 Zum Inhalt springen
Zum Inhalt springen 

Spritzgießfehler sind häufige Herausforderungen im Fertigungsprozess, die das Produkt beeinträchtigen. Qualität1 and production efficiency. Understanding their causes and solutions is essential for improving results.
For broader context, compare this topic with Spritzgussformdesignund supplier sourcing guide.
Häufige Spritzgießfehler sind Verzug2, Einfallstellen, unvollständige Füllungen und Lufteinschlüsse. Lösungen reichen von der Anpassung von Temperatur, Druck oder Material bis zur Optimierung von Werkzeugdesign und Prozessparametern.
In unserem Werk in Shanghai betreiben wir 47 Spritzgießmaschinen von 90T bis 1850T. Mit über 20 Jahren praktischer Erfahrung in der Fehlerbehebung bei Spritzgießfehlern haben wir jede Art von unvollständiger Füllung, Gratbildung, Fließspuren und Schweißlinien gesehen – und wissen genau, welche Prozessanpassungen jeweils Abhilfe schaffen.
Wenn Sie die Ursachen für diese Fehler verstehen und die richtigen Lösungen anwenden, können Sie Ihren Fertigungsprozess erheblich verbessern. Tauchen Sie tiefer ein und erkunden Sie effektive Strategien zur Fehlervermeidung und -behebung.

„Verzug ist ein häufiger Spritzgießfehler.“Wahr
Verzug entsteht, wenn ungleichmäßige Abkühlung zu Verformungen der Teilegeometrie führt. Dies kann durch Steuerung der Werkzeugtemperatur und Abkühlraten gelöst werden.
„Fehler beim Spritzgießen sind immer auf ein schlechtes Werkzeugdesign zurückzuführen.“Falsch
Zwar kann die Konstruktion der Form zu Defekten beitragen, doch spielen auch Faktoren wie Materialauswahl, Temperatur und Druck eine wichtige Rolle bei der Defektbildung.
Was ist Kunststoff-Spritzgießen?
Das Kunststoffspritzgießen ist ein Fertigungsverfahren, mit dem eine breite Palette von Produkten hergestellt werden kann, von Alltagsgegenständen bis hin zu komplizierten Bauteilen. Es bietet Geschwindigkeit, Präzision und Kosteneffizienz.
- Injection molding defects can significantly impact product quality, production efficiency, and cost.
- Common defects include short shots, flash, dents, warping, flow marks, silver streaks, and weld lines.
- Most defects originate from four root causes: improper material preparation, mold design flaws, incorrect machine parameter settings, or poor product design.
- Systematic defect analysis—combined with proper process control—can reduce scrap rates by 60–80%.
Beim Kunststoffspritzgießen wird geschmolzener Kunststoff in Formen gespritzt, um Teile zu formen. Es wird in Branchen wie der Automobil-, Elektronik- und Konsumgüterindustrie eingesetzt und bietet hohe Effizienz, Präzision und Flexibilität.
Die Spritzgießen3 Prozess bezeichnet den Vorgang der Herstellung von Halbzeugen einer bestimmten Form aus geschmolzenen Rohmaterialien durch Operationen wie Druckbeaufschlagung, Einspritzung, Kühlung und Abtrennung.
„Das Spritzgießen von Kunststoffen ermöglicht die Serienfertigung von Teilen.“Wahr
Das Verfahren ist hocheffizient und eignet sich daher ideal für die Herstellung großer Mengen in gleichbleibender Qualität.
„Spritzgießen ist nur für einfache Produkte geeignet.“Falsch
Im Spritzgussverfahren können sowohl einfache als auch komplexe Teile, einschließlich komplizierter Designs, hergestellt werden, was es für verschiedene Branchen vielseitig einsetzbar macht.
Was sind die Ursachen für kurze Schüsse bei Spritzgießprodukten und ihre Lösungen?
The causes of short shots of injection molding products and their solutions are the main categories or options explained in this section. Short shots occur when the molten plastic doesn’t fully fill the mold, leading to incomplete parts. Identifying the causes and solutions is essential for ensuring product quality and manufacturing efficiency.
