 Ir al contenido
Ir al contenido 

Su gerente de producción acaba de preguntar por qué una simple cubierta tarda 45 segundos por disparo cuando el competidor cotizó 18. La respuesta casi siempre se reduce a una cosa: qué tan bien comprende—y optimiza—el ciclo de moldeo por inyección.
El ciclo de moldeo por inyección es la secuencia completa desde el cierre del molde hasta la expulsión de la pieza. Es el factor más importante que impulsa el costo por pieza en la producción de alto volumen. Si se hace mal, se queman ganancias en cada ciclo. Si se hace bien, se gana capacidad sin comprar una sola máquina nueva.
- El ciclo de moldeo por inyección incluye las etapas de inyección, empaquetado, enfriamiento y expulsión.
- El enfriamiento normalmente consume 50–80% del tiempo total de ciclo.
- El tiempo del ciclo establece directamente el costo por pieza y la tasa de utilización de la máquina.
- El grosor de la pared, el diseño de refrigeración del molde y la elección del material son los tres factores más importantes.
- Incluso una reducción de 2 segundos en un molde de alta cavidad puede ahorrar miles al mes.
¿Qué es el ciclo de moldeo por inyección?
El ciclo de moldeo por inyección es el tiempo total transcurrido desde el cierre del molde hasta la expulsión de la pieza en una moldeo por inyección máquina.
If you are comparing vendors or planning procurement, our injection molding supplier sourcing guide covers RFQ prep, qualification, and commercial risk checks.
Este ciclo es importante porque establece el límite de producción. Si tu tiempo de ciclo es 30 segundos y utilizas un molde de 4 cavidades, produces 480 piezas por hora. Reduce 5 segundos de ese ciclo y aumentas a 576 piezas por hora—un aumento de capacidad de 20% sin gasto de capital.
En nuestra fábrica de Shanghái, operamos 47 máquinas de moldeo por inyección que van desde 90T hasta 1850T. Con más de 20 años de experiencia en producción, hemos optimizado los tiempos de ciclo en miles de programas de molde. Nuestro equipo de ingeniería rastrea el tiempo de ciclo en cada trabajo, trabajando hacia atrás desde el precio unitario objetivo para determinar los parámetros de ciclo óptimos.
En nuestra fábrica, seguimos el tiempo del ciclo en cada trabajo. Cuando un cliente nos solicita alcanzar un precio unitario específico, el primer número que calculamos es el tiempo del ciclo, porque determina el costo por hora de máquina por pieza.
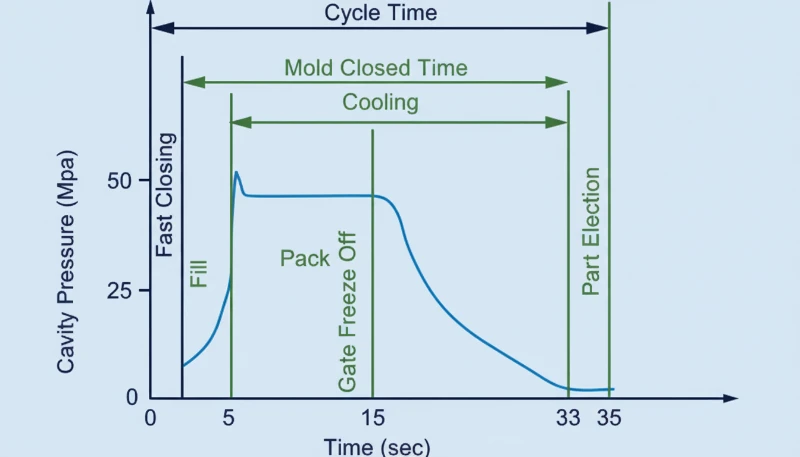
¿Cuáles son las cuatro etapas del ciclo de moldeo por inyección?
