 Skip to content
Skip to content 

Your production manager just asked why a simple cover part takes 45 seconds per shot when the competitor quoted 18. The answer almost always comes down to one thing: how well you understand—and optimize—the injection molding cycle.
The injection molding cycle is the complete sequence from mold close to part ejection. It is the single biggest driver of per-part cost in high-volume production. Get it wrong, and you burn profit on every cycle. Get it right, and you gain capacity without buying a single new machine.
- The injection molding cycle includes injection, packing, cooling, and ejection stages.
- Cooling typically consumes 50–80% of total cycle time.
- Cycle time directly sets your per-part cost and machine utilization rate.
- Wall thickness, mold cooling design, and material choice are the three biggest levers.
- Even a 2-second reduction on a high-cavity mold can save thousands per month.
What is the Injection Molding Cycle?
The injection molding cycle is the total elapsed time from mold close to part ejection on an moulage par injection machine.
If you are comparing vendors or planning procurement, our guide d'approvisionnement de fournisseur de moulage par injection covers RFQ prep, qualification, and commercial risk checks.
This cycle matters because it sets your throughput ceiling. If your cycle time is 30 seconds and you run a 4-cavity mold, you produce 480 parts per hour. Shave 5 seconds off that cycle, and you jump to 576 parts per hour—a 20% capacity increase with zero capital expenditure.
In our Shanghai factory, we run 47 injection molding machines ranging from 90T to 1850T. With 20+ years of production experience, we have optimized cycle times across thousands of mold programs. Our engineering team tracks cycle time on every job, working backward from the target unit price to determine the optimal cycle parameters.
In our factory, we track cycle time on every job. When a customer asks us to hit a specific unit price, the first number we work backward from is the cycle time, because it determines machine-hour cost per part.
What are the Four Stages of the Injection Molding Cycle?
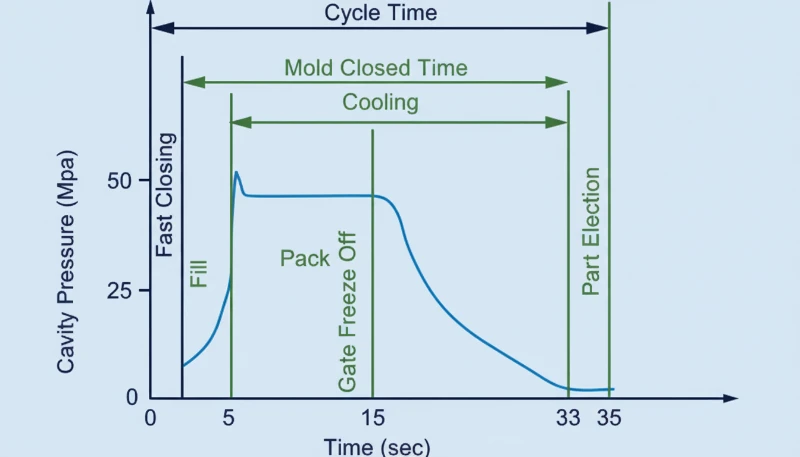
The injection molding cycle is composed of four stages: injection, packing, cooling, and ejection, each driven by part geometry and material.
1. Injection (Mold Filling)
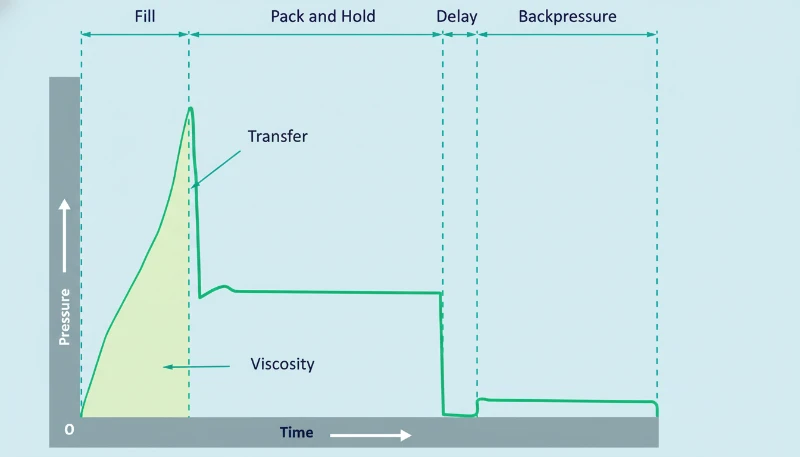
For most standard parts (wall thickness 2–3 mm, commodity resin), injection fills the cavity in 2–5 seconds. Large structural parts with thick walls can take 8–12 seconds. The injection speed profile is usually programmed in stages—slow at the gate to prevent jetting, fast through the main cavity, then slow again near the end to prevent overpacking.
