 Overslaan naar inhoud
Overslaan naar inhoud 

Inleiding: De spuitgietcyclus, ook spuitgietcyclus genoemd, is de tijd die nodig is om een spuitgietproces te voltooien. Het omvat de tijd vanaf het sluiten van de matrijs tot het moment dat het product gevormd en gekoeld is, de matrijs opengaat, het product verwijderd wordt en de machine klaar is voor de volgende cyclus.

Deze cyclus heeft een directe invloed op de productie-efficiëntie en het gebruik van apparatuur, omdat het de totale tijd is die de spuitgietmachine nodig heeft om een kunststof onderdeel te maken.
Een nauwkeurige beheersing van de spuitgietcyclus is essentieel voor de kunststofverwerkende industrie en is een van de belangrijke factoren voor het concurrentievermogen en de marktprestaties van een bedrijf. Dit artikel bespreekt in detail wat de spuitgietcyclus is.

Wat is de samenstelling van de cyclustijd van het spuitgieten?
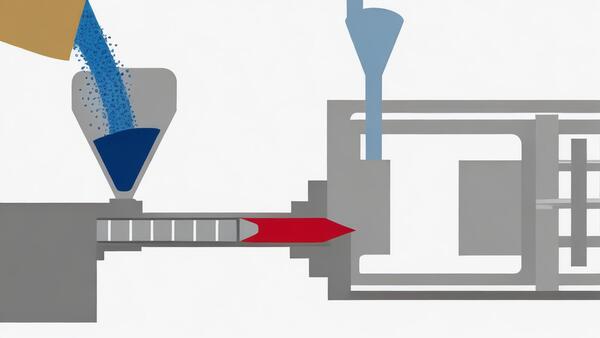
De injectiecyclus bestaat uit injectie (vormen vullen), wachttijd, afkoelings- en voedingstijd (inclusief pre-plasticisatie), openen van de matrijs (product verwijderen), hulpbewerkingen (zoals losmiddel aanbrengen, inzetstukken plaatsen, enz.) en het sluiten van de matrijs.
In de hele spuitgietcyclus zijn de koeltijd en de injectietijd het belangrijkst en hebben ze een beslissende invloed op de prestaties en de kwaliteit van het product. De injectiecyclus is een belangrijke procesfactor die invloed heeft op spuitgieten.
Injectietijd
Het injectieproces kan in de volgende stappen worden onderverdeeld:
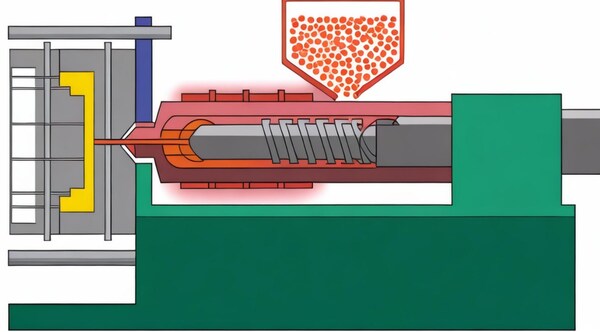
Niet-belaste plunjer: Gedurende de tijd t0~t1 wordt het materiaal in het vat verwarmd en geplastificeerd. Voor de injectie begint de plunjer (of schroef) naar voren te bewegen, maar het materiaal is nog niet in de matrijsholte terechtgekomen.

De plunjer bevindt zich in een onbelaste toestand. Wanneer het materiaal met hoge snelheid door de plunjer en de poort stroomt, stijgt de temperatuur door schuifwrijving en neemt de druk bij de plunjer en de plunjer toe door de stromingsweerstand.
Vormvulfase: Op tijdstip t1 begint de plastic smelt in de matrijsholte geïnjecteerd te worden en stijgt de druk in de matrijs snel. Op tijdstip t2 wordt de matrijsholte gevuld en bereikt de druk in de matrijsholte het hoogste punt. Tegelijkertijd gaan de materiaaltemperatuur, de druk van de plunjer en de spuitmond omhoog.
Drukhoudperiode: Van t2 tot t3 is het plastic nog steeds gesmolten. De plunjer moet druk op het plastic houden om het plastic in te pakken en vorm te geven in de vormholte, en langzaam een beetje meer plastic in de vormholte duwen om het krimpen van het plastic tijdens het afkoelen te compenseren.
Als het materiaal in de matrijsholte afkoelt, begint de druk in de matrijs ook te dalen omdat het plastic afkoelt en krimpt.