El ciclo de moldeo por inyección se compone de cuatro etapas: inyección, empaquetado, enfriamiento y expulsión, cada una impulsada por la geometría y el material de la pieza.
1. Inyección (llenado del molde)
Para la mayoría de las piezas estándar (grosor de pared 2–3 mm, resina común), la inyección llena la cavidad en 2–5 segundos. Las piezas estructurales grandes con paredes gruesas pueden tomar 8–12 segundos. El perfil de velocidad de inyección generalmente se programa en etapas—lento en la entrada para evitar chorros, rápido en la cavidad principal, luego lento nuevamente cerca del final para evitar sobrecarga.
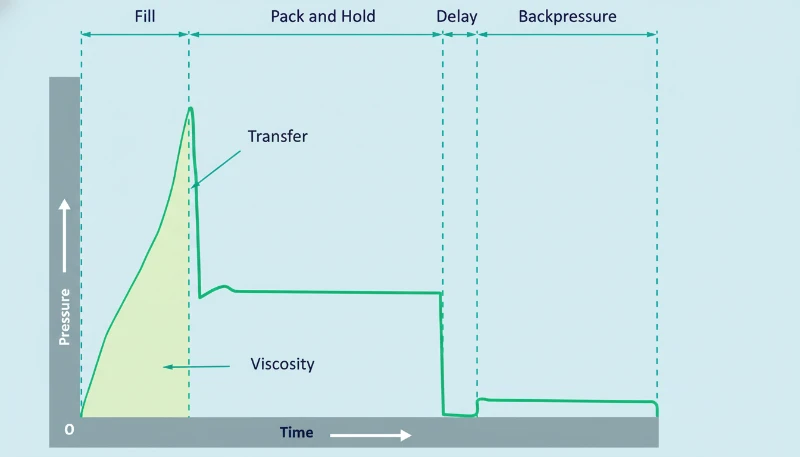
2. Empaquetado (Presión de Mantenimiento)
El tiempo de empaquetado suele durar de 5 a 30 segundos. Después de que la cavidad está nominalmente llena, el tornillo mantiene la presión para compensar la contracción volumétrica a medida que el plástico se enfría desde la temperatura de fusión hasta la temperatura de solidificación.
Esta etapa añade 5–25% más material en la cavidad después del llenado inicial. La presión de empaque debe mantenerse hasta que la entrada se solidifique—una vez que la entrada se solidifica, la presión adicional no tiene efecto en la pieza. Por esto el tamaño y ubicación de la entrada son decisiones de diseño críticas. Una entrada que se solidifica demasiado pronto resulta en una contracción excesiva; una que se solidifica demasiado tarde prolonga el ciclo innecesariamente.
El tiempo de mantenimiento óptimo se encuentra pesando las piezas con tiempos de mantenimiento crecientes hasta que el peso de la pieza se estabiliza. En ZetarMold, realizamos este estudio de sellado de la entrada en cada nuevo molde durante la toma de muestras T1.
3. Refrigeración
El enfriamiento es casi siempre la etapa más larga, representando 50–80% del tiempo total de ciclo. Los tiempos de enfriamiento típicos varían de 10 a 120 segundos, determinados principalmente por el grosor de la pared y las propiedades del material. thermal diffusivity1.
La regla general para el tiempo de refrigeración es aproximadamente proporcional al cuadrado del grosor de la pared. Duplica el grosor de la pared y el tiempo de refrigeración se cuadriplica aproximadamente. Por eso recomendamos frecuentemente la optimización del grosor de la pared durante la revisión DFM—reducir de 4 mm a 3 mm en una área no crítica puede reducir el tiempo de refrigeración casi 40%.
El diseño del canal de enfriamiento es la decisión de ingeniería más impactante para el tiempo de ciclo. Optimice el Ciclo de Moldeo por Inyección con Enfriamiento Conforme2, que siguen el contorno de la pieza, pueden reducir el tiempo de enfriamiento en un 20-40% en comparación con los canales rectos perforados convencionales. Para la producción de alto volumen, esto por sí solo puede justificar el mayor costo de la herramienta.