2. Packing (Holding Pressure)
Packing time usually runs 5–30 seconds. After the cavity is nominally full, the screw maintains pressure to compensate for volumetric shrinkage as the plastic cools from melt temperature to solidification temperature.
This stage adds 5–25% more material into the cavity after initial fill. The packing pressure must be held until the gate freezes—once the gate solidifies, additional pressure has no effect on the part. This is why gate size and location are critical design decisions. A gate that freezes too early leaves you with excessive shrinkage; one that freezes too late extends the cycle unnecessarily.
The optimal holding time is found by weighing parts at increasing hold times until part weight stabilizes. At ZetarMold, we run this gate seal study on every new mold during T1 sampling.
3. Refroidissement
Cooling is almost always the longest stage, accounting for 50–80% of total cycle time. Typical cooling times range from 10 to 120 seconds, driven primarily by wall thickness and the material’s thermal diffusivity1.
The rule of thumb for cooling time is approximately proportional to the square of wall thickness. Double the wall thickness, and cooling time roughly quadruples. This is why we frequently recommend wall thickness optimization during DFM review—going from 4 mm to 3 mm in a non-critical area can cut cooling time by nearly 40%.
Cooling channel design is the most impactful engineering decision for cycle time. conformal cooling channels2, which follow the contour of the part, can reduce cooling time by 20–40% compared to conventional straight-drilled channels. For high-volume production, this alone can justify the higher tooling cost.
4. Ejection and Mold Opening
Ejection time typically takes 2\u201310 seconds. This stage includes mold opening, part ejection (via ejector pins, stripper plates, or air blasts), and any robot or operator removal time, followed by mold closing for the next cycle.
For automated production with robotic part removal, plan on 3\u20136 seconds. Manual removal adds 1\u20133 seconds. The mold opening distance, ejection stroke, and presence of side actions (lifters, sliders) all affect this time.

Machine size also plays a role: an 80T machine might open and close in 4 seconds, while a 1000T machine needs 10–15 seconds for the same action due to larger platen travel distance and heavier mold weight.
How Long Does a Typical Injection Molding Cycle Take?
A typical injection molding cycle is between 10 and 60 seconds for most production parts. Thin-wall packaging can run under 5 seconds, while large thick-wall structural parts may exceed 120 seconds.
| Type de pièce | Épaisseur de la paroi | Typical Cycle | Key Bottleneck |
|---|---|---|---|
| Thin-wall packaging | 0.5–1.0 mm | 3–8 seconds | Vitesse d'injection |
| Consumer electronics housing | 1.5–2.5 mm | 12–25 seconds | Temps de refroidissement |
| Automotive interior | 2.0–3.5 mm | 20–45 seconds | Temps de refroidissement |
| Medical device component | 1.0–3.0 mm | 15–35 seconds | Packing + cooling |
| Large structural part | 4.0–8.0 mm | 60–120+ seconds | Temps de refroidissement |
The table above makes one thing obvious: cooling dominates. For parts above 2 mm wall thickness, cooling is where you should focus optimization efforts first.
How Do You Calculate Total Cycle Time?
Total cycle time is the sum of injection time, packing time, cooling time, and mold open/close plus ejection time. In practice, screw recovery (plasticization) overlaps with cooling, so the effective cycle is dominated by the longest non-overlapping stage.
The basic formula:
Cycle Time Formula:
Tcycle = Tinjection + Tpacking + max(Trefroidissement, Tscrew recovery) + Tmold open/close + Tejection
For quick estimation of injection time:
Injection Time Estimate:
Tinjection = Vshot / (0.20–0.50 × Vmax) + tbase
As a practical example, consider a standard 3 mm wall-thickness PP housing produced on a 200T machine. Injection fills the cavity in about 3 seconds, packing holds for 8 seconds, cooling requires 18 seconds, and mold open/close plus ejection takes 5 seconds. Total cycle time: approximately 34 seconds per shot, yielding roughly 106 parts per hour from a single-cavity mold.
What Factors Affect Cycle Time the Most?
Wall thickness, mold cooling design, and material thermal properties have the largest impact on cycle time. Secondary factors include gate design, machine capability, and part ejection complexity.
Screw recovery time often overlaps with cooling and must be considered in the overall calculation. If the screw cannot fully recover (recharge) the next shot of molten material before the cooling stage finishes, recovery time becomes the bottleneck, extending total cycle time well beyond what the cooling calculation alone would suggest.
Épaisseur de la paroi
Wall thickness is the single most influential factor because cooling time increases with the square of thickness. Reducing a 4 mm wall to 3 mm can cut cooling time by roughly 44%. This is why DFM feedback on wall thickness is not just a nice-to-have—it directly affects your per-part cost.
Mold Cooling Design
The number, diameter, and proximity of cooling channels to the cavity surface determine how quickly heat is extracted. A well-designed cooling circuit maintains a temperature differential between inlet and outlet water of less than 3°C. If your delta-T is 8°C, you have a cooling flow problem.
