 Перейти к содержанию
Перейти к содержанию 

Your production manager just asked why a simple cover part takes 45 seconds per shot when the competitor quoted 18. The answer almost always comes down to one thing: how well you understand—and optimize—the injection molding cycle.
The injection molding cycle is the complete sequence from mold close to part ejection. It is the single biggest driver of per-part cost in high-volume production. Get it wrong, and you burn profit on every cycle. Get it right, and you gain capacity without buying a single new machine.
- The injection molding cycle includes injection, packing, cooling, and ejection stages.
- Cooling typically consumes 50–80% of total cycle time.
- Cycle time directly sets your per-part cost and machine utilization rate.
- Wall thickness, mold cooling design, and material choice are the three biggest levers.
- Even a 2-second reduction on a high-cavity mold can save thousands per month.
What is the Injection Molding Cycle?
The injection molding cycle is the total elapsed time from mold close to part ejection on an литьё под давлением машина.
If you are comparing vendors or planning procurement, our injection molding supplier sourcing guide covers RFQ prep, qualification, and commercial risk checks.
This cycle matters because it sets your throughput ceiling. If your cycle time is 30 seconds and you run a 4-cavity mold, you produce 480 parts per hour. Shave 5 seconds off that cycle, and you jump to 576 parts per hour—a 20% capacity increase with zero capital expenditure.
In our Shanghai factory, we run 47 injection molding machines ranging from 90T to 1850T. With 20+ years of production experience, we have optimized cycle times across thousands of mold programs. Our engineering team tracks cycle time on every job, working backward from the target unit price to determine the optimal cycle parameters.
In our factory, we track cycle time on every job. When a customer asks us to hit a specific unit price, the first number we work backward from is the cycle time, because it determines machine-hour cost per part.
What are the Four Stages of the Injection Molding Cycle?
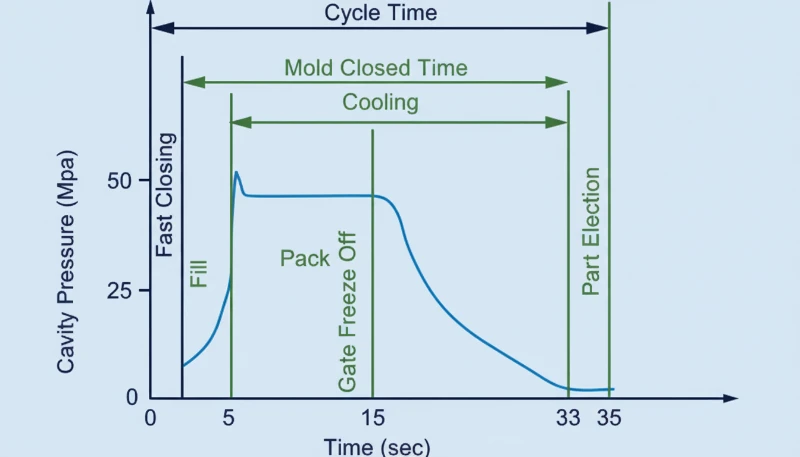
The injection molding cycle is composed of four stages: injection, packing, cooling, and ejection, each driven by part geometry and material.
1. Injection (Mold Filling)
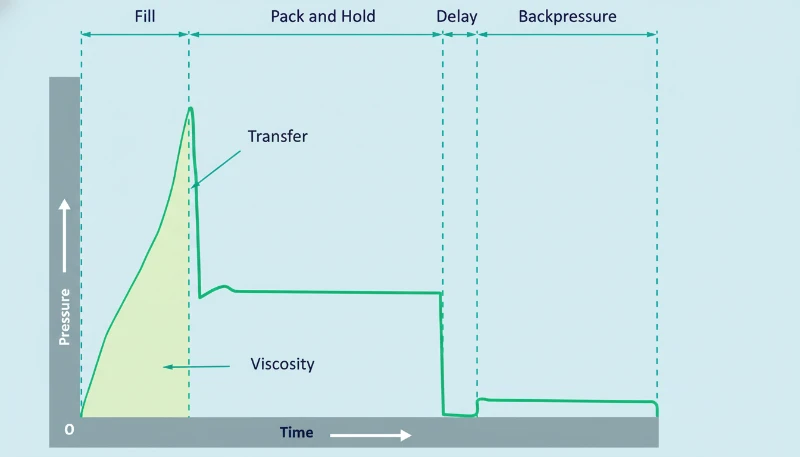
For most standard parts (wall thickness 2–3 mm, commodity resin), injection fills the cavity in 2–5 seconds. Large structural parts with thick walls can take 8–12 seconds. The injection speed profile is usually programmed in stages—slow at the gate to prevent jetting, fast through the main cavity, then slow again near the end to prevent overpacking.