Kurze Schüsse beim Spritzgießen werden durch Faktoren wie unzureichenden Einspritzdruck, niedrige Werkzeugtemperatur oder unzureichenden Materialfluss verursacht. Zu den Lösungen gehören die Anpassung der Verarbeitungsparameter, die Verbesserung der Werkzeugkonstruktion und die Verwendung des richtigen Materials.
Definition
Ein Kurzschuss liegt vor, wenn der Formhohlraum nicht vollständig gefüllt wird.
Ursachen für Short Shot
Mold temperature, material temperature, or injection pressure and speed are too low. Raw material plasticization is uneven, exhaust is poor, raw material fluidity is insufficient, the part is too thin or the gate size is too small, and the polymer melt solidifies prematurely due to unreasonable structural design.
Lösungen
Material: Choose a material that flows better, like toolox44.
Mold design: Fill thick walls before filling thin walls to avoid holding, increase the number of gates and runner size, reduce process and flow resistance, and set the position and size of the exhaust port appropriately to avoid poor exhaust.
Injection molding machine: Check if the check valve and the inner wall of the barrel are severely worn, and check if there is material or bridge in the feed port.
Process conditions: increase injection pressure and injection speed, enhance shear heat, increase injection volume, increase barrel temperature and mold temperature.
„Eine Erhöhung des Einspritzdrucks kann unvollständige Füllungen reduzieren.“Wahr
Ein höherer Einspritzdruck trägt dazu bei, dass sich die Form vollständig füllt, wodurch die Wahrscheinlichkeit von Fehlschüssen verringert wird.
„Unvollständige Füllungen werden ausschließlich durch Gerätefehler verursacht.“Falsch
Zwar können Fehlfunktionen der Ausrüstung zu kurzen Schüssen führen, doch spielen auch andere Faktoren wie die Formkonstruktion, die Materialviskosität und die Verarbeitungsparameter eine wichtige Rolle.
Was sind die Ursachen für das Aufblitzen von Spritzgießprodukten und ihre Lösungen?
Als Gussgrat beim Spritzgießen wird überschüssiges Material bezeichnet, das aus dem Formhohlraum austritt und unerwünschte Überstände bildet. Dies kann die Qualität der Teile beeinträchtigen und die Kosten erhöhen.
Gratbildung wird durch Faktoren wie hohen Einspritzdruck, verschlissene Werkzeuge oder unsachgemäße Werkzeugkonstruktion verursacht. Zu den Lösungen gehören die Anpassung des Drucks, die Optimierung der Kühlung und die Wartung der Formen, um Präzision und Qualität zu gewährleisten.
Definition
Der Grat ist der zusätzliche Kunststoff an der Trennfläche der Form oder am Auswerferstift.
Ursachen für den Blitz
nicht genügend Schließkraft, Probleme mit der Form, schlechte Formungsbedingungen, falsches Design des Auspuffsystems.
Lösungen
Mold design: Design the mold so it can close tightly when clamped. Check the size of the exhaust port and clean the mold surface.
Spritzgießmaschine: Wählen Sie eine Spritzgießmaschine mit der richtigen Tonnage für die projizierte Fläche des Teils.
Molding process: increase injection time, reduce injection speed, reduce barrel temperatureand nozzle temperature, reduce injection pressure and holding pressure.
„Hoher Einspritzdruck verursacht Gratbildung.“Wahr
Übermäßiger Druck drückt geschmolzenen Kunststoff über den Formhohlraum hinaus, was zu Gratbildung führt.
„Gratbildung bedeutet immer, dass der Einspritzdruck zu hoch ist.“Falsch
Grat kann auch durch unzureichende Schließkraft, verschlissene Werkzeugtrennlinien oder übermäßige Schmelztemperatur entstehen – nicht nur durch hohen Einspritzdruck. Die Diagnose der wahren Ursache vor der Parameteranpassung verhindert die Entstehung neuer Fehler.