Sélection des matériaux
Crystalline polymers (PP, POM, PEEK) release latent heat of crystallization3 during solidification, extending cooling time by 30–50% compared to amorphous polymers (ABS, PC, PMMA) at equivalent wall thickness. Filled materials (glass-filled nylon, mineral-filled PP) conduct heat better and often cool faster.
For multi-cavity molds, runner layout also affects cycle time. A balanced runner system ensures all cavities fill and pack uniformly, preventing over-packed cavities from requiring excessive cooling. Unbalanced runners can force you to extend cooling time to accommodate the slowest-filling cavity.
Gate Design and Runner System
Advanced simulation tools (Moldflow, Moldex3D) can predict cycle time before steel is cut, allowing mold designers to optimize cooling layout and gate placement virtually. This reduces the number of physical iterations needed during sampling.
Gate size determines how long packing pressure is effective before gate freeze. A hot runner system eliminates runner waste and often reduces cycle time because there is no cold runner mass to cool and eject. Cold runner molds, especially three-plate designs, add both cooling and mold-opening time.
Machine Capability
Injection speed, clamp force, and platen speed all contribute. A modern servo-driven machine can open and close the mold 15–20% faster than a legacy hydraulic machine of the same tonnage. If your cycle is machine-limited, upgrading to a faster machine or a machine with better plasticizing capacity can be more cost-effective than mold modifications.
How Can You Reduce Cycle Time Without Sacrificing Quality?

The most effective ways to reduce cycle time are optimizing cooling channels, reducing wall thickness, and right-sizing gate seal time.
Optimize Cooling First
Since cooling accounts for 50–80% of cycle time, this is where the biggest gains live. Use thermal simulation (mold flow analysis) to identify hot spots before cutting steel. Consider conformal cooling channels for high-volume molds—they can reduce cooling time by 20–40%.
Ensure adequate coolant flow. The target is turbulent flow (Reynolds number > 4000) in every channel. If your shop uses tap water in summer without a chiller, water temperature rises and cooling efficiency drops significantly.
Right-Size the Packing Time
Many molders over-set packing time as a safety margin. Run a gate seal study: weigh parts at 5, 10, 15, 20 seconds of packing. When part weight stops increasing, you have found the minimum effective packing time. Anything beyond that is wasted time.
Use Robot Simultaneous Operations
If you use a robot for part removal, program it to begin extraction during mold opening rather than waiting for full opening. This can shave 1–3 seconds per cycle. On a high-cavity mold running 24/7, that is thousands of additional parts per month.
Consider Material Substitution
If the application allows, switching from a slow-cooling crystalline material to a faster-cooling amorphous alternative can reduce cycle time by 20–30%. For example, replacing POM with ABS in a non-critical bracket application. Always verify mechanical requirements before making this change.
True or False: Test Your Injection Molding Cycle Knowledge?
““Cooling time accounts for the largest share of the injection molding cycle.””Vrai
Cooling typically represents 50–80% of total cycle time. This is why cooling channel design has more impact on cycle reduction than any other single factor.
““Shorter cycle time always means lower per-part cost.””Faux
Si vous réduisez le temps de cycle en raccourcissant trop le refroidissement, vous obtenez des pièces déformées, des rebuts dimensionnels ou des pièces bloquées lors de l'éjection. Les coûts de retouche, de rebut et de tri peuvent dépasser les économies de temps machine. L'optimisation du cycle doit d'abord préserver la qualité.
Comprendre ces idées fausses courantes est essentiel pour toute personne impliquée dans la planification de la production ou conception de moules. La série d'énoncés suivante explore davantage comment les décisions sur le temps de cycle interagissent avec le comportement du matériau, la conception de l'outillage et les contraintes de production réelles auxquelles les ingénieurs sont confrontés quotidiennement sur le plancher de l'usine.
De nombreux moulistes expérimentés ont rencontré des situations où la théorie académique et la réalité de l'atelier divergent. Un cycle qui semble optimal sur le papier peut donner des résultats inconstants en raison des variations des propriétés des lots de matière, des changements de température ambiante ou des modifications subtiles de l'état de surface du moule au cours d'une longue production. C'est pourquoi la surveillance continue et les audits périodiques du cycle restent une pratique standard dans les ateliers de moulage bien gérés.
Dans les environnements de production à grand volume, même de petites améliorations du temps de cycle s'accumulent rapidement. Une réduction de deux secondes sur un moule fonctionnant 24 heures par jour se traduit par des centaines de pièces supplémentaires par semaine. Cependant, tout ajustement doit être validé par des données dimensionnelles et un suivi des défauts avant d'être intégré aux paramètres standards du processus. L'expérience montre que les optimisations les plus sûres ciblent d'abord l'efficacité du refroidissement, puis la réduction du temps de compactage, et enfin l'amélioration de la vitesse d'éjection.