2. Packing (Holding Pressure)
Packing time usually runs 5–30 seconds. After the cavity is nominally full, the screw maintains pressure to compensate for volumetric shrinkage as the plastic cools from melt temperature to solidification temperature.
This stage adds 5–25% more material into the cavity after initial fill. The packing pressure must be held until the gate freezes—once the gate solidifies, additional pressure has no effect on the part. This is why gate size and location are critical design decisions. A gate that freezes too early leaves you with excessive shrinkage; one that freezes too late extends the cycle unnecessarily.
The optimal holding time is found by weighing parts at increasing hold times until part weight stabilizes. At ZetarMold, we run this gate seal study on every new mold during T1 sampling.
3. Охлаждение
Cooling is almost always the longest stage, accounting for 50–80% of total cycle time. Typical cooling times range from 10 to 120 seconds, driven primarily by wall thickness and the material’s thermal diffusivity1.
The rule of thumb for cooling time is approximately proportional to the square of wall thickness. Double the wall thickness, and cooling time roughly quadruples. This is why we frequently recommend wall thickness optimization during DFM review—going from 4 mm to 3 mm in a non-critical area can cut cooling time by nearly 40%.
Cooling channel design is the most impactful engineering decision for cycle time. conformal cooling channels2, which follow the contour of the part, can reduce cooling time by 20–40% compared to conventional straight-drilled channels. For high-volume production, this alone can justify the higher tooling cost.
4. Ejection and Mold Opening
Ejection time typically takes 2\u201310 seconds. This stage includes mold opening, part ejection (via ejector pins, stripper plates, or air blasts), and any robot or operator removal time, followed by mold closing for the next cycle.
For automated production with robotic part removal, plan on 3\u20136 seconds. Manual removal adds 1\u20133 seconds. The mold opening distance, ejection stroke, and presence of side actions (lifters, sliders) all affect this time.

Machine size also plays a role: an 80T machine might open and close in 4 seconds, while a 1000T machine needs 10–15 seconds for the same action due to larger platen travel distance and heavier mold weight.
How Long Does a Typical Injection Molding Cycle Take?
A typical injection molding cycle is between 10 and 60 seconds for most production parts. Thin-wall packaging can run under 5 seconds, while large thick-wall structural parts may exceed 120 seconds.
| Тип детали | Толщина стенок | Typical Cycle | Key Bottleneck |
|---|---|---|---|
| Thin-wall packaging | 0.5–1.0 mm | 3–8 seconds | Скорость впрыска |
| Consumer electronics housing | 1.5–2.5 mm | 12–25 seconds | Время охлаждения |
| Automotive interior | 2.0–3.5 mm | 20–45 seconds | Время охлаждения |
| Medical device component | 1.0–3.0 mm | 15–35 seconds | Packing + cooling |
| Large structural part | 4.0–8.0 mm | 60–120+ seconds | Время охлаждения |
The table above makes one thing obvious: cooling dominates. For parts above 2 mm wall thickness, cooling is where you should focus optimization efforts first.
How Do You Calculate Total Cycle Time?
Общее время цикла складывается из времени впрыска, времени выдержки под давлением, времени охлаждения и времени открытия/закрытия формы плюс время выталкивания. На практике пластикация (восстановление шнека) перекрывается с охлаждением, поэтому эффективный цикл определяется самой длинной неперекрывающейся стадией.