Nach unseren Erfahrungen im Werk in Shanghai lassen sich Gratprobleme bei Hochtonnage-Pressen (über 1000T) fast immer auf Werkzeugverschleiß und nicht auf Prozesseinstellungen zurückführen. Unser hauseigenes Werkzeugbau-Team kann Trennlinien nachschneiden und verschlissene Einsätze innerhalb von 24 Stunden ersetzen, was entscheidend ist, wenn Sie über 400 Materialtypen produzieren und sich Tage Stillstand nicht leisten können.
Beyond pressure-related causes, flash can also result from mold wear and inadequate clamp force. When mold cavities become worn over time, the clearance between mold plates increases, allowing molten plastic to escape during injection. Regular mold maintenance—including polishing parting lines and replacing worn inserts—is essential for preventing flash. Additionally, ensuring the injection molding machine provides sufficient clamp force for the mold size helps keep the mold tightly closed during the high-pressure injection phase.
„Verschlissene Werkzeuge können Gratbildung verursachen.“Wahr
Durch beschädigte oder abgenutzte Formen entstehen Lücken, durch die Material entweichen kann, was zu Gratbildung führt. Regelmäßige Wartung ist der Schlüssel zur Vermeidung dieses Problems.
„Fließspuren treten nur bei transparenten Teilen auf.“Falsch
Fließmarken können bei jedem Kunststoffteil auftreten, unabhängig von der Transparenz. Sie werden durch ungleichmäßige Schmelzfließgeschwindigkeit, niedrige Werkzeugtemperatur oder unzureichenden Einspritzdruck während der Kavitätenfüllung verursacht.
Was sind die Ursachen für Fließspuren bei Spritzgießprodukten und ihre Lösungen?
The causes of flow marks of injection molding products and their solutions are the main categories or options explained in this section. Flow marks in injection molding can compromise the surface finish of products, making them less visually appealing and functional. Identifying the causes and solutions is key to improving product quality.
Fließmarken entstehen durch ungleichmäßige Kühlung, falsche Einspritzgeschwindigkeiten oder unzureichende Entlüftung. Zu den Lösungen gehören die Anpassung der Werkzeugtemperatur, die Optimierung der Einspritzgeschwindigkeit und die Verbesserung der Entlüftung, um eine gleichmäßige Füllung und Kühlung zu gewährleisten.
Definition
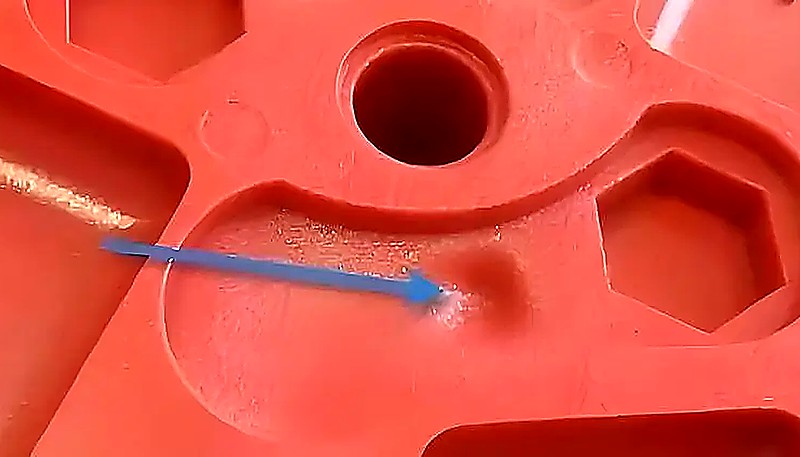
Fließspuren sind ein Gussfehler, der wie Wellen auf der Oberfläche des Teils aussieht. Sie werden dadurch verursacht, dass der Kunststoff zu langsam in die Form fließt, was dazu führt, dass der Kunststoff aussieht, als sei er wie ein Frosch gesprungen.
Ursachen für Fließspuren
Werkzeug- und Materialtemperatur sind zu niedrig, Einspritzgeschwindigkeit und -druck sind zu niedrig, Angusskanal und Anschnittgröße sind zu klein, und aufgrund der Produktstruktur ist die Beschleunigung beim Füllen und Fließen zu groß.
Lösungen
Mold design: Make the cold well in the runner bigger, make the runner and gate bigger, make the main runner shorter or use a hot runner instead.
