 Перейти к содержанию
Перейти к содержанию 

Толщина стенки[1] is arguably the single most important design parameter in injection molding. Get it right, and your part molds cleanly, functions reliably, and costs less. Get it wrong, and you’re dealing with sink marks, warpage, voids, and cycle times that eat your margin.
Ключевые выводы:
- Keep nominal wall thickness between 1.5–3.0 mm for most engineering thermoplastics.
- Maintain wall variation within ±25% of the nominal value throughout the part.
- Use 3:1 taper ratio for transitions between different wall thicknesses.
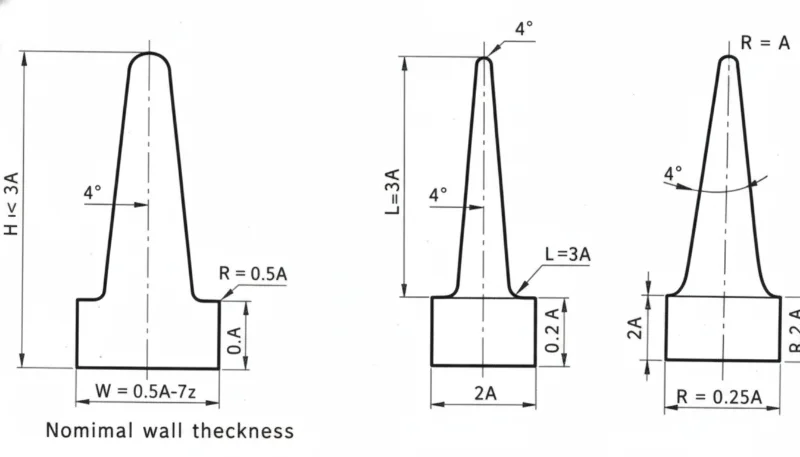
- Keep rib base thickness at 50–60% of nominal wall to avoid sink marks.
- Cooling time scales with the square of wall thickness — thin-wall design has high ROI.
This guide covers everything engineers need to know about литьё под давлением wall thickness: how to choose the right value, what happens when walls aren’t uniform, material-specific guidelines, and the most common mistakes from thousands of DFM reviews.
What Is Wall Thickness in Injection Molding?
Wall thickness is the distance between the outer and inner surface of a molded part at any cross-section. It determines how plastic flows through the injection mold cavity, how quickly the part cools, and whether final dimensions hold to specification.
“Wall thickness variation should stay within ±25% of the nominal value.”Правда
The industry guideline is ±25% variation. Exceeding this without gradual transitions causes differential shrinkage, warpage, and dimensional instability.
“A rib with base thickness equal to 80% of the nominal wall will not cause sink marks.”Ложь
Ribs thicker than 50–60% of nominal wall almost always produce visible sink marks because the rib creates a localized hot spot that cools much slower than the surrounding wall.
Thinner walls save material and reduce cycle time, but increase injection pressure requirements and risk short shots. Thicker walls flow more easily but cool slowly, extending cycle time and increasing the risk of voids and sink marks. The sweet spot for most engineering thermoplastics is 1.5–3.0 mm. Always verify your chosen thickness against the material supplier’s data sheet and flow simulation results before finalizing the design.
Why Is Uniform Wall Thickness So Important?
Non-uniform wall thickness is the root cause of more molding defects than any other single design error. When walls vary significantly, thick sections cool and shrink at a different rate than thin sections. This differential shrinkageлитьё под давлением[2] creates internal stresses that manifest as warpage, sink marks, and dimensional instability.
“Multiple thin ribs are generally better than one tall, thick rib for stiffness.”Правда
Multiple thin ribs distribute stress evenly, cool faster, and produce minimal sink marks compared to a single thick rib creating a localized thermal mass.
“A sharp 90° transition from 3 mm to 1.5 mm wall is acceptable if the thinner section is short.”Ложь
Abrupt transitions create stress concentrations regardless of length. They cause flow hesitation, increased residual stress, and visible surface defects. Always use the 3:1 taper ratio.
The guideline is straightforward: maintain wall thickness within ±25% of the nominal value throughout the entire part. If your nominal wall is 2.5 mm, every section should fall between 1.9 mm and 3.1 mm.

