 Zum Inhalt springen
Zum Inhalt springen 

Ihr Produktionsmanager fragte gerade, warum ein einfaches Deckteil 45 Sekunden pro Shot benötigt, wenn der Wettbewerber 18 Sekunden angibt. Die Antwort liegt fast immer in einem Punkt: wie gut Sie den Spritzgießzyklus verstehen – und optimieren.
Der Spritzgießzyklus ist die vollständige Abfolge vom Schließen des Werkzeugs bis zum Auswerfen des Teils. Er ist der größte Einzelfaktor für die Stückkosten in der Serienfertigung. Macht man es falsch, verbrennt man mit jedem Zyklus Profit. Macht man es richtig, gewinnt man Kapazität, ohne eine einzige neue Maschine zu kaufen.
- Der Spritzgießzyklus umfasst die Phasen Einspritzen, Nachdruck, Kühlung und Entformung.
- Die Abkühlphase beansprucht typischerweise 50–80% der gesamten Zykluszeit.
- Die Zykluszeit bestimmt direkt Ihre Kosten pro Teil und die Maschinenauslastungsrate.
- Wandstärke, Werkzeugkühlungsdesign und Materialwahl sind die drei größten Stellschrauben.
- Selbst eine Reduzierung um 2 Sekunden bei einem Formwerkzeug mit vielen Kavitäten kann monatlich Tausende einsparen.
Was ist der Spritzgießzyklus?
Der Spritzgießzyklus ist die gesamte verstrichene Zeit vom Schließen des Werkzeugs bis zum Auswerfen des Teils an einer Spritzgießen Maschine.
If you are comparing vendors or planning procurement, our injection molding supplier sourcing guide covers RFQ prep, qualification, and commercial risk checks.
Dieser Zyklus ist wichtig, weil er Ihre Produktionskapazität bestimmt. Bei einer Zykluszeit von 30 Sekunden und einem 4-fach Werkzeug produzieren Sie 480 Teile pro Stunde. Reduzieren Sie die Zykluszeit um 5 Sekunden, steigt die Produktion auf 576 Teile pro Stunde – eine 20%ige Kapazitätssteigerung ohne Investition.
In unserer Fabrik in Shanghai betreiben wir 47 Spritzgießmaschinen von 90T bis 1850T. Mit über 20 Jahren Produktionserfahrung haben wir Zykluszeiten für tausende Werkzeugprogramme optimiert. Unsere Engineering-Team protokolliert die Zykluszeit für jede Aufgabe und arbeitet vom Ziel-Stückpreis zurück, um die optimalen Zyklusparameter zu bestimmen.
In unserer Fabrik protokollieren wir die Zykluszeit für jede Aufgabe. Wenn ein Kunde einen bestimmten Stückpreis erreichen möchte, ist die erste Zahl, von der wir zurückrechnen, die Zykluszeit, weil sie die Maschinenstundenkosten pro Teil bestimmt.
Was sind die vier Phasen des Spritzgießzyklus?
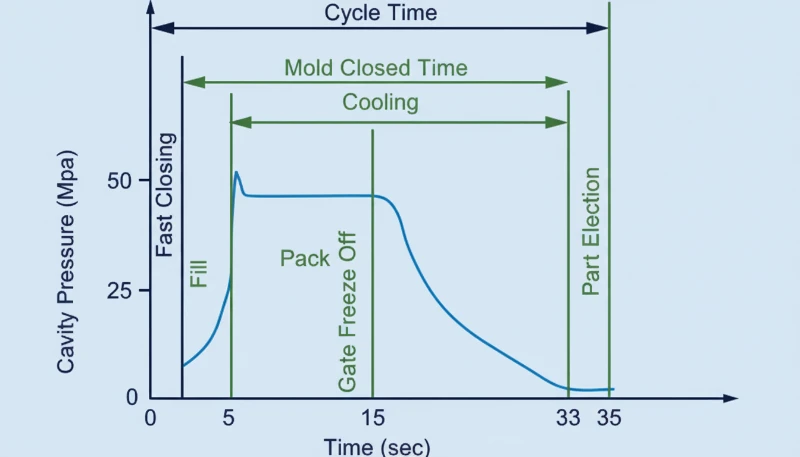
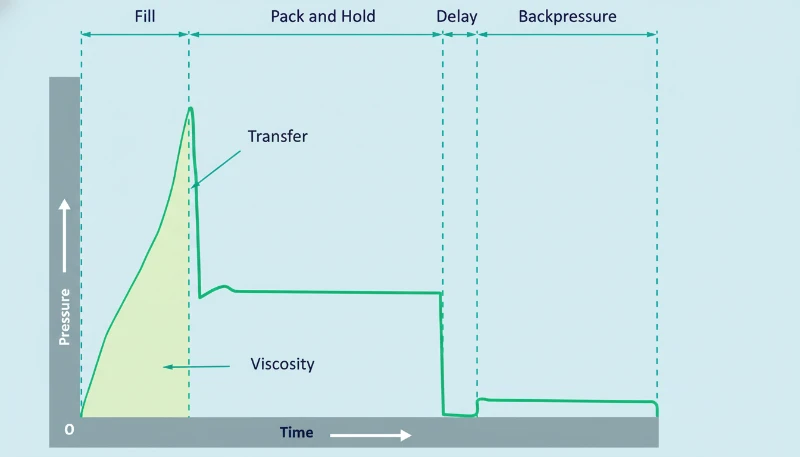
Der Spritzgießzyklus besteht aus vier Phasen: Einspritzen, Nachdruck, Kühlung und Entformung, jede bestimmt durch Teilgeometrie und Material.