Process conditions: Make the injection speed faster, make the injection pressure and holding pressure higher, make the holding time longer, make the mold temperature and material temperature higher.
„Silberstreifen werden durch Feuchtigkeit im Harz verursacht.“Wahr
Feuchtigkeit im Harz führt beim Gießen zu Dampfblasen, die silberne Schlieren auf der Oberfläche erzeugen. Eine ordnungsgemäße Trocknung vor dem Gießen löst dieses Problem.
„Silberstreifen beeinflussen nur das Aussehen, nie die strukturelle Integrität.“Falsch
Obwohl Silberstreifen hauptsächlich kosmetischer Natur sind, kann die zugrundeliegende Ursache – Feuchtigkeitskontamination oder thermischer Abbau – die Polymermatrix schwächen und die mechanische Leistung in kritischen Anwendungen mindern.
Was sind die Ursachen für Silberstreifen bei Spritzgießprodukten und ihre Lösungen?
The causes of silver streaks of injection molding products and their solutions are the main categories or options explained in this section. Silver streaks in injection molding are caused by issues like moisture, temperature fluctuations, or improper material handling, affecting the aesthetic and performance of the products.
Silberschlieren werden häufig durch Feuchtigkeit im Harz, ungleichmäßige Schmelztemperaturen oder Verunreinigungen verursacht. Zu den Lösungen gehören die richtige Trocknung der Materialien, stabile Verarbeitungsbedingungen und die Verwendung hochwertiger Harze, um glattere Produkte zu gewährleisten.
Definition
Silberschlieren entstehen, wenn sich Wasser, Luft oder verkohltes Material auf der Oberfläche des Teils in Fließrichtung verteilt.
Ursachen von Silver Streaks
Der Feuchtigkeitsgehalt des Rohmaterials ist zu hoch, Luft ist im Rohmaterial eingeschlossen, Polymerabbau: das Material ist verunreinigt; die Zylindertemperatur ist zu hoch; das Einspritzvolumen ist nicht ausreichend.
Lösungen
Content: Dry the raw material based on the data provided by the raw material supplier before injection molding.
Mold design: Make sure there are enough vents.
Molding process: Choose the right injection molding machine and mold, clean the old material completely from the barrel when changing materials, improve the exhaust system, and lower the melt temperature, injection pressure or injection speed.
„Inkonsistente Kühlung verursacht Dellen in spritzgegossenen Teilen.“Wahr
Ungleichmäßige Abkühlungsraten führen zu Spannungen und Verformungen, die sichtbare Dellen in geformten Produkten verursachen.
„Alle Dellenprobleme beim Spritzgießen können allein durch Anpassen der Kühleinstellungen behoben werden.“Falsch
Obwohl Kühlungsanpassungen helfen, wird die Bildung von Dellen auch durch unzureichenden Nachdruck, zu kleine Angüsse und Wandstärkenverhältnisse außerhalb der empfohlenen Grenzen verursacht. Ein kombinierter Ansatz, der Druck, Zeit und Konstruktion berücksichtigt, ist wirksamer.
Was sind die Ursachen für Dellen in Spritzgießprodukten und ihre Lösungen?
Dellen in Spritzgießprodukten sind ein häufiges Problem, das durch unsachgemäße Einstellungen, Materialfehler oder Kühlungsprobleme verursacht wird. Ihre Behebung sichert die Produktqualität und reduziert den Ausschuss.
Dellen in Spritzgießprodukten sind oft die Folge von ungleichmäßiger Kühlung, schlechtem Materialfluss oder falschem Werkzeugdesign. Zu den Lösungen gehören die Optimierung der Kühlraten, die Anpassung des Einspritzdrucks und die Sicherstellung der richtigen Werkzeugkonstruktion.