What Is the Recommended Wall Thickness by Material?
Different materials have different flow characteristics and shrinkage rates. Here’s a practical reference table based on extensive production data.
| Материал | Min Wall (mm) | Ideal Range (mm) | Max Practical (mm) |
|---|---|---|---|
| ABS | 0.8 | 1.5–3.0 | 4.5 |
| PC (поликарбонат) | 0.8 | 1.5–3.0 | 4.5 |
| PP (полипропилен) | 0.6 | 1.2–2.5 | 5.0 |
| PA (Nylon 6/66) | 0.6 | 1.0–3.0 | 4.0 |
| POM (Acetal) | 0.8 | 1.0–3.0 | 4.0 |
| PMMA (Acrylic) | 0.8 | 1.5–3.5 | 5.0 |
| PBT | 0.8 | 1.0–3.0 | 4.0 |
| ПЭ (полиэтилен) | 0.6 | 1.0–2.5 | 5.0 |
| PS (полистирол) | 0.8 | 1.0–3.0 | 4.5 |
| TPE/TPU | 0.5 | 1.0–3.0 | 5.0 |
The minimum wall values represent what’s technically possible with optimized processing, not what’s recommended for production. For reliable manufacturing, stay within the ideal range.
How Do You Transition Between Different Wall Thicknesses?
Sometimes wall thickness variation is unavoidable. When it happens, the transition between thick and thin sections is critical. The standard guideline is a 3:1 taper ratio: for every 1 mm of thickness change, provide at least 3 mm of gradual transition.
Abrupt thickness changes cause flow hesitation, stress concentrations, and visible sink marks on the opposite surface. In severe cases, parts crack at thickness transitions during assembly because residual stress exceeds the material’s yield strength.

What Happens When Walls Are Too Thick?
Thick walls create three problems: excessive cycle time, internal voids, and sink marks.
Cycle Time Penalty
Cooling time scales approximately with the square of wall thickness. A part with 2 mm walls might cool in 15 seconds; the same geometry with 4 mm walls could take 50–60 seconds. Across a production run of 100,000 parts, that’s thousands of additional machine hours.
“Cooling time scales with the square of wall thickness — doubling wall quadruples cooling time.”Правда
This non-linear relationship is why thin-wall design has such high ROI. Reducing wall from 4mm to 2mm can cut cooling time by 75%.
“Reducing wall thickness always improves part quality and production efficiency.”Ложь
While thin walls reduce material usage and cycle time, walls that are too thin cause short shots, increase injection pressure requirements, and compromise structural integrity. The optimal thickness balances flow, strength, and cost.
Внутренние пустоты
Когда толстые участки охлаждаются, внешняя оболочка затвердевает первой, а внутренняя часть ещё остаётся расплавленной. При усадке внутренней части она отходит от затвердевшей оболочки, создавая внутренние пустоты, которые снижают структурную целостность — особенно проблематично в нагрузочных применениях.
Маркировка раковины
Следы усадки — это поверхностное проявление того же явления. Когда материал в толстом участке усаживается, он втягивает поверхность внутрь, создавая видимую впадину, особенно заметную на глянцевых поверхностях. Соотношение толщины ребра к стенке напрямую контролирует степень усадки: ребра толще 50–60% толщины стенки почти всегда создают видимые следы усадки.
What Happens When Walls Are Too Thin?
Тонкие стенки несут свои риски. Самый непосредственный — недолив — расплав пластика застывает до полного заполнения полости. Это особенно проблематично для высоковязких материалов, таких как поликарбонат, и длинных путей течения, где вязкость расплава уже высока.
Тонкие стенки также увеличивают требования к давлению впрыска. Если требуемое давление превышает возможности машины, возникают недоливы и высокие остаточные напряжения.
Структурная целостность также является проблемой — всегда включайте запас безопасности для тонкостенных деталей в потребительских товарах, подвергаемых испытаниям на удар. Деталь, выдерживающая статические нагрузки, может сломаться при ударе, если стенки слишком тонкие.

How Do Ribs and Bosses Affect Wall Thickness?
Ребра и бобышки — наиболее распространенные элементы, взаимодействующие с толщиной стенки. Для ребер: толщина основания должна составлять 50–60% от номинальной стенки, высота не должна превышать 3× номинальной стенки, и несколько тонких ребер лучше, чем одно высокое толстое ребро.
Для бобышек решением является кернение — создание полости в центре с помощью стержня для поддержания равномерной толщины стенки. Внешний диаметр бобышки не должен превышать 2–3 раза диаметра отверстия. Детали, соответствующие этим пропорциям, литье под давлением литьевая форма[3] отливаются чисто; отклонения приводят к постоянным проблемам с качеством.
How Does Wall Thickness Affect Cycle Time?
На сайте литьё под давлением, время охлаждения[4] обычно составляет 50–70% от общего времени цикла, определяемого самым толстым сечением.
| Номинальная стенка | Типичное время охлаждения | Относительная стоимость цикла |
|---|---|---|
| 1.5 mm | 8–12 секунд | 1.0× (baseline) |
| 2,0 мм | 12–18 секунд | 1,3× |
| 2,5 мм | 18–25 секунд | 1.6× |
| 3.0 mm | 25–35 секунд | 2,0× |
| 4.0 mm | 40–60 секунд | 3.0× |
Переход от стенок 2,0 мм к 3,0 мм примерно удваивает производственную стоимость детали только за счет времени цикла. Тонкостенное проектирование, когда оно конструктивно возможно, является одной из оптимизаций с наивысшей окупаемостью инвестиций в литье под давлением.

