 Overslaan naar inhoud
Overslaan naar inhoud 

Wanddikte[1] is misschien wel de allerbelangrijkste ontwerpparameter bij spuitgieten. Doe het goed, en je onderdeel wordt netjes gevormd, functioneert betrouwbaar en kost minder. Doe het fout, en je krijgt te maken met indeukingen, vervorming, holtes en cyclustijden die je marge opeten.
Key Takeaways:
- Houd de nominale wanddikte tussen 1,5–3,0 mm voor de meeste technische thermoplasten.
- Houd de wandvariatie binnen ±25% van de nominale waarde in het gehele onderdeel.
- Gebruik een 3:1 tapsheidsverhouding voor overgangen tussen verschillende wanddiktes.
- Houd de basisdikte van ribben op 50–60% van de nominale wand om indeukingen te voorkomen.
- Koeltijd schaalt met het kwadraat van de wanddikte — dunwandig ontwerp heeft een hoge ROI.
Deze gids behandelt alles wat ingenieurs moeten weten over spuitgieten wanddikte: hoe de juiste waarde te kiezen, wat gebeurt er als wanden niet uniform zijn, materiaalspecifieke richtlijnen en de meest voorkomende fouten uit duizenden DFM-beoordelingen.
Wat Is Wanddikte bij Spuitgieten?
Wanddikte is de afstand tussen het buiten- en binnenoppervlak van een gespoten onderdeel op elke doorsnede. Het bepaalt hoe plastic door de spuitgietmatrijs stroomt, hoe snel het onderdeel afkoelt en of de uiteindelijke afmetingen aan de specificatie voldoen.
“Wanddiktevariaties moeten binnen ±25% van de nominale waarde blijven.”Echt
De industriële richtlijn is ±25% variatie. Het overschrijden hiervan zonder geleidelijke overgangen veroorzaakt differentiële krimp, vervorming en dimensionale instabiliteit.
"Een rib met een basisdikte gelijk aan 80% van de nominale wand zal geen indeukingen veroorzaken."Vals
Ribben dikker dan 50–60% van de nominale wanddikte veroorzaken bijna altijd zichtbare indeukingen, omdat de rib een gelokaliseerde hotspot creëert die veel langzamer afkoelt dan de omliggende wand.
Dunnere wanden besparen materiaal en verkorten de cyclustijd, maar vergroten de benodigde inspuitdruk en het risico op onvolledige vulling. Dikkere wanden stromen gemakkelijker maar koelen langzaam, verlengen de cyclustijd en vergroten het risico op holtes en indeukingen. Het ideale punt voor de meeste technische thermoplasten is 1,5–3,0 mm. Controleer altijd je gekozen dikte aan de hand van het materiaalleveranciersdatablad en stromingssimulatieresultaten voordat je het ontwerp finaliseert.
Waarom Is Uniforme Wanddikte Zo Belangrijk?
Niet-uniforme wanddikte is de hoofdoorzaak van meer gietfouten dan enige andere ontwerpfout. Wanneer wanden aanzienlijk variëren, koelen en krimpen dikke secties in een ander tempo dan dunne secties. Deze differentiële krimpspuitgieten[2] creëert interne spanningen die zich manifesteren als vervorming, zinkmarkeringen en dimensionale instabiliteit.
"Meerdere dunne ribben zijn over het algemeen beter dan één hoge, dikke rib voor stijfheid."Echt
Meerdere dunne ribben verdelen spanning gelijkmatig, koelen sneller en veroorzaken minimale zinkmarkeringen vergeleken met een enkele dikke rib die een gelokaliseerde thermische massa creëert.
"Een scherpe 90° overgang van 3 mm naar 1,5 mm wand is acceptabel als het dunnere gedeelte kort is."Vals
Abrupte overgangen creëren spanningsconcentraties ongeacht de lengte. Ze veroorzaken stromingsaarzeling, verhoogde restspanning en zichtbare oppervlaktedefecten. Gebruik altijd de 3:1 tapsheidsverhouding.
De richtlijn is eenvoudig: houd de wanddikte binnen ±25% van de nominale waarde in het gehele onderdeel. Als je nominale wand 2,5 mm is, moet elke sectie tussen 1,9 mm en 3,1 mm liggen.

Wat Is de Aanbevolen Wanddikte per Materiaal?