Definition
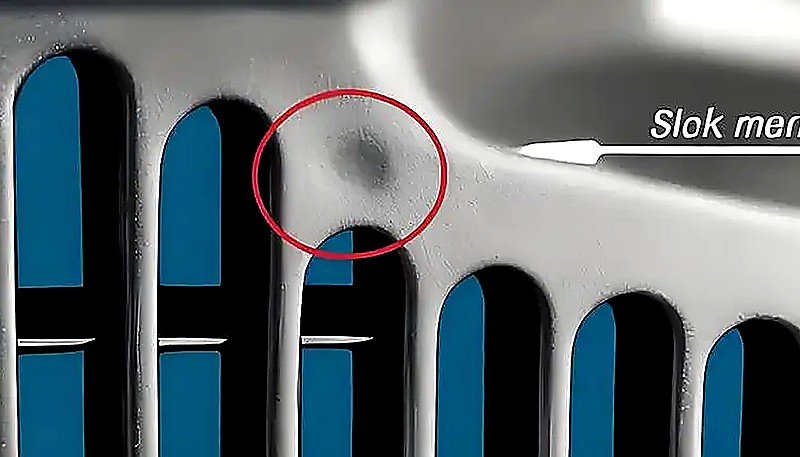
Delle ist, wenn die Oberfläche des Teils an der Wanddicke konkav ist.
Ursachen für die Bildung von Dellen
Der Einspritzdruck oder Nachdruck ist zu niedrig, die Nachdruck- oder Kühlzeit ist zu kurz, die Schmelzetemperatur oder die Werkzeugtemperatur ist zu hoch und die Bauteilstruktur ist ungeeignet.
Lösungen
Design structure: Corrugate the surface that is easy to dent, reduce the thick wall size of the part, minimize the thickness-to-diameter ratio, the adjacent wall thickness ratio should be controlled at 1.5~2, and try to make a smooth transition, redesign the thickness of the reinforcement ribs, countersunk holes and corner ribs, and their thickness is generally recommended to be 40-80% of the basic wall thickness.
Molding process: Increase injection pressure and holding pressure, increase gate size or change gate position.
„Schweißnähte werden durch falsche Spritzgießeinstellungen verursacht.“Wahr
Schweißspuren können durch eine schlecht eingestellte Temperatur, Geschwindigkeit oder Formgestaltung entstehen, was zu einer unwirksamen Verbindung des Kunststoffflusses führt.
„Schweißnähte können durch einfaches Erhöhen der Einspritzgeschwindigkeit vollständig beseitigt werden.“Falsch
Eine alleinige Erhöhung der Einspritzgeschwindigkeit kann Schweißnähte nicht beheben, wenn die Ursache in der Angussplatzierung, unzureichender Schmelztemperatur oder mangelnder Entlüftung entlang der Nahtlinie liegt. Ein ganzheitlicher Ansatz, der Werkzeugkonstruktion, Prozessparameter und Materialauswahl berücksichtigt, führt zu besseren Ergebnissen.
Was sind die Ursachen für Schweißnähte bei Spritzgießprodukten und ihre Lösungen?
The causes of welding marks of injection molding products and their solutions are the main categories or options explained in this section. Welding marks in injection molding occur when two plastic flows meet and fail to bond properly, leaving visible scars on the final product.
Schweißnähte werden durch ein ungeeignetes Werkzeugdesign, eine unzureichende Einspritzgeschwindigkeit oder eine unzureichende Temperaturregelung verursacht. Zu den Lösungen gehören die Optimierung des Werkzeugdesigns, die Anpassung der Einspritzgeschwindigkeit und die Regelung der Werkzeugtemperatur für eine bessere Fließkonsistenz.
Definition
Ein Schweißfleck entsteht, wenn zwei Materialströme aufeinandertreffen und miteinander verschweißt werden, wodurch ein Fehler auf der Oberfläche entsteht.
Ursachen von Schweißnähten
Wenn das Teil Löcher, Einsätze oder Mehrfachanschnitt-Spritzgießverfahren aufweist oder wenn die Wandstärke des Teils ungleichmäßig ist, können Schweißnähte auftreten.
Material: Wählen Sie einen Kunststofftyp mit höherem Schmelzflussindex, um sicherzustellen, dass die beiden Fließfronten beim Zusammentreffen effektiver verbinden.
Produktkonstruktion: Passen Sie Wandstärkenübergänge an und minimieren Sie scharfe Ecken im Bereich der Schweißnaht. Gleichmäßige Wandstärke hält beide Fließfronten auf ähnlicher Temperatur.