1. Einspritzung (Formfüllung)
Für die meisten Standardteile (Wandstärke 2–3 mm, Standardkunststoff) dauert das Einspritzen 2–5 Sekunden. Große Strukturteile mit dicken Wänden können 8–12 Sekunden benötigen. Die Einspritzgeschwindigkeit wird meist stufenweise programmiert – langsam am Anguss zur Vermeidung von Strahlbildung, schnell im Hauptformteil, dann wieder langsam am Ende zur Vermeidung von Überdruck.
2. Nachdruck (Haltedruck)
Die Nachdruckzeit beträgt üblicherweise 5–30 Sekunden. Nachdem der Hohlraum nominell gefüllt ist, hält die Schnecke Druck aufrecht, um die volumetrische Schrumpfung auszugleichen, während der Kunststoff von der Schmelztemperatur auf die Erstarrungstemperatur abkühlt.
Diese Phase fügt nach der Erstbefüllung 5–25% mehr Material in den Hohlraum ein. Der Nachdruck muss aufrechterhalten werden, bis der Anguss gefriert – sobald der Anguss erstarrt, hat zusätzlicher Druck keine Wirkung mehr auf das Teil. Deshalb sind Angussgröße und -position entscheidende Designentscheidungen. Ein zu früh gefrierender Anguss führt zu übermäßigem Schrumpf; einer, der zu spät gefriert, verlängert den Zyklus unnötig.
Die optimale Nachdruckzeit wird ermittelt, indem Teile bei zunehmenden Nachdruckzeiten gewogen werden, bis das Teilgewicht stabilisiert. Bei ZetarMold führen wir diese Angussversiegelungsstudie bei jedem neuen Werkzeug während der T1-Probenahme durch.
3. Kühlung
Die Kühlung ist fast immer die längste Phase und macht 50–80% der gesamten Zykluszeit aus. Typische Kühlzeiten liegen zwischen 10 und 120 Sekunden, hauptsächlich bestimmt durch Wandstärke und das Material. thermal diffusivity1.
Die Faustregel für die Abkühlzeit ist annähernd proportional zum Quadrat der Wandstärke. Verdoppelt sich die Wandstärke, vervierfacht sich die Abkühlzeit ungefähr. Deshalb empfehlen wir häufig eine Wandstärkenoptimierung während der DFM-Überprüfung – eine Reduzierung von 4 mm auf 3 mm in einem unkritischen Bereich kann die Abkühlzeit um fast 40% verkürzen.
Das Design der Kühlkanäle ist die wirkungsvollste technische Entscheidung für die Zykluszeit. conformal cooling channels2, die der Kontur des Teils folgen, können die Kühlzeit um 20–40% gegenüber konventionellen gerade gebohrten Kanälen reduzieren. Bei Serienproduktion kann dies allein die höheren Werkzeugkosten rechtfertigen.
4. Auswerfen und Formöffnung
Die Auswerfzeit dauert typischerweise 2–10 Sekunden. Diese Phase umfasst das Öffnen des Werkzeugs, das Auswerfen des Teils (über Auswerferstifte, Abstreifplatten oder Luftstöße) sowie die Entnahmezeit durch Roboter oder Bediener, gefolgt vom Schließen des Werkzeugs für den nächsten Zyklus.