Verschillende materialen hebben verschillende vloeieigenschappen en krimppercentages. Hier is een praktische referentietabel op basis van uitgebreide productiegegevens.
| Materiaal | Min Wall (mm) | Ideaal Bereik (mm) | Max. Praktisch (mm) |
|---|---|---|---|
| ABS | 0.8 | 1.5–3.0 | 4.5 |
| PC (polycarbonaat) | 0.8 | 1.5–3.0 | 4.5 |
| PP (polypropyleen) | 0.6 | 1.2–2.5 | 5.0 |
| PA (Nylon 6/66) | 0.6 | 1.0–3.0 | 4.0 |
| POM (Acetal) | 0.8 | 1.0–3.0 | 4.0 |
| PMMA (Acrylic) | 0.8 | 1.5–3.5 | 5.0 |
| PBT | 0.8 | 1.0–3.0 | 4.0 |
| PE (polyethyleen) | 0.6 | 1.0–2.5 | 5.0 |
| PS (polystyreen) | 0.8 | 1.0–3.0 | 4.5 |
| TPE/TPU | 0.5 | 1.0–3.0 | 5.0 |
De minimale wandwaarden vertegenwoordigen wat technisch mogelijk is met geoptimaliseerde verwerking, niet wat aanbevolen wordt voor productie. Voor betrouwbare productie, blijf binnen het ideale bereik.
Hoe Maak Je Een Overgang Tussen Verschillende Wanddiktes?
Soms is variatie in wanddikte onvermijdelijk. Wanneer dit gebeurt, is de overgang tussen dikke en dunne secties cruciaal. De standaardrichtlijn is een 3:1 tapsheidsverhouding: voor elke 1 mm dikteverandering, zorg voor minstens 3 mm geleidelijke overgang.
Abrupte dikteveranderingen veroorzaken stromingsaarzeling, spanningsconcentraties en zichtbare indeukingen op het tegenoverliggende oppervlak. In ernstige gevallen breken onderdelen bij dikteovergangen tijdens de montage omdat de restspanning de vloeigrens van het materiaal overschrijdt.

Wat Gebeurt Er Als Wanddiktes Te Dik Zijn?
Dikke wanden veroorzaken drie problemen: overmatige cyclustijd, interne holtes en indeukingen.
Cycle Time Penalty
Koeltijd schaalt ongeveer met het kwadraat van de wanddikte. Een onderdeel met wanden van 2 mm koelt misschien af in 15 seconden; dezelfde geometrie met wanden van 4 mm kan 50–60 seconden duren. Over een productieserie van 100.000 onderdelen betekent dat duizenden extra machine-uren.
"Koeltijd schaalt met het kwadraat van de wanddikte — een verdubbeling van de wand verviervoudigt de koeltijd."Echt
Deze niet-lineaire relatie is de reden waarom dunwandig ontwerp zo'n hoog rendement op investering heeft. Het verminderen van de wanddikte van 4 mm naar 2 mm kan de koeltijd met 75% verkorten.
“Het verminderen van wanddikte verbetert altijd de onderdeelkwaliteit en productie-efficiëntie.”Vals
Hoewel dunne wanden materiaalgebruik en cyclustijd verminderen, veroorzaken te dunne wanden korte shots, verhogen ze de injectiedrukvereisten en ondermijnen ze de structurele integriteit. De optimale dikte balanceert stroming, sterkte en kosten.
Interne Holtes
Wanneer dikke secties afkoelen, verhardt de buitenste huid eerst terwijl het binnenste nog vloeibaar is. Terwijl het binnenste samentrekt, trekt het weg van de verharde huid, waardoor interne holtes ontstaan die de structurele integriteit verminderen — vooral problematisch in draagconstructies.
Gootsteentekens
Zinkmarkeringen zijn de oppervlakteverschijnselen van hetzelfde fenomeen. Wanneer materiaal bij een dikke sectie samentrekt, trekt het het oppervlak naar binnen, waardoor een zichtbare depressie ontstaat die vooral op glanzende oppervlakken merkbaar is. Rib-aan-wand-ratio's bepalen direct de ernst van zinkmarkeringen: ribben dikker dan 50–60% van de nominale wand produceren bijna altijd zichtbare zinkmarkeringen.
Wat Gebeurt Er Als Wanddiktes Te Dun Zijn?
Dunne wanden hebben hun eigen risico's. Het meest directe zijn kortschoten — de plastic smelt bevriest voordat de holte volledig gevuld is. Dit is vooral problematisch met hoogviskeuze materialen zoals polycarbonaat en lange stromingspaden, waar de smeltviskeuze al hoog is.