Werkzeugdesign: Angüsse verlegen, um die Schweißlinie in einen unkritischen Bereich zu verschieben. Überlaufkammern in der Nähe der Schweißstelle hinzufügen, um kaltes Material aus der Verbindungszone zu drücken, und für ausreichende Entlüftung sorgen.
Prozessbedingungen: Schmelze- und Werkzeugtemperatur erhöhen, um die Fließfronten beim Zusammentreffen heißer zu halten. Einspritzgeschwindigkeit erhöhen, um die Zeit zwischen Trennung und Wiedervereinigung der Fließfronten zu reduzieren, und den Nachdruck anpassen, um die Verschmelzung an der Nahtlinie zu verbessern.
Process conditions: Make the plastic hotter and use less stuff to keep it from sticking to the mold.Scorch marks are when the air in the mold can’t get out fast enough and the plastic burns at the end of the flow.
Wie können Sie Spritzgießfehler systematisch reduzieren?
Dieser Abschnitt behandelt die systematische Reduzierung von Spritzgießfehlern und deren Auswirkungen auf Kosten, Qualität, Termine oder Beschaffungsrisiko. Spritzgießfehler – unvollständige Füllungen, Grat, Fließmarken, Silberstreifen, Dellen und Schweißnähte – haben eine gemeinsame Wurzel: Das Prozessfenster hat sich vom validierten Optimalbereich entfernt. Wenn Sie jeden Fehler auf seine Ursache zurückführen, zeigt sich ein bemerkenswert konsistentes Muster über Materialien und Maschinengrößen hinweg.
Aus unserer Erfahrung mit über 400 Materialtypen auf 47 Maschinen in Shanghai ist die wichtigste Stellschraube eine disziplinierte Erstmusterprüfung gefolgt von konsistentem Prozessmonitoring. Die meisten Fehler, die in die Produktion gelangen, hätten während der Werkzeugabnahme erkannt werden können – wenn man weiß, worauf zu achten ist und die Prozessfenster von Anfang richtig einstellt.
Egal, ob Sie einen bestehenden Werkzeugfehler beheben oder ein neues Werkzeug abnehmen – die Checkliste ist dieselbe: Trocknung des Materials prüfen, Anguss- und Verteilerabmessungen bestätigen, Nachdruck und Haltezeit validieren und die ersten 50 Schüsse inspizieren, bevor Sie abnehmen. Unser Ingenieursteam folgt diesem Protokoll bei jedem Projekt – und hält so unsere Ausschussrate deutlich unter dem Branchendurchschnitt.
Benötigen Sie Expertenhilfe für Ihr Spritzgießen Projekt? Laden Sie Ihre Konstruktionsdateien hoch und erhalten Sie DFM-Feedback, Prozessempfehlungen und ein wettbewerbsfähiges Angebot von unserem Team.

Häufig gestellte Fragen
Was ist der häufigste Spritzgießfehler?
Unvollständige Füllungen gelten weithin als der häufigste Spritzgießfehler. Sie treten auf, wenn der Werkzeughohlraum während der Einspritzphase nicht vollständig gefüllt wird. Sie resultieren typischerweise aus unzureichendem Einspritzdruck, niedriger Schmelztemperatur oder mangelnder Entlüftung im Hohlraum. In Produktionsumgebungen treten unvollständige Füllungen oft auf, wenn sich die Materialviskosität durch inkonsistente Trocknung ändert oder wenn die Angussgröße für die Bauteilgeometrie zu restriktiv ist. Die Ursache zu beheben – anstatt einfach den Druck zu erhöhen – verhindert Wiederholungen und hält die Zykluszeit, ohne Sekundärfehler wie Grat oder Brandflecken einzuführen.
Wie verhindert man Grat beim Spritzgießen?