Bei automatisierter Produktion mit robotergestütztem Teileentnahmeplan sind 3–6 Sekunden einzuplanen. Manuelle Entnahme fügt 1–3 Sekunden hinzu. Der Öffnungsweg des Werkzeugs, der Auswerferhub und das Vorhandensein von Seitenaktionen (Lifter, Schieber) beeinflussen diese Zeit.

Die Maschinengröße spielt ebenfalls eine Rolle: Eine 80-Tonnen-Maschine öffnet und schließt vielleicht in 4 Sekunden, während eine 1000-Tonnen-Maschine für die gleiche Aktion 10–15 Sekunden benötigt, aufgrund des größeren Plattenwegs und des höheren Werkzeuggewichts.
Wie lange dauert ein typischer Spritzgießzyklus?
Ein typischer Spritzgießzyklus liegt für die meisten Serienteile zwischen 10 und 60 Sekunden. Dünnwandige Verpackungen können unter 5 Sekunden laufen, während große dickwandige Strukturteile 120 Sekunden überschreiten können.
| Teil Typ | Wanddicke | Typischer Zyklus | Hauptengpass |
|---|---|---|---|
| Dünnwandige Verpackung | 0.5–1.0 mm | 3–8 Sekunden | Einspritzgeschwindigkeit |
| Gehäuse für Konsumelektronik | 1.5–2.5 mm | 12–25 Sekunden | Abkühlungszeit |
| Automotive interior | 2,0–3,5 mm | 20–45 seconds | Abkühlungszeit |
| Medizinische Gerätekomponente | 1.0–3.0 mm | 15–35 Sekunden | Nachdruck + Abkühlung |
| Großes Strukturteil | 4,0–8,0 mm | 60–120+ Sekunden | Abkühlungszeit |
Die obige Tabelle macht eines deutlich: Die Abkühlphase dominiert. Bei Teilen mit einer Wandstärke über 2 mm sollten Sie Ihre Optimierungsbemühungen zunächst auf die Abkühlung konzentrieren.
Wie berechnet man die Gesamtzykluszeit?
Die Gesamtzykluszeit ist die Summe aus Einspritzzeit, Nachdruckzeit, Kühlzeit und Formöffnungs-/Schließzeit plus Auswerfzeit. In der Praxis überlappt sich die Schneckenrückführung (Plastifizierung) mit der Kühlung, daher wird der effektive Zyklus von der längsten nicht überlappenden Phase dominiert.
Die Grundformel:
Zykluszeit-Formel:
TZyklus = TEinspritzung + TNachdruck + max(TKühlung, TSchneckenrückholung) + TWerkzeug öffnen/schließen + Tejection
Zur schnellen Schätzung der Einspritzzeit:
Schätzung der Einspritzzeit:
TEinspritzung = VSpritzvolumen / (0,20–0,50 × Vmax) + tBasis
Als praktisches Beispiel betrachten Sie ein Standard-PP-Gehäuse mit 3 mm Wandstärke, das auf einer 200T-Maschine hergestellt wird. Die Einspritzung füllt den Hohlraum in etwa 3 Sekunden, der Nachdruck dauert 8 Sekunden, die Kühlung erfordert 18 Sekunden, und das Öffnen/Schließen der Form plus Auswerfen dauert 5 Sekunden. Gesamtzykluszeit: etwa 34 Sekunden pro Schuss, was bei einem Einfachkavitätswerkzeug ungefähr 106 Teile pro Stunde ergibt.
Welche Faktoren beeinflussen die Zykluszeit am stärksten?
Wandstärke, Werkzeugkühlung und thermische Materialeigenschaften haben den größten Einfluss auf die Zykluszeit. Sekundäre Faktoren umfassen Angussdesign, Maschinenfähigkeit und die Komplexität der Teileauswurf.
Die Schneckenrückholzeit überlappt sich oft mit der Kühlung und muss in der Gesamtberechnung berücksichtigt werden. Wenn die Schnecke die nächste Charge an geschmolzenem Material vor Ende der Kühlphase nicht vollständig zurückholen (nachladen) kann, wird die Rückholzeit zum Engpass und verlängert die Gesamtzykluszeit deutlich über das hinaus, was die reine Kühlberechnung anzeigen würde.