Dunne wanden verhogen ook de vereiste inspuitdruk. Als vereiste druk de machinecapaciteit overschrijdt, krijg je incomplete vullingen en hoog reststress.
Structurele integriteit is een andere zorg — altijd een veiligheidsmarge inbouwen voor dunwandige delen in consumentenproducten die onderworpen zijn aan valtests. Een deel dat statische belastingen overleeft kan bij impact breken als wanden te dun zijn.

Hoe Beïnvloeden Ribben en Nokken de Wanddikte?
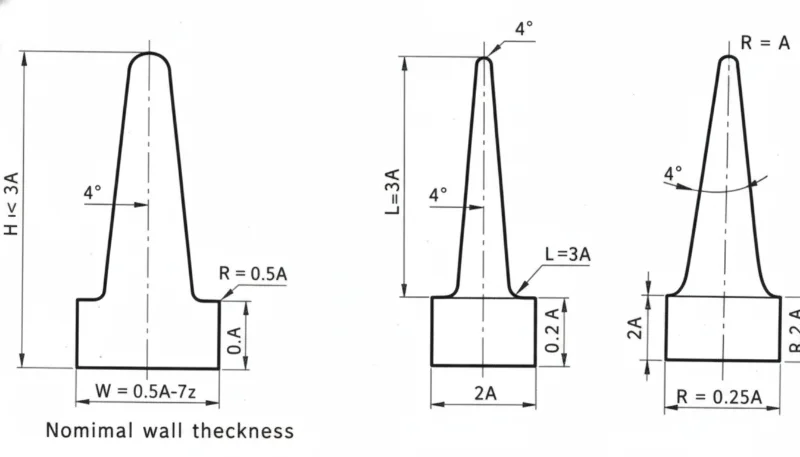
Ribs en bosses zijn de meest voorkomende kenmerken die interageren met wanddikte. Voor ribs: basisdikte moet 50–60% van de nominale wand zijn, hoogte mag niet meer dan 3× de nominale wand bedragen, en meerdere dunne ribs zijn beter dan één hoge, dikke rib.
Voor bosses is kernvorming de oplossing — hol het centrum uit met een kernpen om uniforme wanddikte te behouden. Buitendiameter van de boss mag niet meer dan 2–3 keer de gatdiameter zijn. Onderdelen die deze proportionele spuitgietregels volgen spuitgietvorm[3] vormt netjes; diegenen die afwijken veroorzaken voortdurende kwaliteitsproblemen.
Hoe Beïnvloedt Wanddikte de Cyclustijd?
In spuitgieten, koeltijd[4] vertegenwoordigt typisch 50–70% van de totale cyclustijd, bepaald door de dikste doorsnede.
| Nominale Wand | Typische Koeltijd | Relatieve Cycluskost |
|---|---|---|
| 1.5 mm | 8–12 seconden | 1.0× (basislijn) |
| 2.0 mm | 12–18 seconden | 1.3× |
| 2.5 mm | 18–25 seconden | 1,6× |
| 3.0 mm | 25–35 seconden | 2,0× |
| 4,0 mm | 40–60 seconden | 3.0× |
Van 2.0 mm naar 3.0 mm wanden gaan verdubbelt ongeveer de productiekosten per deel alleen door cyclustijd. Dunwandig ontwerp, wanneer structureel mogelijk, is een van de hoogste ROI-optimalisaties in spuitgieten.

Wat Zijn de Meest Voorkomende Wanddikte Fouten?
- Uniforme dikte verwaarlozen. Onderdelen ontworpen zonder dikteanalyse hebben gebieden die 3× dikker zijn dan de nominale wand naast secties op de helft van de nominale wand, wat zinkmerken, vervorming en langere cyclustijden veroorzaakt.
- Overdikte voor sterkte. Engineers voegen materiaal toe wanneer een rib lichter, sneller te produceren en dimensionaal stabieler zou zijn.
- Ribverhoudingen negeren. Ribs op 80–100% van de nominale wand veroorzaken diepe zinkmerken. De 50–60% regel geldt voor elk materiaal.
- Abrupte dikteovergangen. Scherpe veranderingen zonder taper creëren stressverhogers en cosmetische defecten.
- Stromingssimulatie niet uitvoeren. Moderne tools voorspellen vulpatronen, druk en koeling met grote nauwkeurigheid. Simulatie overslaan bij complexe onderdelen leidt meestal tot verlies.
Wat moet je controleren voordat je je ontwerp indient?