Terugkeerperiode (terugkeerdrukperiode of terugstroomperiode) De plunjer beweegt geleidelijk terug vanaf t3, en nieuw materiaal (pre-plasticatie) wordt tijdens het proces aan de voorkant van het vat geleverd.
Door de afname van de druk bij het vatmondstuk en de poort, en de hoge druk in de matrijsholte, wordt de niet-bevroren plastic smelt teruggeduwd naar de poort en de spuitmond door de interne druk van de matrijs, wat resulteert in terugstroming.
Verhardingsperiode
Gedurende de tijd van t4 tot t5 blijft de temperatuur van het materiaal in de holte dalen. Wanneer het de temperatuur van stolling en verharding bereikt, bevriest de poort en stopt de terugstroming. De stollingstijd is een bepaalde tijd tussen t4 en t5.
De daaropvolgende afkoelperiode is de tijd nadat de poort bevriest. Eigenlijk begint het koelen van de kunststof in de holte nadat het vullen is voltooid (tijd t2). De daaropvolgende afkoelperiode is om het product in de holte verder af te koelen tot dicht bij de glasovergangstemperatuur van de kunststof en dan te ontvormen.
Wachttijd
Tijdens de verpakkingsfase wordt druk uitgeoefend op de smelt om het polymeer samen te drukken en meer materiaal in de mal te duwen. Deze fase wordt gebruikt om het krimpen van het polymeer tijdens het afkoelen van de smelttemperatuur naar de omgevingstemperatuur (kamertemperatuur) te compenseren.
Tijdens de verpakkingsfase kan nog eens 5% tot 25% materiaal aan de mal worden toegevoegd. De poort moet bevroren zijn tijdens de verpakkingsfase om te voorkomen dat het materiaal uit de mal stroomt.

Wat injectie en verpakkingstijd betreft, is de injectie vultijd van algemene producten erg kort, variërend van ongeveer 2 tot 10 seconden, wat varieert met de vorm en grootte van de kunststof en het product.
De vultijd van grote en dikwandige producten kan oplopen tot meer dan 10 seconden. De verpakkingstijd van algemene producten is ongeveer 20 tot 100 seconden, en die van grote en dikwandige producten kan oplopen tot 1 tot 5 minuten of zelfs meer.

De koeltijd is gebaseerd op het principe dat het product niet buigt tijdens het ontvormen en de tijd is kort. Over het algemeen is de tijd 30 tot 120 seconden, en grote en dikwandige producten kunnen langer worden gemaakt.
Koeltijd
Koeltijd is een fase in de spuitgieten cyclus waarbij geen druk wordt uitgeoefend op de kunststof. De matrijs blijft gesloten en de kunststof blijft afkoelen tot het onderdeel uitgeworpen kan worden. De afkoelingsfase is meestal de langste fase in de vormcyclus en is vaak goed voor 80% van de totale cyclustijd.
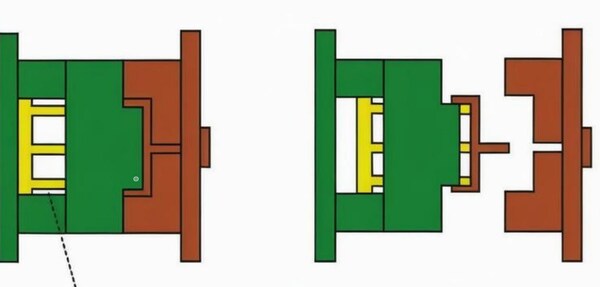
Tijd tot openen van de mal
Dit is de tijd die nodig is om de matrijs te openen voordat de volgende cyclus begint. Deze tijd omvat: het openen van de matrijs, het uitwerpen van het onderdeel, het klaarmaken voor de volgende cyclus, zoals het laden van de insert (niet altijd onderdeel van de cyclus), en het sluiten van de matrijs.

Hoeveel onderdelen zitten er in de spuitgietcyclus?
De tijd die nodig is om een spuitgietproces te voltooien wordt de spuitgietcyclus genoemd, ook wel de cyclustijd. Deze bestaat eigenlijk uit de volgende onderdelen:
Gietcyclus
De gietcyclus is belangrijk voor de arbeidsproductiviteit en het gebruik van apparatuur. Fabrikanten van kunststof matrijzen moeten dus proberen om de relevante tijd in de vormcyclus te verkorten en tegelijkertijd de kwaliteit te waarborgen.