« Les systèmes à canaux chauds peuvent réduire le temps de cycle en éliminant le refroidissement des canaux. »Vrai
Les canaux chauds maintiennent le plastique dans le système de canaux à l'état fondu entre les injections, il n'y a donc pas de masse de canal froide à refroidir et à éjecter. Cela élimine le temps de refroidissement et d'éjection lié aux canaux, et réduit également le gaspillage de matière.
« Le temps d'injection est généralement l'étape la plus longue du cycle. »Faux
Le temps d'injection est généralement l'étape la plus courte, de 1 à 10 secondes. Le refroidissement est l'étape la plus longue, représentant souvent 50 à 80 % du temps de cycle total. La vitesse d'injection est importante pour la qualité de la pièce, mais elle influence rarement la durée totale du cycle.
What Are the Most Frequently Asked Questions About the Injection Molding Cycle?
Quel est le temps de cycle moyen en moulage par injection ?
Le temps de cycle moyen pour le moulage par injection de pièces de production varie de 15 à 45 secondes. Les emballages à paroi mince peuvent être réalisés en moins de 5 secondes, tandis que les grandes pièces structurelles peuvent dépasser 120 secondes. Le temps de refroidissement est le facteur dominant dans la plupart des cycles.
Comment calcule-t-on le temps de cycle en moulage par injection ?
Temps de cycle = temps d'injection + temps de maintien + max(temps de refroidissement, temps de plastification) + temps d'ouverture/fermeture du moule + temps d'éjection. La fonction max() tient compte du chevauchement entre le refroidissement et la plastification.
Quel pourcentage du temps de cycle représente le refroidissement ?
Le refroidissement représente 50 à 80 % du temps de cycle total en moulage par injection. Pour les pièces à paroi épaisse (4 mm et plus), le refroidissement peut dépasser 80 % du cycle total.
Peut-on réduire le temps de cycle en moulage par injection après la fabrication du moule ?
Oui. Les optimisations après fabrication incluent l'ajustement des paramètres de processus (vitesse d'injection, temps de maintien, température du moule), l'amélioration du débit du réfrigérant, l'ajout de dispositifs de refroidissement externes, et dans certains cas, la rénovation des canaux de refroidissement ou l'installation de buses à canaux chauds.
Le temps de cycle affecte-t-il la qualité de la pièce ?
Oui. Un temps de refroidissement insuffisant provoque des déformations, une instabilité dimensionnelle et des marques d'éjection. Un temps de maintien excessif peut entraîner un surchargement et des bavures. Chaque étape doit être optimisée en fonction des exigences du matériau et de la géométrie de la pièce.
Quelle est la différence entre le temps de cycle et le délai de fabrication dans le moulage par injection ?
Le temps de cycle est le nombre de secondes par injection sur la machine (généralement 10 à 60 secondes). Le délai de livraison est le temps total entre la commande et la livraison (généralement 4 à 12 semaines), qui comprend la fabrication du moule, l'échantillonnage, la planification de la production et l'expédition.
Comment l'épaisseur de la paroi affecte-t-elle le temps de cycle ?
Le temps de refroidissement augmente approximativement avec le carré de l'épaisseur de paroi. Doubler l'épaisseur de paroi quadruple environ le temps de refroidissement. C'est pourquoi l'optimisation de l'épaisseur de paroi lors de l'analyse DFM est la stratégie de réduction du temps de cycle la plus impactante disponible avant le début de la fabrication de l'outillage.
Besoin d'aide pour optimiser votre temps de cycle en moulage par injection ?
Notre équipe d'ingénierie peut examiner la conception de votre moule pour l'optimisation du cycle, réaliser une simulation d'écoulement du moule et fournir une estimation détaillée du temps de cycle avant la découpe de l'acier. Avec 45 machines (90T–1850T) et plus de 20 ans d'expérience en production, nous avons rencontré et résolu la plupart des défis liés au temps de cycle.
Obtenez un devis gratuit →
-
thermal diffusivityLa diffusivité thermique est une mesure de la rapidité avec laquelle la chaleur se propage dans un matériau, définie comme la conductivité thermique divisée par la densité et la capacité thermique spécifique, exprimée en mm²/s. ↩
-
conformal cooling channels: Les canaux de refroidissement conformes désignent des passages de refroidissement dans un moule qui suivent le contour de l'empreinte de la pièce, généralement fabriqués par impression 3D, offrant un refroidissement plus uniforme que les canaux droits percés conventionnels. ↩
-
latent heat of crystallization: La chaleur latente de cristallisation est l'énergie thermique libérée lorsqu'un polymère cristallin passe d'un état fondu désordonné à un état solide cristallin ordonné, généralement mesurée en J/g. ↩