4. Expulsión y apertura del molde
El tiempo de expulsión suele durar de 2 a 10 segundos. Esta etapa incluye la apertura del molde, la expulsión de la pieza (mediante pasadores eyectores, placas desmoldeadoras o chorros de aire) y cualquier tiempo de retiro por robot u operador, seguido del cierre del molde para el siguiente ciclo.
Para producción automatizada con extracción robótica de piezas, planifique 3\u20136 segundos. La extracción manual añade 1\u20133 segundos. La distancia de apertura del molde, el movimiento de expulsión y la presencia de acciones laterales (levas, correderas) afectan este tiempo.

El tamaño de la máquina también juega un papel: una máquina de 80T podría abrir y cerrar en 4 segundos, mientras que una máquina de 1000T necesita de 10 a 15 segundos para la misma acción debido a la mayor distancia de recorrido de la placa y al peso más pesado del molde.
¿Cuánto dura un ciclo típico de moldeo por inyección?
Un ciclo de moldeo por inyección típico es entre 10 y 60 segundos para la mayoría de las piezas de producción. Los envases de pared fina pueden funcionar en menos de 5 segundos, mientras que las piezas estructurales grandes de pared gruesa pueden superar 120 segundos.
| Tipo de pieza | Espesor de pared | Ciclo típico | Cuello de botella clave |
|---|---|---|---|
| Envase de pared delgada | 0.5–1.0 mm | 3–8 segundos | Velocidad de inyección |
| Carcasa de electrónica de consumo | 1.5–2.5 mm | 12–25 segundos | Tiempo de enfriamiento |
| Automotive interior | 2.0–3.5 mm | 20–45 seconds | Tiempo de enfriamiento |
| Componente de dispositivo médico | 1.0–3.0 mm | 15–35 segundos | Empaque + enfriamiento |
| Pieza estructural grande | 4.0–8.0 mm | 60–120+ segundos | Tiempo de enfriamiento |
La tabla anterior muestra algo obvio: el enfriamiento domina. Para piezas con un grosor de pared superior a 2 mm, el enfriamiento es donde primero deberías enfocar los esfuerzos de optimización.
¿Cómo se calcula el tiempo total del ciclo?
El tiempo total del ciclo es la suma del tiempo de inyección, tiempo de empaque, tiempo de enfriamiento y tiempo de apertura/cierre del molde más el tiempo de expulsión. En la práctica, la recuperación del husillo (plasticización) se superpone con el enfriamiento, por lo que el ciclo efectivo está dominado por la etapa no superpuesta más larga.
La fórmula básica:
Fórmula del Tiempo de Ciclo:
Tciclo = Tinyección + Tempaquetado + máx(Trefrigeración, Trecuperación del tornillo) + Tapertura/cierre del molde + Tejection
Para una estimación rápida del tiempo de inyección:
Estimación del tiempo de inyección:
Tinyección = Vinyección / (0.20–0.50 × Vmáx) + tbase
Como ejemplo práctico, considere una carcasa estándar de PP de 3 mm de espesor de pared producida en una máquina de 200T. La inyección llena la cavidad en unos 3 segundos, el empaque se mantiene durante 8 segundos, el enfriamiento requiere 18 segundos, y la apertura/cierre del molde más la expulsión toma 5 segundos. Tiempo total del ciclo: aproximadamente 34 segundos por disparo, produciendo aproximadamente 106 piezas por hora a partir de un molde de una sola cavidad.
¿Qué factores afectan más el tiempo del ciclo?
El espesor de pared, el diseño de enfriamiento del molde y las propiedades térmicas del material tienen el mayor impacto en el tiempo de ciclo. Los factores secundarios incluyen el diseño de la compuerta, la capacidad de la máquina y la complejidad de la expulsión de la pieza.
