 Saltar para o conteúdo
Saltar para o conteúdo 

Espessura da parede[1] é, sem dúvida, o parâmetro de design mais importante na moldagem por injeção. Acertar nisto e a sua peça molda-se limpa, funciona de forma fiável e custa menos. Errar nisto e estará a lidar com marcas de encolhimento, empenamento, vazios e tempos de ciclo que consomem a sua margem.
Key Takeaways:
- Mantenha a espessura nominal da parede entre 1,5 e 3,0 mm para a maioria dos termoplásticos de engenharia.
- Mantenha a variação da parede dentro de ±25% do valor nominal em toda a peça.
- Utilize uma relação de afunilamento de 3:1 para transições entre diferentes espessuras de parede.
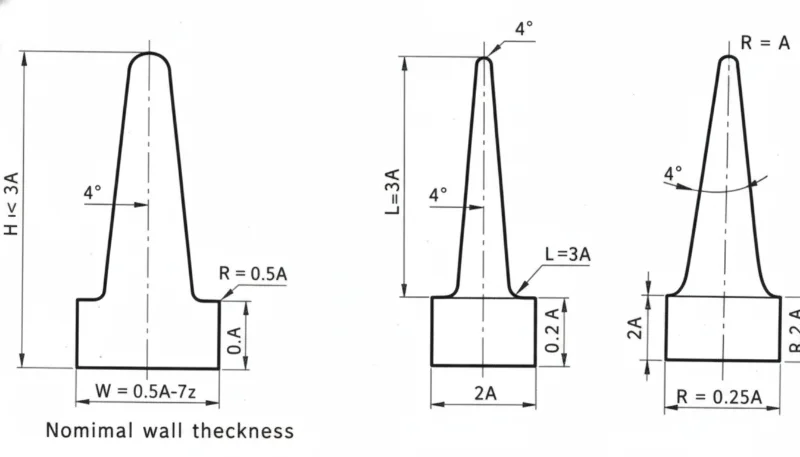
- Mantenha a espessura da base da nervura em 50–60% da parede nominal para evitar marcas de retração.
- O tempo de arrefecimento escala com o quadrado da espessura da parede — o design de parede fina tem um ROI elevado.
Este guia abrange tudo o que os engenheiros precisam de saber sobre moldagem por injeção espessura da parede: como escolher o valor correto, o que acontece quando as paredes não são uniformes, diretrizes específicas do material e os erros mais comuns de milhares de revisões de DFM.
O que é Espessura de Parede na Moldagem por Injeção?
A espessura da parede é a distância entre a superfície exterior e interior de uma peça moldada em qualquer secção transversal. Determina como o plástico flui através da cavidade do molde de injeção, a rapidez com que a peça arrefece e se as dimensões finais se mantêm dentro da especificação.
“A variação da espessura da parede deve manter-se dentro de ±25% do valor nominal.”Verdadeiro
A diretriz da indústria é uma variação de ±25%. Exceder isso sem transições graduais causa retração diferencial, empenamento e instabilidade dimensional.
“Uma nervura com espessura de base igual a 80% da parede nominal não causará marcas de encolhimento.”Falso
Nervuras mais espessas que 50–60% da parede nominal produzem quase sempre marcas de retração visíveis, porque a nervura cria um ponto quente localizado que arrefece muito mais devagar do que a parede circundante.
Paredes mais finas poupam material e reduzem o tempo de ciclo, mas aumentam os requisitos de pressão de injeção e o risco de peças incompletas. Paredes mais grossas fluem mais facilmente, mas arrefecem lentamente, prolongando o tempo de ciclo e aumentando o risco de vazios e marcas de encolhimento. O ponto ideal para a maioria dos termoplásticos de engenharia é 1,5–3,0 mm. Verifique sempre a espessura escolhida com a ficha técnica do fornecedor do material e os resultados da simulação de fluxo antes de finalizar o design.
Porque é a Espessura de Parede Uniforme Tão Importante?
A espessura da parede não uniforme é a causa principal de mais defeitos de moldagem do que qualquer outro erro de projeto isolado. Quando as paredes variam significativamente, as secções grossas arrefecem e encolhem a um ritmo diferente das secções finas. Este encolhimento diferencialmoldagem por injeção[2] cria tensões internas que se manifestam como empenamento, marcas de retração e instabilidade dimensional.