In de hele spuitgietcyclus zijn de injectietijd en de koeltijd het belangrijkst en ze hebben een beslissende invloed op de kwaliteit van het product. De vultijd in de injectietijd is evenredig met de vulsnelheid en de vultijd in de productie ligt meestal rond de 3-5 seconden.
Woontijd
De tijd dat de kunststof onder druk in de matrijs staat, wordt de wachttijd genoemd. Deze maakt een groot deel uit van de totale injectietijd, meestal 20-120 seconden (voor dikke onderdelen kan dit oplopen tot 5-10 minuten). De wachttijd beïnvloedt de maatnauwkeurigheid van het onderdeel totdat het materiaal aan de poort bevriest.

Als hij te kort is, heeft hij geen effect. De wachttijd heeft ook een optimale waarde die afhangt van de materiaaltemperatuur, matrijstemperatuur, poortgrootte en poortlocatie. Als de poortgrootte en -locatie en de procesomstandigheden normaal zijn, wordt meestal de drukwaarde gebruikt die het kleinste krimpbereik voor het onderdeel oplevert.
Koeltijd
De koeltijd wordt voornamelijk bepaald door de dikte van het product, de thermische en kristallisatie-eigenschappen van de kunststof en de matrijstemperatuur. Het einde van de koeltijd moet gebaseerd zijn op het principe dat het product niet verandert tijdens het ontvormen. De koeltijd ligt meestal tussen 30 en 120 seconden.

Een te lange koeltijd is onnodig, wat niet alleen de productie-efficiëntie vermindert, maar ook gevolgen heeft voor complexe onderdelen. Ontvormen is moeilijk en er kan zelfs ontvormspanning ontstaan bij geforceerd ontvormen. Andere momenten in de vormcyclus hebben te maken met of het productieproces continu geautomatiseerd is en de mate van continue automatisering.
Hoe schat je de cyclus van het spuitgieten in?
Spuitgieten is een cyclisch proces. De vormcyclus bestaat voornamelijk uit materiaalopslagtijd, injectietijd, afkoeltijd, tijd voor het openen en sluiten van de matrijs, uitwerpen en verwijderen.

Het koelen van het product en het doseren en opslaan van het materiaal gebeurt tegelijkertijd. Neem bij het berekenen van de vormcyclus de grootste waarde van de twee (de koeltijd omvat meestal ook de materiaalopslagtijd).
Materiaalopslag en injectiewachttijd
De tijd voor het opslaan en injecteren van het materiaal moet worden bepaald op basis van de eigenschappen van de kunststof, de vorm van het product en de kwaliteitseisen (uiterlijk, grootte, enz.). Dit hangt samen met veel factoren zoals injectiedruk, injectiesnelheid, schroefsnelheid, tegendruk en temperatuur.
Om de kwaliteit te waarborgen, moet de kortste tijd worden nagestreefd. Bij het schatten van de materiaalopslagtijd van spuitgietproducten wordt meestal gerekend tussen 65% en 85% van de maximale plastificeercapaciteit (g/s) van de spuitgietmachine. Het injectieproces wordt meestal verdeeld in 3 fases (langzaam-snel-langzaam).
Bij het schatten; T=W/20~50%V + t. T: totale injectietijd; W: totaal injectievolume (gewicht van een enkel product x aantal + gewicht van de spuitmond); V: maximale injectiesnelheid van de spuitgietmachine; t: een tijdbasis die nodig is voor het starten en stoppen van de schroef; 80T~200T duurt 1~2S; 200T~500T duurt 2~3S; 500T~1000T duurt 3~4S .
Drukhoudtijd
De wachttijd onder druk is de tijd tussen het vullen van de vormholte en het einde van de wachttijd onder druk. De keuze van de wachttijd hangt meestal af van de eisen die het product stelt aan uiterlijke krimp, grootte en vervorming.
Koeltijd
De afkoeltijd is de tijd vanaf het einde van het onder druk houden tot het openen van de mal. De lengte van de koeltijd wordt beïnvloed door factoren zoals de vorm en wanddikte van het product, het ontwerp van het koelwater van de mal, de temperatuur van de mal en de eigenschappen van de smelt.

Om een goede productkwaliteit te garanderen, moet de koeltijd zo kort mogelijk zijn. Als het product vast is, is het ontwerp van het koelwater van de mal de belangrijkste factor die de duur van de koeltijd beïnvloedt.
Openings- en sluitingstijd van de schimmel
De openingstijd en sluitingstijd van de matrijs worden beïnvloed door factoren zoals de grootte van de machine en de structuur van de matrijs.