What Are the Most Common Wall Thickness Mistakes?
- Не соблюдается равномерная толщина. Детали, спроектированные без анализа толщины, имеют участки в 3 раза толще номинальных рядом с сечениями в половину номинальной стенки, что вызывает утяжины, коробление и увеличенное время цикла.
- Избыточное утолщение для прочности. Инженеры добавляют материал, когда ребро будет легче, быстрее производиться и более размерно стабильным.
- Игнорирование пропорций рёбер. Рёбра при 80–100% толщины стенки вызывают глубокие следы усадки. Правило 50–60% применяется к каждому материалу.
- Резкие переходы толщины. Резкие изменения без конусности создают концентраторы напряжений и косметические дефекты.
- Не проводится моделирование течения. Современные инструменты с высокой точностью предсказывают картину заполнения, давление и охлаждение. Пропуск моделирования на сложных деталях обычно приводит к потерям.
Что следует проверить перед отправкой вашего дизайна?
Перед отправкой вашего проекта на изготовление оснастки, пройдитесь по этому чек-листу. Каждый пункт занимает секунды для проверки и может предотвратить дорогостоящие доработки инструмента.
| Check Item | Критерии прохождения |
|---|---|
| Номинальная стенка в идеальном диапазоне материала | ✓ |
| Изменение толщины стенки в пределах ±25% от номинальной | ✓ или отмечено |
| Все ребра ≤60% толщины стенки | ✓ |
| Переходы толщины используют конусность 3:1 | ✓ |
| Внешний диаметр бобышки ≤3× диаметра отверстия | ✓ |
| Наиболее толстый участок идентифицирован и проверен | ✓ |
| Моделирование течения завершено | ✓ |
Оптимизация толщины стенки до изготовления пресс-формы крайне важна — самое дешёвое место для исправления проблемы с толщиной находится в CAD, а не в стали.
Часто задаваемые вопросы о толщине стенок
Какая минимальная толщина стенки для литья под давлением?
Для большинства инженерных термопластов (ABS, ПК, нейлон) 0,8 мм является практическим минимумом для коротких путей течения. Для высокотекучих материалов, таких как ПП и ПЭ, можно достичь толщины до 0,5 мм. Эти минимумы требуют высокого давления впрыска и несут риск недолива.
Может ли толщина стенок варьироваться в детали?
Да, но отклонение должно оставаться в пределах ±25% от номинальной стенки, с плавными переходами между разными толщинами с использованием соотношения сужения 3:1.
Как толщина стенки связана с усадкой?
Более толстые участки сжимаются сильнее, поскольку больше материала охлаждается и сокращается. Эта дифференциальная усадка является основной причиной коробления в литьевых деталях.
Влияет ли толщина стенки на прочность детали?
Да, но не линейно. Удвоение толщины стенки более чем удваивает жесткость на изгиб (она масштабируется с кубом толщины). Однако утолщение стенок также увеличивает остаточные напряжения и риск образования пустот. Правильно пропорционированные ребра часто обеспечивают лучшее соотношение прочности к весу.
Как измеряется толщина стенки?
Используйте инструменты анализа толщины в вашем CAD-программе (SolidWorks, Creo и большинство MCAD-пакетов имеют их встроенные). На физических деталях ультразвуковые толщиномеры обеспечивают неразрушающий контроль, или делайте поперечные сечения для прямого измерения штангенциркулем. В процессе производства ультразвуковое измерение толщины является стандартным методом для постоянного контроля качества.
Что такое формование тонкостенных изделий?
Тонкостенное литье относится к деталям с толщиной стенки менее 1,0 мм (иногда до 0,3 мм для корпусов электроники). Для этого требуются высокоскоростные машины, способные создавать очень высокое давление (200+ МПа), и специализированная конструкция формы.
Bottom line: Сохраняйте толщину стенки между 1,5–3,0 мм, обеспечивайте однородность ±25%, используйте переходы с уклоном 3:1 и поддерживайте ребра на уровне 50–60% от номинальной толщины стенки. Эти четыре правила предотвращают 90% дефектов, связанных с толщиной стенки.
Выбор толщины стенки, сделанный на ранних этапах проектирования, определяет, будет ли ваша деталь эффективно формоваться или создавать проблемы на протяжении всего производства. Если вам нужна проверка DFM от инженеров, которые оптимизировали тысячи конструкций толщины стенки для более чем 400 материалов, обратитесь к нашей команде в ZetarMold. Мы используем 45 машин для литья под давлением (90T–1850T) на нашей площадке в Шанхае, с более чем 30 англоговорящими менеджерами проектов, готовыми помочь.
-
Толщина стенок — BASF, «Конструкция детали и формы», справочник по технологии пластиков, 2023. ↩
-
Разностная усадка — Autodesk, «Руководство по проектированию Moldflow», 2024. ↩
-
Рекомендации по проектированию — «Практические рекомендации по толщине стенки», Общество инженеров-пластиковщиков, 2025. ↩
-
Время охлаждения — «Оптимизация охлаждения при литье под давлением», Технология пластиков, 2024. ↩