“Múltiplas nervuras finas são geralmente melhores do que uma nervura alta e grossa para a rigidez.”Verdadeiro
Várias nervuras finas distribuem a tensão uniformemente, arrefecem mais rapidamente e produzem marcas de encolhimento mínimas em comparação com uma única nervura grossa que cria uma massa térmica localizada.
“Uma transição brusca de 90° de uma parede de 3 mm para 1,5 mm é aceitável se a secção mais fina for curta.”Falso
Transições abruptas criam concentrações de tensão independentemente do comprimento. Causam hesitação de fluxo, aumento da tensão residual e defeitos superficiais visíveis. Utilize sempre a relação de afunilamento de -1.
A diretriz é simples: mantenha a espessura da parede dentro de ±25% do valor nominal em toda a peça. Se a sua parede nominal for de 2,5 mm, cada secção deve estar entre 1,9 mm e 3,1 mm.

Qual é a Espessura de Parede Recomendada por Material?
Materiais diferentes têm diferentes características de fluxo e taxas de contração. Aqui está uma tabela de referência prática baseada em dados extensivos de produção.
| Material | Min Wall (mm) | Intervalo Ideal (mm) | Máximo Prático (mm) |
|---|---|---|---|
| ABS | 0.8 | 1.5–3.0 | 4.5 |
| PC (Policarbonato) | 0.8 | 1.5–3.0 | 4.5 |
| PP (Polipropileno) | 0.6 | 1.2–2.5 | 5.0 |
| PA (Nylon 6/66) | 0.6 | 1.0–3.0 | 4.0 |
| POM (Acetal) | 0.8 | 1.0–3.0 | 4.0 |
| PMMA (Acrylic) | 0.8 | 1,5–3,5 | 5.0 |
| PBT | 0.8 | 1.0–3.0 | 4.0 |
| PE (Polietileno) | 0.6 | 1.0–2.5 | 5.0 |
| PS (Poliestireno) | 0.8 | 1.0–3.0 | 4.5 |
| TPE/TPU | 0.5 | 1.0–3.0 | 5.0 |
Os valores mínimos de espessura representam o que é tecnicamente possível com processamento otimizado, não o que é recomendado para produção. Para uma fabricação fiável, mantenha-se dentro da gama ideal.
Como Fazer a Transição Entre Diferentes Espessuras de Parede?
Por vezes, a variação da espessura da parede é inevitável. Quando isso acontece, a transição entre secções grossas e finas é crítica. A diretriz padrão é uma relação de afunilamento de 3:1: por cada 1 mm de alteração de espessura, forneça pelo menos 3 mm de transição gradual.
Mudanças abruptas de espessura causam hesitação no fluxo, concentrações de tensão e marcas de encolhimento visíveis na superfície oposta. Em casos graves, as peças racham nas transições de espessura durante a montagem porque a tensão residual excede a resistência ao escoamento do material.

O Que Acontece Quando as Paredes São Muito Grossas?
Paredes grossas criam três problemas: tempo de ciclo excessivo, vazios internos e marcas de encolhimento.
Cycle Time Penalty
O tempo de arrefecimento escala aproximadamente com o quadrado da espessura da parede. Uma peça com paredes de 2 mm pode arrefecer em 15 segundos; a mesma geometria com paredes de 4 mm pode levar 50–60 segundos. Ao longo de uma produção de 100.000 peças, isso representa milhares de horas adicionais de máquina.
“O tempo de arrefecimento escala com o quadrado da espessura da parede — duplicar a espessura quadruplica o tempo de arrefecimento.”Verdadeiro
Esta relação não linear é a razão pela qual o projeto de paredes finas tem um ROI tão elevado. Reduzir a parede de 4 mm para 2 mm pode cortar o tempo de arrefecimento em 75%.
“Reduzir a espessura da parede melhora sempre a qualidade da peça e a eficiência da produção.”Falso
Embora paredes finas reduzam o uso de material e o tempo de ciclo, paredes demasiado finas causam preenchimento incompleto, aumentam os requisitos de pressão de injeção e comprometem a integridade estrutural. A espessura ideal equilibra fluxo, resistência e custo.