Wanddicke
Die Wandstärke ist der einflussreichste Faktor, da die Abkühlzeit mit dem Quadrat der Dicke zunimmt. Eine Reduzierung von 4 mm auf 3 mm kann die Abkühlzeit um etwa 44% verkürzen. Deshalb ist das DFM-Feedback zur Wandstärke nicht nur ein nettes Extra – es wirkt sich direkt auf die Stückkosten aus.
Formkühlungsdesign
Die Anzahl, der Durchmesser und die Nähe der Kühlkanäle zur Kavitätenoberfläche bestimmen, wie schnell Wärme abgeführt wird. Ein gut ausgelegter Kühlkreislauf hält einen Temperaturunterschied zwischen Ein- und Auslasswasser von weniger als 3°C. Wenn Ihre Delta-T 8°C beträgt, haben Sie ein Kühlflussproblem.
Auswahl des Materials
Kristalline Polymere (PP, POM, PEEK) geben Kristallisationswärme3 während der Erstarrung, was die Abkühlzeit im Vergleich zu amorphen Polymeren (ABS, PC, PMMA) bei gleicher Wandstärke um 30–50% verlängert. Gefüllte Materialien (glasfaserverstärktes Nylon, mineralgefülltes PP) leiten Wärme besser ab und kühlen oft schneller.
Bei Mehrfachwerkzeugen beeinflusst auch das Anguss-Layout die Zykluszeit. Ein ausgeglichenes Anguss-System stellt sicher, dass alle Kavitäten gleichmäßig gefüllt und verdichtet werden, und verhindert, dass überverdichtete Kavitäten übermäßige Abkühlung benötigen. Unausgeglichene Angüsse können dazu zwingen, die Abkühlzeit zu verlängern, um der am langsamsten füllenden Kavität Rechnung zu tragen.
Angussdesign und Anguss-System
Fortgeschrittene Simulationswerkzeuge (Moldflow, Moldex3D) können die Zykluszeit vor der Werkzeugfertigung vorhersagen, sodass Werkzeugkonstrukteure das Kühllayout und die Angussplatzierung virtuell optimieren können. Dies reduziert die Anzahl der physischen Iterationen während der Musterphase.
Die Angussgröße bestimmt, wie lange der Nachdruck wirksam ist, bevor der Anguss gefriert. Ein Heißkanalsystem eliminiert Angussabfall und reduziert oft die Zykluszeit, da keine kalte Angussmasse gekühlt und ausgeworfen werden muss. Kaltkanalwerkzeuge, insbesondere Dreiplattenkonstruktionen, erhöhen sowohl die Kühl- als auch die Werkzeugöffnungszeit.
Maschinenkapazität
Einspritzgeschwindigkeit, Schließkraft und Plattengeschwindigkeit tragen alle dazu bei. Eine moderne servogetriebene Maschine kann das Werkzeug 15–20 % schneller öffnen und schließen als eine herkömmliche hydraulische Maschine gleicher Tonnage. Wenn Ihr Zyklus maschinenbedingt ist, kann ein Upgrade auf eine schnellere Maschine oder eine Maschine mit besserer Plastifizierkapazität kosteneffektiver sein als Werkzeugänderungen.
Wie kann man die Zykluszeit reduzieren, ohne die Qualität zu opfern?

Die effektivsten Wege, die Zykluszeit zu reduzieren, sind die Optimierung der Kühlkanäle, die Reduzierung der Wandstärke und die richtige Dimensionierung der Angussversiegelungszeit.
Kühlung zuerst optimieren
Da die Kühlung 50–80 % der Zykluszeit ausmacht, liegen hier die größten Einsparpotenziale. Verwenden Sie thermische Simulation (Spritzgießanalyse), um Hotspots zu identifizieren, bevor Stahl gefräst wird. Erwägen Sie konforme Kühlkanäle für Hochvolumenwerkzeuge – sie können die Kühlzeit um 20–40 % reduzieren.
Ausreichenden Kühlmittelfluss sicherstellen. Das Ziel ist turbulenter Fluss (Reynolds-Zahl > 4000) in jedem Kanal. Wenn Ihr Betrieb im Sommer Leitungswasser ohne Kühler verwendet, steigt die Wassertemperatur und die Kühleffizienz sinkt deutlich.
Die Packzeit richtig dimensionieren
Viele Formgeber setzen die Nachdruckzeit als Sicherheitsmarge zu hoch an. Führen Sie eine Angussversiegelungsstudie durch: Wiegen Sie Teile bei 5, 10, 15, 20 Sekunden Nachdruck. Wenn das Teilegewicht nicht mehr zunimmt, haben Sie die minimale effektive Nachdruckzeit gefunden. Alles darüber hinaus ist verschwendete Zeit.