Die Gratvermeidung beginnt mit der Sicherstellung ausreichender Schließkraft für die projizierte Fläche des Teils. Wenn die Maschinentonnage ausreicht, prüfen Sie den Zustand der Werkzeugtrennlinie – abgenutzte oder beschädigte Oberflächen lassen geschmolzenen Kunststoff während der Hochdruckeinspritzphase entweichen. Reduzieren Sie die Einspritzgeschwindigkeit und den Druck am Übergangspunkt, senken Sie die Schmelztemperatur leicht und stellen Sie sicher, dass die Entlüftungstiefe innerhalb der Spezifikation liegt. Für hochpräzise Teile halten regelmäßiges Werkzeugpolieren und rechtzeitiger Einsatzwechsel den Grat unter Kontrolle, ohne die Füllqualität oder Zykluszeit zu beeinträchtigen.
Können Spritzgießfehler ohne Werkzeugänderung behoben werden?
Viele Fehler – einschließlich unvollständiger Füllungen, Silberstreifen, Fließmarken und Einfallstellen – können durch Prozessanpassungen ohne jegliche Werkzeugänderung behoben werden. Erhöhung der Schmelztemperatur, Anpassung der Einspritzgeschwindigkeit, Verlängerung von Nachdruck und -zeit oder verbesserte Materialtrocknung sind gängige Erstmaßnahmen. Fehler, die durch grundlegende Fehler in der Angussplatzierung, unzureichende Entlüftungskanäle oder Wandstärkenverhältnisse unter 1,5:1 verursacht werden, erfordern jedoch oft Werkzeugnacharbeit. Ein systematischer, DOE-gestützter Ansatz hilft zu identifizieren, welche Parameteränderungen die größte Wirkung haben, bevor man sich zu kostspieligen Werkzeugänderungen verpflichtet.
Warum treten Silberstreifen bei spritzgegossenen Teilen auf?
Silberstreifen entstehen, wenn Feuchtigkeit, eingeschlossene Luft oder abgebautes Polymer entlang der Fließfront wandert und sich als sichtbare silberweiße Linien auf der Bauteiloberfläche ablagert. Die häufigste Ursache ist unzureichende Materialtrocknung – hygroskopische Harze wie ABS, Nylon und Polycarbonat benötigen vor der Verarbeitung 2 bis 4 Stunden Entfeuchtungstrocknung bei materialspezifischen Temperaturen. Weitere Faktoren sind übermäßige Zylindertemperatur, die thermischen Abbau verursacht, und unzureichende Entlüftung im Werkzeughohlraum. Konsistente Trocknungsprotokolle und Überwachung der Zylindertemperatur beseitigen die überwiegende Mehrheit der Silberstreifenprobleme in der Produktion.
Wie kann ZetarMold bei der Analyse von Spritzgießfehlern helfen?
ZetarMold bietet eine umfassende Fehleranalyse als Teil jedes Spritzgießprojekts. Mit 47 Maschinen von 90T bis 1850T und über 20 Jahren Erfahrung in der Fehlerbehebung bei über 400 Materialtypen identifiziert unser Ingenieurteam die Ursachen bereits während der Erstmusterprüfung und legt validierte Prozessfenster vor Produktionsstart fest. Wir teilen Prozessdaten, Prüfberichte und Korrekturmaßnahmen transparent mit, damit Sie genau verstehen, was passiert und warum. Laden Sie Ihre 3D-Konstruktionsdateien hoch, um DFM-Feedback, eine Prozessempfehlung und ein wettbewerbsfähiges Angebot zu erhalten, das auf Ihre spezifische Bauteilgeometrie und Materialanforderungen zugeschnitten ist.
-
quality: Quality is a production discipline that connects DFM, mold validation, process windows, inspection plans, and corrective action into repeatable output. ↩
-
warpage: Verzug bezeichnet die Verformung eines spritzgegossenen Teils, die durch ungleichmäßiges Schrumpfen aufgrund unterschiedlicher Abkühlungsraten, Faserorientierung oder Materialfließrichtung verursacht wird. ↩
-
injection molding: Spritzgießen bezeichnet den Produktionsprozess, bei dem Kunststoff geschmolzen, in eine Formhohlraum eingespritzt, das Teil abgekühlt und der Zyklus für eine stabile Serienfertigung wiederholt wird. ↩