El tiempo de recuperación del husillo a menudo se superpone con el enfriamiento y debe considerarse en el cálculo general. Si el husillo no puede recuperar completamente (recargar) la siguiente inyección de material fundido antes de que finalice la etapa de enfriamiento, el tiempo de recuperación se convierte en el cuello de botella, extendiendo el tiempo total del ciclo mucho más allá de lo que sugeriría el cálculo de enfriamiento solo.
Espesor de pared
El espesor de pared es el factor más influyente porque el tiempo de enfriamiento aumenta con el cuadrado del espesor. Reducir una pared de 4 mm a 3 mm puede reducir el tiempo de enfriamiento aproximadamente en un 44%. Por eso, la retroalimentación de DFM sobre el espesor de pared no es solo algo agradable de tener: afecta directamente el costo por pieza.
Diseño de Enfriamiento del Molde
El número, diámetro y proximidad de los canales de enfriamiento a la superficie de la cavidad determinan la rapidez con que se extrae el calor. Un circuito de enfriamiento bien diseñado mantiene una diferencia de temperatura entre el agua de entrada y salida de menos de 3°C. Si su delta-T es de 8°C, tiene un problema de flujo de enfriamiento.
Selección de materiales
Los polímeros cristalinos (PP, POM, PEEK) liberan calor latente de cristalización3 durante la solidificación, extendiendo el tiempo de enfriamiento en un 30–50% en comparación con los polímeros amorfos (ABS, PC, PMMA) con espesor de pared equivalente. Los materiales rellenos (nylon con fibra de vidrio, PP con minerales) conducen mejor el calor y a menudo se enfrían más rápido.
Para moldes de múltiples cavidades, la distribución del canal también afecta el tiempo de ciclo. Un sistema de canal equilibrado garantiza que todas las cavidades se llenen y empaquen de manera uniforme, evitando que las cavidades sobreempaquetadas requieran un enfriamiento excesivo. Los canales desequilibrados pueden obligarle a extender el tiempo de enfriamiento para acomodar la cavidad que se llena más lentamente.
Diseño de la Entrada y Sistema de Canales
Las herramientas avanzadas de simulación (Moldflow, Moldex3D) pueden predecir el tiempo de ciclo antes de cortar el acero, permitiendo a los diseñadores de moldes optimizar el diseño de enfriamiento y la ubicación de las compuertas virtualmente. Esto reduce el número de iteraciones físicas necesarias durante el muestreo.
El tamaño de la compuerta determina cuánto tiempo es efectiva la presión de empaque antes de que se congele la compuerta. Un sistema de canal caliente elimina el desperdicio del canal y a menudo reduce el tiempo de ciclo porque no hay masa de canal fría que enfriar y expulsar. Los moldes de canal frío, especialmente los diseños de tres placas, añaden tanto tiempo de enfriamiento como de apertura del molde.
Capacidad de la Máquina
La velocidad de inyección, la fuerza de cierre y la velocidad de la placa contribuyen. Una máquina moderna accionada por servomotor puede abrir y cerrar el molde entre un 15 y un 20% más rápido que una máquina hidráulica antigua de la misma tonelaje. Si su ciclo está limitado por la máquina, actualizar a una máquina más rápida o con mayor capacidad de plastificación puede ser más rentable que las modificaciones del molde.
¿Cómo se puede reducir el tiempo de ciclo sin sacrificar la calidad?

Las formas más efectivas de reducir el tiempo de ciclo son optimizar los canales de enfriamiento, reducir el espesor de la pared y dimensionar correctamente el tiempo de sellado de la compuerta.
Optimice primero el enfriamiento
Dado que el enfriamiento representa el 50–80% del tiempo del ciclo, aquí es donde se encuentran las mayores ganancias. Utilice simulación térmica (análisis de flujo del molde) para identificar puntos calientes antes del mecanizado. Considere canales de enfriamiento conformes para moldes de alto volumen: pueden reducir el tiempo de enfriamiento en un 20–40%.