De kerntrekstructuur (dia) op de mal, het mechanisme voor het openen en sluiten van de mal, het mechanisme van de drieplatenmal (fijne waterafvoer), enz. hebben invloed op de tijd die nodig is voor het openen en sluiten van de mal. Over het algemeen duurt het bij 80T~200T 4~8S, bij 200T~500T 6~10S en bij 500T~1000T 8~15S.
Uitwerp- en ophaaltijd
De uitwerp- en uitnametijd wordt beïnvloed door de uitwerpsnelheid, de uitwerpslag en de uitwerpmethode (automatisch, handmatig, robot). Automatisch uitwerpen wordt over het algemeen alleen gebruikt voor kleine producten met lage uiterlijke eisen (interne onderdelen), en de uitwerptijd is over het algemeen 0,5~2S.

Wanneer de robot het product uit de matrijs neemt, kan de matrijs beginnen te sluiten nadat het product het matrijsbereik heeft verlaten. De uitwerp- en uitnametijd is over het algemeen 3~8S, en handmatig uitnemen duurt over het algemeen 1~3S langer dan met de robot. Over het algemeen worden vergelijkbare producten gebruikt als referentie om de vormcyclus in te schatten.
Wat zijn de belangrijkste manieren om spuitgieten te verkorten?
De belangrijkste reden voor het gebruik van high-speed automatische spuitgietmatrijzen is het verkorten van de spuitgietcyclus en het bereiken van de limiet van de spuitgieten De plastificeercapaciteit van de machine om de kwaliteit van kunststof onderdelen te verbeteren, arbeid te besparen en de productie-efficiëntie te verbeteren. De belangrijkste methoden om de gietcyclus te verkorten zijn als volgt.

Injectietijd verkorten
Om de injectietijd te verkorten, kun je de injectiedruk verhogen om de tijd te verkorten die het gesmolten materiaal nodig heeft om de mal te vullen. Hiervoor moet je poorten met een kleinere doorsnede gebruiken, zoals pinpoint poorten en side poorten.
Omdat deze poorten een kleine dwarsdoorsnede hebben, genereert het gesmolten materiaal, wanneer het er doorheen stroomt, een zeer hoge afschuifsnelheid en nieuwe warmte als gevolg van snelle wrijving, waardoor de vloeibaarheid van het gesmolten materiaal toeneemt en het snel de matrijsholte kan vullen. Om dit te bereiken moet de runner zo kort mogelijk zijn.

Als je een runnerless of hotrunner gating systeem gebruikt, kan de voorkant van de spuitmond direct in contact komen met de gate, wat de stromingsweerstand sterk vermindert en de injectietijd verkort.
Houd de verschillende onderdelen van de spuitgietproducten op een geschikte temperatuur. Tijdens het injectieproces, als gevolg van de warmtedissipatie van de runner en het matrijslichaam, daalt de temperatuur van de gesmolten kunststof geleidelijk wanneer de stromen het einde van het proces bereiken, waardoor de eindholte niet wordt gevuld.

Om dit fenomeen te vermijden, moet de temperatuur van de mal hoger zijn aan het einde van het proces. De matrijstemperatuur moet ook iets hoger zijn op plaatsen waar lassporen kunnen ontstaan om lassporen te voorkomen.
Daarom worden soms lokale verwarmingsmethoden gebruikt of wordt de dichte opstelling van circulerende waterkanalen gebruikt om de warmte te balanceren, dat wil zeggen dat de uitlaat van het circulerende waterkanaal aan het einde van het proces wordt ingesteld (de watertemperatuur bij de uitlaat van het waterkanaal is hoger dan die bij de inlaat) om de balans van de matrijstemperatuur aan te passen en de vloeibaarheid van het gesmolten materiaal aan het einde van het gieten te garanderen.

Installeer de nodige afzuig- en overloopvoorzieningen. Als de lucht in de holte niet op tijd en snel kan worden afgevoerd, zal dit de kwaliteit van het kunststofdeel beïnvloeden en injectiefouten veroorzaken.
Daarom moet bij het ontwerp van de matrijs alle aandacht worden besteed aan de instelling van afvoergroeven. Over het algemeen worden geschikte afvoergroeven en noodzakelijke overloopinrichtingen ingesteld aan het scheidingsvlak en het einde van elk proces.