Vazios Internos
Quando as secções grossas arrefecem, a pele exterior solidifica primeiro enquanto o interior ainda está fundido. À medida que o interior encolhe, afasta-se da pele solidificada, criando vazios internos que reduzem a integridade estrutural — particularmente problemático em aplicações de carga.
Marcas de pia
As marcas de retração são a manifestação superficial do mesmo fenómeno. Quando o material numa secção espessa contrai, puxa a superfície para dentro, criando uma depressão visível especialmente notória em superfícies brilhantes. As proporções nervura-parede controlam diretamente a gravidade da retração: nervuras mais espessas que 50–60% da parede nominal produzem quase sempre marcas de retração visíveis.
O Que Acontece Quando as Paredes São Muito Finas?
Paredes finas trazem os seus próprios riscos. O mais imediato são os preenchimentos incompletos — o plástico fundido solidifica antes de preencher completamente a cavidade. Isto é especialmente problemático com materiais de alta viscosidade como o policarbonato e percursos de fluxo longos, onde a viscosidade do fundido já é elevada.
Paredes finas também aumentam os requisitos de pressão de injeção. Se a pressão necessária exceder a capacidade da máquina, obtém-se preenchimentos incompletos e elevada tensão residual.
A integridade estrutural é outra preocupação — inclua sempre uma margem de segurança para peças de parede fina em produtos de consumo sujeitos a testes de queda. Uma peça que sobrevive a cargas estáticas pode rachar ao impacto se as paredes forem demasiado finas.

Como as Nervuras e os Bossos Afetam a Espessura da Parede?
Nervuras e bossagens são os elementos mais comuns que interagem com a espessura da parede. Para nervuras: a espessura da base deve ser 50–60% da parede nominal, a altura não deve exceder 3× a parede nominal, e múltiplas nervuras finas são melhores do que uma nervura alta e espessa.
Para bossos, o núcleo é a solução — esvaziar o centro com um pino de núcleo para manter uma espessura de parede uniforme. O diâmetro externo do boss não deve exceder 2–3 vezes o diâmetro do furo. Peças que seguem estas proporções de moldagem por injeção molde de injeção[3] moldam limpo; aqueles que se desviam geram problemas de qualidade contínuos.
Como é que a Espessura da Parede Afeta o Tempo de Ciclo?
Em moldagem por injeção, tempo de arrefecimento[4] normalmente representa 50–70% do tempo total de ciclo, governado pela secção transversal mais espessa.
| Parede Nominal | Tempo de Arrefecimento Típico | Custo Relativo do Ciclo |
|---|---|---|
| 1.5 mm | 8–12 segundos | 1,0× (linha de base) |
| 2,0 mm | 12–18 segundos | 1,3× |
| 2,5 mm | 18–25 segundos | 1,6× |
| 3.0 mm | 25–35 segundos | 2,0× |
| 4.0 mm | 40–60 segundos | 3.0× |
Passar de paredes de 2,0 mm para 3,0 mm aproximadamente duplica o custo de fabricação por peça apenas pelo tempo de ciclo. O projeto de paredes finas, quando estruturalmente viável, é uma das otimizações de maior ROI na moldagem por injeção.

Quais São os Erros Mais Comuns na Espessura da Parede?
- Negligenciar espessura uniforme. Peças projetadas sem análise de espessura têm áreas 3× mais espessas do que a parede nominal ao lado de secções com metade da espessura nominal, causando marcas de encolhimento, empenamento e tempos de ciclo prolongados.
- Sobreespessamento para resistência. Os engenheiros adicionam material quando uma nervura seria mais leve, mais rápida de produzir e mais dimensionalmente estável.
- Ignorar proporções das nervuras. Nervuras a 80–100% da parede nominal causam marcas de retração profundas. A regra dos 50–60% aplica-se a todos os materiais.
- Transições abruptas de espessura. Mudanças bruscas sem afunilamento criam pontos de tensão e defeitos cosméticos.
- Não executar simulação de fluxo. As ferramentas modernas preveem padrões de enchimento, pressão e arrefecimento com alta precisão. Saltar a simulação em peças complexas geralmente resulta em perdas.