Voordat je je ontwerp voor gereedschap indient, doorloop deze checklist. Elk item kost seconden om te verifiëren en kan kostbare gereedschaprevisies voorkomen.
| Check Item | Slaagcriteria |
|---|---|
| Nominale wand binnen het ideale materiaalbereik | ✓ |
| wandvariatie binnen ±25% van nominaal | ✓ of genoteerd |
| Alle ribben ≤60% van nominale wand | ✓ |
| Dikteovergangen gebruiken 3:1 tapsheid | ✓ |
| Boss OD ≤3× gat diameter | ✓ |
| Dikste sectie geïdentificeerd en beoordeeld | ✓ |
| Stroomsimulatie voltooid | ✓ |
Het optimaliseren van wanddikte voordat de vorm wordt gebouwd is essentieel — de meest kosteneffectieve plaats om een dikteprobleem te fixeren is in CAD, niet in staal.
Veelgestelde vragen over wanddikte
Wat Is de Minimale Wanddikte voor Spuitgieten?
Voor de meeste technische thermoplasten (ABS, PC, Nylon) is 0,8 mm het praktische minimum voor korte stroompaden. Voor hoogvloeiende materialen zoals PP en PE kan je zo dun gaan als 0,5 mm. Deze minima vereisen hoge inspuitdruk en brengen risico op onvolledige vulling mee.
Kan de wanddikte variëren over een onderdeel?
Ja, maar de variatie moet binnen ±25% van de nominale wand blijven, met geleidelijke overgangen met een 3:1 tapsheidsverhouding tussen verschillende diktes.
Hoe Is Wanddikte Gerelateerd aan Krimp?
Dikkere secties krimpen meer omdat meer materiaal afkoelt en samentrekt. Deze differentiële krimp is de voornaamste oorzaak van vervorming in spuitgietonderdelen.
Beïnvloedt wanddikte de sterkte van onderdelen?
Ja, maar niet lineair. Het verdubbelen van de wanddikte verdubbelt meer dan de buigstijfheid (deze schaalt met de dikte tot de derde macht). Het verdikken van wanden verhoogt echter ook de restspanning en het risico op holtes. Goed geproportioneerde ribben bereiken vaak een betere sterkte-gewichtsverhouding.
Hoe Meet Je Wanddikte?
Gebruik dikte-analysetools in uw CAD-software (SolidWorks, Creo en de meeste MCAD-pakketten hebben deze ingebouwd). Bij fysieke onderdelen bieden ultrasone dikte-meters niet-destructieve metingen, of snijd dwarsdoorsneden voor directe meting met schuifmaten. Tijdens de productie is ultrasone diktebepaling de standaardmethode voor voortdurende kwaliteitsmonitoring.
Wat Is Dunwandig Spuitgieten?
Dunwandig spuitgieten verwijst naar onderdelen met een wanddikte onder 1,0 mm (soms zo dun als 0,3 mm voor elektronica-behuizingen). Het vereist hogesnelheidsmachines die zeer hoge drukken aankunnen (200+ MPa) en gespecialiseerd matrijsontwerp.
Bottom line: Houd wanddikte tussen 1,5–3,0 mm, handhaaf ±25% uniformiteit, gebruik 3:1 taps overgangen en houd ribben op 50–60% van de nominale wand. Deze vier regels voorkomen 90% van wanddikte-gerelateerde defecten.
Beslissingen over wanddikte die vroeg in het ontwerp worden genomen, bepalen of uw onderdeel efficiënt wordt gegoten of u tijdens de productie tegenwerkt. Als u een DFM-beoordeling wilt van ingenieren die duizenden wanddikte-ontwerpen voor 400+ materialen hebben geoptimaliseerd, neem contact op met ons team bij ZetarMold. Wij bedrijven 45 spuitgietmachines (90T–1850T) vanuit onze vestiging in Shanghai, met 30+ Engelssprekende projectmanagers die klaarstaan om te helpen.
-
Wanddikte ontwerp — BASF, “Onderdeel- en Matrijsontwerp,” Handboek Kunststoftechnologie, 2023. ↩
-
Differentiële krimp — Autodesk, “Moldflow Ontwerpgids,” 2024. ↩
-
Ontwerprichtlijnen — “Best Practices voor Wanddikte,” Society of Plastics Engineers, 2025. ↩
-
Koeltijd — “Optimalisatie Spuitgieten Koeling,” Plastics Technology, 2024. ↩