Verkort de koel- en stollingstijd van de smelt
De afkoel- en stollingstijd van de smelt tijdens het spuitgietproces neemt een groot deel voor zijn rekening. Het verbeteren van de koelingsefficiëntie van de matrijs en het verkorten van de koel- en stollingstijd zijn dus een van de meest effectieve manieren om de vormcyclus te verkorten.
De algehele koelingsefficiëntie van de mal verbeteren. Over het algemeen wordt het lichaam van de mal gekoeld doordat het water in het circulerende waterkanaal de warmte afvoert om de mal te koelen.

Na het opzetten van een goed koelcircuit is het belangrijkste probleem om het koelwaterdebiet te verhogen en te proberen het temperatuurverschil tussen de uitlaat en de inlaat van het koelwater te verkleinen. Vooral voor geautomatiseerde mallen met hoge snelheid moet het temperatuurverschil tussen de uitlaat en de inlaat binnen 3°C worden gehouden.

Het is effectiever om de parallelle methode te gebruiken voor het koelen van waterkanalen, vooral in de zomer wanneer leidingwater wordt gebruikt, moet er een speciaal koelwaterkoel- en afleveringsapparaat worden opgezet. De functie hiervan is dat het water dat uit het waterkanaal van het vormlichaam stroomt een bepaalde temperatuur heeft.
Na afkoeling door het koelapparaat stroomt dit water met een speciale waterpomp naar de inlaat van het waterkanaal, wat de koelingsefficiëntie kan verbeteren en kan worden gerecycled om water te besparen.

Het koelwatercircuit wordt zo dicht mogelijk bij het gegoten kunststofdeel geplaatst en op de zijwand wordt een stromingsblokkerende structuur aangebracht, zoals een stap of grove draad. Op dat moment zal de koelwaterstroom bij het terugkeren tegen het stapgedeelte botsen en warmte uit de kern halen.
Het koelwater dat de warmte afvoert, spat op het stapgedeelte en botst met het inkomende koelwater, waardoor het contactoppervlak tussen het koelwater en het kernlichaam groter wordt en het koelingseffect toeneemt.

Als de kern slank is, kan de temperatuur door de kleine afmetingen gemakkelijk stijgen tijdens het gieten en is het niet gemakkelijk om de temperatuur af te voeren en af te koelen, wat een grote invloed heeft op de gietcyclus.
Als het echter onmogelijk is om een koelwaterkanaal van binnenuit in te stellen, kan een beryllium koperlegering met een goed warmtegeleidingsvermogen worden gekozen.
Soms moet je voor een evenwichtige koeling een bepaald deel van de geautomatiseerde hogesnelheidsmatrijs koelen en verwarmen. Bij geautomatiseerd hogesnelheidsgieten kun je het koelprobleem van de runner niet negeren.
Als je een koud runnersysteem gebruikt voor het gieten van gietstukken, zijn de hoofdrunner en de aftakrunner relatief dik, dus hun koeltijd zal relatief langer zijn, dat wil zeggen, de gietcyclus zal tegelijkertijd langer zijn. Daarom is het noodzakelijk om een koelcircuit bij de runner op te zetten.

Korten de hulptijd
Hulptijd verwijst naar de tijd in de vormcyclus, met uitzondering van de inspuitdruk en het koel- en uithardingsproces, d.w.z. de tijd vanaf het openen tot het sluiten van de matrijs.
Gedurende deze tijd worden de plastic onderdelen en het gegoten condensaat ontvormd zodat ze automatisch uit de matrijs vallen, wordt het vuil in het vormgedeelte van het matrijslichaam verwijderd en worden de bewegende onderdelen opnieuw ingesteld tijdens het sluiten van de matrijs.

Ze nemen niet veel tijd in beslag, maar elke seconde telt in het geautomatiseerde hogesnelheidsgietproces. Om de hulptijd te verkorten, wordt persluchtblazen vaak gebruikt om rommel automatisch te verwijderen voor het sluiten van de matrijs.
Conclusie
Dit document bespreekt voornamelijk de tijdscomponenten van de plastische spuitgieten cyclus, waaronder injectietijd, drukhoudtijd, koeltijd, matrijsopeningstijd en uitwerptijd. Deze perioden hebben niet alleen invloed op de productie-efficiëntie en het gebruik van apparatuur, maar bepalen ook rechtstreeks de productkwaliteit en de productie-efficiëntie.

Door de werking en technische parameters van elke fase te optimaliseren, kan de gietcyclus effectief worden verkort, de productie-efficiëntie worden verbeterd en de stabiliteit en consistentie van de productkwaliteit worden gegarandeerd.