Roboter für simultane Operationen nutzen
Wenn Sie einen Roboter für die Teileentnahme verwenden, programmieren Sie ihn so, dass er die Entnahme bereits während des Werkzeugöffnens beginnt, anstatt auf das vollständige Öffnen zu warten. Dies kann pro Zyklus 1–3 Sekunden einsparen. Bei einem Mehrfachwerkzeug, das rund um die Uhr läuft, sind das tausende zusätzliche Teile pro Monat.
Materialsubstitution in Betracht ziehen
Wenn die Anwendung es zulässt, kann der Wechsel von einem langsam abkühlenden kristallinen Material zu einer schneller abkühlenden amorphen Alternative die Zykluszeit um 20–30% reduzieren. Zum Beispiel der Ersatz von POM durch ABS in einer nicht-kritischen Halterungsanwendung. Überprüfen Sie vor einer solchen Änderung stets die mechanischen Anforderungen.
Richtig oder falsch: Testen Sie Ihr Wissen über den Spritzgießzyklus?
„Die Abkühlzeit macht den größten Anteil am Spritzgießzyklus aus.“Wahr
Die Abkühlphase macht typischerweise 50–80% der gesamten Zykluszeit aus. Deshalb hat das Design der Kühlkanäle einen größeren Einfluss auf die Zyklusverkürzung als jeder andere einzelne Faktor.
„Eine kürzere Zykluszeit bedeutet immer niedrigere Stückkosten.“Falsch
Wenn Sie die Zykluszeit verkürzen, indem Sie die Abkühlzeit zu stark kürzen, erhalten Sie verzogene Teile, Maßabweichungen oder feststeckende Teile beim Auswerfen. Die Nacharbeit, der Ausschuss und die Sortierkosten können die Maschinenzeiteinsparungen übersteigen. Die Zyklusoptimierung muss zuerst die Qualität sicherstellen.
Das Verständnis dieser häufigen Missverständnisse ist für alle, die in die Produktionsplanung involviert sind oder Formgestaltung. Die nächste Reihe von Aussagen untersucht weiter, wie Zykluszeitentscheidungen mit Materialverhalten, Werkzeugkonstruktion und realen Produktionsbeschränkungen interagieren, denen Ingenieure täglich auf der Werkstattfläche gegenüberstehen.
Viele erfahrene Spritzgießer sind auf Situationen gestoßen, in denen Lehrbuchtheorie und Werkstattrealität auseinandergehen. Ein auf dem Papier optimaler Zyklus kann aufgrund von Schwankungen in den Materialchargeneigenschaften, Umgebungstemperaturänderungen oder subtilen Veränderungen des Werkzeugoberflächenzustands über einen langen Produktionslauf zu inkonsistenten Ergebnissen führen. Deshalb bleiben kontinuierliche Überwachung und regelmäßige Zyklusaudits Standardpraxis in gut geführten Spritzgießereien.
In Hochvolumenproduktionsumgebungen summieren sich selbst kleine Verbesserungen der Zykluszeit schnell. Eine Reduzierung um zwei Sekunden bei einem Werkzeug, das 24 Stunden am Tag läuft, bedeutet hunderte zusätzliche Teile pro Woche. Jede Anpassung muss jedoch mit Maßdaten und Fehlerverfolgung validiert werden, bevor sie in die Standardprozessparameter übernommen wird. Die Erfahrung zeigt, dass die sichersten Optimierungen zuerst auf die Kühleffizienz abzielen, gefolgt von der Reduzierung der Nachdruckzeit und dann Verbesserungen der Auswurfgeschwindigkeit.
„Heißkanalsysteme können die Zykluszeit reduzieren, indem sie die Kühlung des Angusses eliminieren.“Wahr
Heißkanäle halten das Plastik im Anguss-System zwischen den Schüssen geschmolzen, sodass keine kalte Angussmasse gekühlt und ausgestoßen werden muss. Dies eliminiert die angussbezogene Kühl- und Ausstoßzeit und reduziert auch Materialverschwendung.
„Die Einspritzzeit ist normalerweise die längste Phase im Zyklus.“Falsch
Die Einspritzzeit ist typischerweise die kurzeste Phase bei 1–10 Sekunden. Die Kühlung ist die längste Phase, oft 50–80% der gesamten Zykluszeit. Die Einspritzgeschwindigkeit ist wichtig für die Bauteilqualität, aber sie dominiert selten die Zyklusdauer.