Asegurar un flujo adecuado de refrigerante. El objetivo es un flujo turbulento (número de Reynolds > 4000) en cada canal. Si su taller usa agua del grifo en verano sin un enfriador, la temperatura del agua aumenta y la eficiencia de enfriamiento disminuye significativamente.
Dimensionar Correctamente el Tiempo de Empaquetado
Muchos moldeadores establecen un tiempo de empaque excesivo como margen de seguridad. Realice un estudio de sellado de compuerta: pese las piezas a 5, 10, 15, 20 segundos de empaque. Cuando el peso de la pieza deja de aumentar, ha encontrado el tiempo mínimo efectivo de empaque. Cualquier cosa más allá de eso es tiempo perdido.
Utilice Operaciones Simultáneas del Robot
Si utiliza un robot para la extracción de piezas, programe para que comience la extracción durante la apertura del molde en lugar de esperar a la apertura completa. Esto puede ahorrar entre 1 y 3 segundos por ciclo. En un molde de alta cavidad que funciona 24/7, eso son miles de piezas adicionales por mes.
Considere la sustitución de material
Si la aplicación lo permite, cambiar de un material cristalino de enfriamiento lento a una alternativa amorfa de enfriamiento rápido puede reducir el tiempo de ciclo entre un 20 y un 30%. Por ejemplo, reemplazar POM con ABS en una aplicación de soporte no crítica. Siempre verifique los requisitos mecánicos antes de realizar este cambio.
¿Verdadero o Falso: Prueba tu conocimiento sobre el ciclo de moldeo por inyección?
“El tiempo de enfriamiento representa la mayor parte del ciclo de moldeo por inyección.”Verdadero
El enfriamiento típicamente representa el 50–80% del tiempo total del ciclo. Por eso el diseño de los canales de enfriamiento tiene más impacto en la reducción del ciclo que cualquier otro factor individual.
““Un tiempo de ciclo más corto siempre significa un costo por pieza más bajo.””Falso
Si reduces el tiempo de ciclo cortando el enfriamiento demasiado, obtienes piezas deformadas, rechazos dimensionales o piezas atascadas durante la expulsión. Los costos de reprocesamiento, desperdicio y clasificación pueden superar los beneficios del tiempo de máquina. La optimización del ciclo debe mantener la calidad primero.
Comprender estos conceptos erróneos comunes es esencial para cualquier persona involucrada en la planificación de producción o diseño de moldes. El siguiente conjunto de declaraciones explora más a fondo cómo las decisiones de tiempo de ciclo interactúan con el comportamiento del material, el diseño de herramientas y las limitaciones de producción del mundo real que los ingenieros enfrentan en la planta de producción todos los días.
Muchos moldeadores experimentados han enfrentado situaciones donde la teoría académica y la realidad del taller divergen. Un ciclo que parece óptimo en papel puede producir resultados inconsistentes debido a variaciones en las propiedades del lote de material, cambios en la temperatura ambiente o cambios sutiles en la condición de la superficie del molde durante una producción prolongada. Por eso, el monitoreo continuo y las auditorías periódicas del ciclo siguen siendo prácticas estándar en instalaciones de moldeo bien gestionadas.
En entornos de producción de alto volumen, incluso pequeñas mejoras en el tiempo de ciclo se acumulan rápidamente. Una reducción de dos segundos en un molde que funciona 24 horas al día se traduce en cientos de piezas adicionales por semana. Sin embargo, cualquier ajuste debe ser validado con datos dimensionales y seguimiento de defectos antes de ser incorporado en los parámetros del proceso estándar. La experiencia muestra que las optimizaciones más seguras se enfocan primero en la eficiencia del enfriamiento, seguida por la reducción del tiempo de compactación y luego las mejoras en la velocidad de expulsión.
