Supplier Production Monitoring for Overseas Buyers
When you source injection molding parts from overseas, the distance between you and the production floor creates a visibility gap. You place a purchase order, wait weeks or months, and

Injection Molding Supplier PPAP Checklist for Tooling, Samples, and Mass Production
If you are sourcing injection molded parts from an overseas supplier, PPAP is the gatekeeper between a prototype that looks fine and a production run that meets specs consistently. In

Injection Molding Supplier Packaging Requirements to Prevent Shipping Damage
You designed the perfect part, your tooling is dialed in, and first-article inspection passed with flying colors. Then the shipment arrives at your customers dock — and 15% of the