Базовая формула:
Формула времени цикла:
Tцикл = Tинъекция + Tвыдержка под давлением + макс(Tохлаждение, Tвосстановление червяка) + Tоткрытие/закрытие формы + Tejection
Для быстрой оценки времени впрыска:
Оценка времени впрыска:
Tинъекция = Vвыстрел / (0,20–0,50 × Vмакс) + tосн
В качестве практического примера рассмотрим стандартный корпус из ПП толщиной стенки 3 мм, производимый на машине 200 тонн. Впрыск заполняет полость примерно за 3 секунды, выдержка под давлением длится 8 секунд, охлаждение требует 18 секунд, а открытие/закрытие формы плюс выталкивание занимает 5 секунд. Общее время цикла: примерно 34 секунды на выстрел, что дает примерно 106 деталей в час с одногнездной формы.
What Factors Affect Cycle Time the Most?
Толщина стенки, конструкция системы охлаждения пресс-формы и теплотехнические свойства материала оказывают наибольшее влияние на время цикла. К второстепенным факторам относятся конструкция литника, возможности машины и сложность извлечения изделия.
Время восстановления шнека часто перекрывается со временем охлаждения и должно учитываться в общем расчёте. Если шнек не успевает полностью восстановиться (перезарядиться) для следующего порции расплава до завершения этапа охлаждения, время восстановления становится узким местом, увеличивая общее время цикла намного больше, чем предполагалось бы только расчётом охлаждения.
Толщина стенок
Толщина стенки — это самый влиятельный фактор, так как время охлаждения увеличивается пропорционально квадрату толщины. Уменьшение толщины стенки с 4 мм до 3 мм может сократить время охлаждения примерно на 44%. Именно поэтому обратная связь по технологичности конструкции (DFM) по толщине стенок — это не просто пожелание, а то, что напрямую влияет на себестоимость изделия.
Конструкция охлаждения формы
Количество, диаметр и близость охлаждающих каналов к поверхности полости определяют, насколько быстро отводится тепло. Правильно спроектированный контур охлаждения поддерживает перепад температур между входной и выходной водой менее 3°C. Если ваш дельта-Т составляет 8°C, у вас проблема с потоком охлаждения.
Выбор материала
Кристаллические полимеры (ПП, ПОМ, ПЭЭК) выделяют скрытая теплота кристаллизации3 при отверждении, увеличивая время охлаждения на 30–50% по сравнению с аморфными полимерами (АБС, ПК, ПММА) при одинаковой толщине стенки. Наполненные материалы (стеклонаполненный нейлон, минералонаполненный ПП) лучше проводят тепло и часто охлаждаются быстрее.
Для многогнёздных пресс-форм разводка литниковой системы также влияет на время цикла. Сбалансированная литниковая система обеспечивает равномерное заполнение и уплотнение всех гнёзд, предотвращая необходимость чрезмерного охлаждения из-за переуплотнённых гнёзд. Несбалансированная литниковая система может вынудить увеличить время охлаждения для учёта самого медленно заполняемого гнезда.
Конструкция литника и литниковой системы
Продвинутые инструменты моделирования (Moldflow, Moldex3D) позволяют предсказать время цикла до изготовления пресс-формы, что даёт возможность проектировщикам оптимизировать систему охлаждения и расположение литников виртуально. Это сокращает количество физических итераций, необходимых при пробных отливках.
Размер литника определяет, как долго давление выдержки остается эффективным до затвердевания литника. Система с горячеканальным литником устраняет отходы литниковой системы и часто сокращает время цикла, поскольку нет холодной массы литника для охлаждения и выталкивания. Формы с холодноканальным литником, особенно трехплитные конструкции, увеличивают как время охлаждения, так и время открытия формы.
Возможности машины
Скорость впрыска, усилие смыкания и скорость плит — все вносит вклад. Современная машина с сервоприводом может открывать и закрывать форму на 15–20% быстрее, чем устаревшая гидравлическая машина той же тоннажности. Если ваш цикл ограничен машиной, переход на более быструю машину или машину с лучшей пластицирующей способностью может быть более рентабельным, чем модификация формы.