O Que Deve Verificar Antes de Submeter o Seu Design?
Antes de submeter o seu design para moldagem, percorra esta lista de verificação. Cada item leva segundos a verificar e pode evitar revisões dispendiosas da ferramenta.
| Check Item | Critérios de Aprovação |
|---|---|
| Parede nominal dentro da gama ideal do material | ✓ |
| Variação da parede dentro de ±25% da nominal | ✓ ou anotado |
| Todas as nervuras ≤60% da parede nominal | ✓ |
| Transições de espessura usam afunilamento de 3:1 | ✓ |
| DE externo da bossagem ≤3× diâmetro do furo | ✓ |
| Secção mais espessa identificada e revista | ✓ |
| Simulação de fluxo concluída | ✓ |
Otimizar a espessura da parede antes da construção do molde é essencial — o local mais barato para corrigir um problema de espessura é no CAD, não no aço.
Perguntas Frequentes Sobre Espessura da Parede
Qual é a Espessura Mínima da Parede para Moldagem por Injeção?
Para a maioria dos termoplásticos de engenharia (ABS, PC, Nylon), 0,8 mm é o mínimo prático para trajetos de fluxo curtos. Para materiais de alto fluxo como PP e PE, pode-se ir até 0,5 mm de espessura. Estes mínimos requerem alta pressão de injeção e acarretam risco de peças incompletas.
A Espessura da Parede Pode Variar ao Longo de uma Peça?
Sim, mas a variação deve permanecer dentro de ±25% da parede nominal, com transições graduais utilizando uma relação de afunilamento de 3:1 entre diferentes espessuras.
Como é que a Espessura da Parede está Relacionada com a Retração?
Secções mais grossas encolhem mais porque mais material está a arrefecer e a contrair. Esta contração diferencial é a principal causa de empenamento em peças moldadas por injeção.
A Espessura da Parede Afeta a Resistência da Peça?
Sim, mas não de forma linear. Duplicar a espessura da parede mais do que duplica a rigidez à flexão (escala com o cubo da espessura). No entanto, o aumento da espessura das paredes também aumenta a tensão residual e o risco de vazios. Nervuras devidamente proporcionadas frequentemente alcançam melhor desempenho de resistência-peso.
Como Medir a Espessura da Parede?
Utilize ferramentas de análise de espessura no seu software CAD (SolidWorks, Creo e a maioria dos pacotes MCAD têm-nas integradas). Em peças físicas, os medidores de espessura ultrassónicos fornecem medição não destrutiva, ou corte secções transversais para medição direta com paquímetros. Durante a produção, a medição ultrassónica é o método padrão para monitorização contínua da qualidade.
O Que É Moldagem de Paredes Finas?
A moldação de parede fina refere-se a peças com espessura de parede inferior a 1,0 mm (por vezes tão fina quanto 0,3 mm para invólucros eletrónicos). Requer máquinas de alta velocidade capazes de pressões muito elevadas (200+ MPa) e design de molde especializado.
Bottom line: Mantenha a espessura da parede entre 1,5–3,0 mm, mantenha uma uniformidade de ±25%, utilize transições de afunilamento de 3:1 e mantenha as nervuras a 50–60% da parede nominal. Estas quatro regras previnem 90% dos defeitos relacionados com a espessura da parede.
As decisões sobre a espessura da parede tomadas no início do design determinam se a sua peça molda eficientemente ou se luta contra si durante toda a produção. Se desejar uma revisão de DFM por engenheiros que otimizaram milhares de designs de espessura de parede em mais de 400 materiais, contacte a nossa equipa na ZetarMold. Operamos 45 máquinas de moldação por injeção (90T–1850T) a partir da nossa instalação em Xangai, com mais de 30 gestores de projeto anglófonos prontos para ajudar.
-
Conceção da espessura da parede — BASF, “Part and Mold Design,” Plastics Technology Handbook, 2023. ↩
-
Retração diferencial — Autodesk, “Moldflow Design Guide,” 2024. ↩
-
Diretrizes de design — “Wall Thickness Best Practices,” Society of Plastics Engineers, 2025. ↩
-
Tempo de arrefecimento — “Injection Molding Cooling Optimization,” Plastics Technology, 2024. ↩