Was sind die am häufigsten gestellten Fragen zum Spritzgusszyklus?
Wie hoch ist die durchschnittliche Spritzguss-Zykluszeit?
Die durchschnittliche Spritzguss-Zykluszeit für Serienteile liegt zwischen 15 und 45 Sekunden. Dünnwandige Verpackungen können unter 5 Sekunden laufen, während große Strukturteile 120 Sekunden überschreiten können. Die Abkühlzeit ist der dominierende Faktor in den meisten Zyklen.
Wie wird die Spritzguss-Zykluszeit berechnet?
Zykluszeit = Einspritzzeit + Nachdruckzeit + max(Abkühlzeit, Schneckenrückholzeit) + Werkzeugöffnungs-/Schließzeit + Auswurfzeit. Die max()-Funktion berücksichtigt die Überlappung zwischen Abkühlung und Schneckenrückholung.
Wie viel Prozent der Zykluszeit entfällt auf die Abkühlung?
Die Kühlung macht 50–80% der gesamten Spritzgießen-Zykluszeit aus. Für dickwandige Bauteile (4 mm+) kann die Kühlung über 80% des gesamten Zyklus liegen.
Kann man die Spritzguss-Zykluszeit nach dem Werkzeugbau noch reduzieren?
Ja. Nachbau-Optimierungen umfassen die Anpassung von Prozessparametern (Einspritzgeschwindigkeit, Nachdruckzeit, Werkzeugtemperatur), Verbesserung der Kühlmittelströmung, Hinzufügen externer Kühlvorrichtungen und in manchen Fällen die Nachrüstung von Kühlkanälen oder die Installation von Heißkanaldüsen.
Beeinflusst die Zykluszeit die Bauteilqualität?
Ja. Unzureichende Kühlzeit führt zu Verzug, dimensionaler Instabilität und Ausstoßmarken. Übermäßige Nachdruckzeit kann Überfüllung und Gratbildung verursachen. Jede Phase muss entsprechend den Material- und Bauteilgeometrieanforderungen optimiert werden.
Was ist der Unterschied zwischen Zykluszeit und Durchlaufzeit im Spritzgussverfahren?
Zykluszeit ist die Zeit pro Schuss an der Maschine (typischerweise 10–60 Sekunden). Lieferzeit ist die Gesamtzeit von der Bestellung bis zur Auslieferung (typischerweise 4–12 Wochen), die Werkzeugbau, Musterfertigung, Produktionsplanung und Versand umfasst.
Wie beeinflusst die Wandstärke die Zykluszeit?
Die Abkühlzeit skaliert etwa mit dem Quadrat der Wandstärke. Eine Verdopplung der Wandstärke vervierfacht grob die Abkühlzeit. Deshalb ist die Optimierung der Wandstärke während der DFM-Prüfung die wirkungsvollste Strategie zur Verkürzung der Zykluszeit, die vor dem Werkzeugbau zur Verfügung steht.
Brauchen Sie Hilfe bei der Optimierung Ihrer Spritzguss-Zykluszeit?
Unser Ingenieurteam kann Ihren Werkzeugentwurf auf Zyklusoptimierung prüfen, eine Fließsimulation durchführen und eine detaillierte Zykluszeitenschätzung vor dem Stahlbeschnitt liefern. Mit 45 Maschinen (90T–1850T) und über 20 Jahren Produktionserfahrung haben wir die meisten Zykluszeit-Herausforderungen gesehen – und gelöst.
Get a Free Quote →
-
thermal diffusivity: Temperaturleitfähigkeit ist ein Maß dafür, wie schnell sich Wärme durch ein Material bewegt, definiert als Wärmeleitfähigkeit geteilt durch Dichte und spezifische Wärmekapazität, gemessen in mm2/s. ↩
-
conformal cooling channels: Konformale Kühlkanäle sind Kühlpassagen in einem Werkzeug, die der Kontur des Bauteilhohlraums folgen, typischerweise durch 3D-Druck hergestellt, und bieten eine gleichmäßiger Kühlung als konventionelle, gerade gebohrte Kanäle. ↩
-
Kristallisationswärme: Latentwärme der Kristallisation ist die thermische Energie, die freigesetzt wird, wenn ein kristallines Polymer vom ungeordneten Schmelzzustand in den geordneten kristallinen Festkörperzustand übergeht, typischerweise gemessen in J/g. ↩