How Can You Reduce Cycle Time Without Sacrificing Quality?

Наиболее эффективные способы сокращения времени цикла — оптимизация охлаждающих каналов, уменьшение толщины стенки и правильный подбор времени запирания литника.
Оптимизируйте в первую очередь охлаждение
Поскольку охлаждение составляет 50–80% времени цикла, именно здесь кроется наибольший потенциал для улучшений. Используйте термическое моделирование (анализ течения расплава) для выявления горячих точек до изготовления пресс-формы. Рассмотрите конформные каналы охлаждения для пресс-форм под крупные серии — они могут сократить время охлаждения на 20–40%.
Обеспечьте достаточный поток охлаждающей жидкости. Цель — турбулентный поток (число Рейнольдса > 4000) в каждом канале. Если в вашем цехе летом используется водопроводная вода без чиллера, температура воды повышается, и эффективность охлаждения значительно падает.
Правильный подбор времени уплотнения
Многие переработчики устанавливают избыточное время дожатки в качестве запаса. Проведите исследование запечатывания литника: взвешивайте изделия при 5, 10, 15, 20 секундах дожатки. Когда масса изделия перестанет увеличиваться, вы найдёте минимальное эффективное время дожатки. Всё, что сверх этого — потерянное время.
Используйте одновременные операции робота
Если вы используете робота для извлечения детали, запрограммируйте его начинать извлечение во время открытия формы, а не ждать полного открытия. Это может сократить цикл на 1–3 секунды. На многогнездной форме, работающей круглосуточно, это тысячи дополнительных деталей в месяц.
Рассмотрите замену материала
Если применение позволяет, переход от медленно охлаждаемого кристаллического материала к быстрее охлаждаемому аморфному аналогу может сократить время цикла на 20–30%. Например, замена ПОМ на АБС в некритичном кронштейне. Всегда проверяйте механические требования перед таким изменением.
True or False: Test Your Injection Molding Cycle Knowledge?
«Время охлаждения занимает наибольшую долю в цикле литья под давлением.»Правда
Охлаждение обычно составляет 50–80% от общего времени цикла. Вот почему конструкция охлаждающих каналов оказывает большее влияние на сокращение цикла, чем любой другой отдельный фактор.
«Более короткое время цикла всегда означает более низкую себестоимость изделия.»Ложь
Если вы сократите время цикла, слишком сильно уменьшив время охлаждения, вы получите деформированные детали, брак по размерам или застревание деталей при выталкивании. Затраты на доработку, брак и сортировку могут превысить экономию машинного времени. Оптимизация цикла должна в первую очередь поддерживать качество.
Понимание этих распространенных заблуждений необходимо для всех, кто участвует в планировании производства или проектирование пресс-форм. Следующий набор утверждений дополнительно исследует, как решения о времени цикла взаимодействуют с поведением материала, конструкцией оснастки и реальными производственными ограничениями, с которыми инженеры сталкиваются на заводе каждый день.
Многие опытные специалисты по литью под давлением сталкивались с ситуациями, когда теория из учебников расходится с реальностью цеха. Цикл, который выглядит оптимальным на бумаге, может давать нестабильные результаты из-за вариаций свойств партии материала, сдвигов температуры окружающей среды или тонких изменений состояния поверхности формы в течение длительного производственного цикла. Именно поэтому непрерывный мониторинг и периодические аудиты цикла остаются стандартной практикой на хорошо управляемых предприятиях по литью.
В условиях массового производства даже небольшие улучшения времени цикла быстро накапливаются. Сокращение на две секунды для формы, работающей 24 часа в сутки, приводит к сотням дополнительных деталей в неделю. Однако любая корректировка должна быть подтверждена данными о размерах и отслеживанием дефектов, прежде чем она будет зафиксирована в стандартных параметрах процесса. Опыт показывает, что самые безопасные оптимизации сначала направлены на эффективность охлаждения, затем на сокращение времени дожимания и, наконец, на улучшение скорости выталкивания.
««Горячеканальные системы могут сократить время цикла, исключая охлаждение литников.»»Правда
Горячеканальные системы поддерживают пластик в литниковой системе в расплавленном состоянии между выстрелами, поэтому нет холодной массы литника для охлаждения и выталкивания. Это исключает время охлаждения и выталкивания, связанное с литником, а также сокращает отходы материала.
«Время впрыска обычно является самой длинной стадией цикла.»Ложь
Время впрыска обычно является самой короткой стадией и составляет 1–10 секунд. Охлаждение — самая длинная стадия, часто 50–80% от общего времени цикла. Скорость впрыска важна для качества детали, но она редко доминирует в продолжительности цикла.
What Are the Most Frequently Asked Questions About the Injection Molding Cycle?
Каково среднее время цикла литья под давлением?
Среднее время цикла литья под давлением для производственных деталей составляет от 15 до 45 секунд. Тонкостенная упаковка может работать менее 5 секунд, в то время как крупные структурные детали могут превышать 120 секунд. Время охлаждения является доминирующим фактором в большинстве циклов.
Как рассчитывается время цикла литья под давлением?
Время цикла = время впрыска + время дожатия + max(время охлаждения, время пластикации) + время открытия/закрытия формы + время выталкивания. Функция max() учитывает перекрытие между охлаждением и пластикацией.
Какой процент времени цикла составляет охлаждение?
Охлаждение составляет 50–80% от общего времени цикла литья под давлением. Для деталей с толстыми стенками (4 мм+) охлаждение может превышать 80% от общего цикла.
Можно ли сократить время цикла литья под давлением после изготовления формы?
Да. Оптимизация после сборки включает корректировку параметров процесса (скорость впрыска, время дожимания, температура формы), улучшение потока охлаждающей жидкости, добавление внешних охлаждающих приспособлений, а в некоторых случаях — модернизацию каналов охлаждения или установку горячеканальных сопел.
Влияет ли время цикла на качество детали?
Да. Недостаточное время охлаждения вызывает коробление, нестабильность размеров и следы выталкивания. Чрезмерное время дожимания может привести к переуплотнению и заусенцам. Каждая стадия должна быть оптимизирована в соответствии с требованиями материала и геометрии детали.
Какая разница между циклом времени и временем выполнения в инжекционном формовании?
Время цикла — это секунды на один выстрел на машине (обычно 10–60 секунд). Срок выполнения заказа — это общее время от заказа до поставки (обычно 4–12 недель), которое включает изготовление формы, пробные отливки, планирование производства и отгрузку.
Как толщина стенки влияет на время цикла?
Время охлаждения приблизительно пропорционально квадрату толщины стенки. Удвоение толщины стенки примерно учетверяет время охлаждения. Вот почему оптимизация толщины стенки во время анализа технологичности конструкции является наиболее эффективной стратегией сокращения времени цикла, доступной до начала изготовления оснастки.
Нужна помощь в оптимизации цикла литья под давлением?
Наша инженерная команда может проверить вашу конструкцию формы для оптимизации цикла, выполнить моделирование течения расплава и предоставить подробную оценку времени цикла до резки стали. Имея 45 машин (90T–1850T) и более чем 20-летний производственный опыт, мы сталкивались — и решали — большинство проблем со временем цикла.
Get a Free Quote →
-
thermal diffusivity: Температуропроводность — это мера того, насколько быстро тепло распространяется через материал, определяется как теплопроводность, деленная на плотность и удельную теплоемкость, измеряется в мм²/с. ↩
-
conformal cooling channels: конформные каналы охлаждения — это охлаждающие каналы в форме, которые следуют контуру полости детали, обычно изготавливаемые с помощью 3D-печати, обеспечивая более равномерное охлаждение, чем обычные прямые сверленые каналы. ↩
-
скрытая теплота кристаллизации: Скрытая теплота кристаллизации — это тепловая энергия, выделяемая при переходе кристаллического полимера из неупорядоченного расплавленного состояния в упорядоченное кристаллическое твердое состояние, обычно измеряется в Дж/г. ↩