“Los sistemas de corredores calientes pueden reducir el tiempo de ciclo eliminando el enfriamiento del corredor.”Verdadero
Los corredores calientes mantienen el plástico en el sistema de corredores fundido entre disparos, por lo que no hay masa de corredor frío para enfriar y expulsar. Esto elimina el tiempo de enfriamiento y expulsión relacionados con el corredor, y también reduce el desperdicio de material.
“El tiempo de inyección suele ser la etapa más larga del ciclo.”Falso
El tiempo de inyección es generalmente la etapa más corta, de 1–10 segundos. El enfriamiento es la etapa más larga, frecuentemente 50–80% del tiempo total del ciclo. La velocidad de inyección es importante para la calidad de la pieza, pero raramente domina la duración del ciclo.
¿Cuáles son las preguntas más frecuentes sobre el ciclo de moldeo por inyección?
¿Cuál es el tiempo promedio del ciclo de moldeo por inyección?
El tiempo de ciclo promedio de moldeo por inyección para piezas de producción oscila entre 15 y 45 segundos. El envasado de pared delgada puede funcionar en menos de 5 segundos, mientras que las piezas estructurales grandes pueden superar los 120 segundos. El tiempo de enfriamiento es el factor dominante en la mayoría de los ciclos.
¿Cómo se calcula el tiempo de ciclo de moldeo por inyección?
Tiempo de ciclo = tiempo de inyección + tiempo de empaque + max(tiempo de enfriamiento, tiempo de recuperación del husillo) + tiempo de apertura/cierre del molde + tiempo de eyección. La función max() considera la superposición entre el enfriamiento y la recuperación del husillo.
¿Qué porcentaje del tiempo de ciclo es enfriamiento?
El enfriamiento representa 50–80% del tiempo total del ciclo de moldeo por inyección. Para piezas de pared gruesa (4 mm+), el enfriamiento puede superar el 80% del ciclo total.
¿Se puede reducir el tiempo de ciclo de moldeo por inyección después de construir el molde?
Sí. Las optimizaciones posteriores a la construcción incluyen ajustar los parámetros del proceso (velocidad de inyección, tiempo de compactación, temperatura del molde), mejorar el flujo del refrigerante, agregar dispositivos de enfriamiento externos y, en algunos casos, remodelar los canales de enfriamiento o instalar boquillas de corredores calientes.
¿Afecta el tiempo de ciclo la calidad de la pieza?
Sí. Un tiempo de enfriamiento insuficiente causa deformación, inestabilidad dimensional y marcas de expulsión. Un tiempo de compactación excesivo puede causar sobrecompactación y rebabas. Cada etapa debe ser optimizada según los requisitos del material y la geometría de la pieza.
¿Cuál es la diferencia entre el tiempo de ciclo y el tiempo de entrega en la inyección de plásticos?
El tiempo de ciclo son los segundos por disparo en la máquina (típicamente 10-60 segundos). El tiempo de entrega es el tiempo total desde el pedido hasta la entrega (típicamente 4-12 semanas), que incluye construcción del molde, muestreo, programación de producción y envío.
¿Cómo afecta el grosor de la pared el tiempo de ciclo?
El tiempo de enfriamiento escala aproximadamente con el cuadrado del espesor de pared. Duplicar el espesor de pared cuadruplica aproximadamente el tiempo de enfriamiento. Por eso la optimización del espesor de pared durante la revisión de DFM es la estrategia de reducción de tiempo de ciclo más impactante disponible antes de que comience la fabricación de herramientas.
¿Necesita Ayuda Optimizando Su Ciclo de Moldeo por Inyección?
Nuestro equipo de ingeniería puede revisar el diseño de su molde para optimizar el ciclo, ejecutar simulaciones de flujo de molde y proporcionar una estimación detallada del tiempo de ciclo antes de cortar el acero. Con 45 máquinas (90T–1850T) y más de 20 años de experiencia en producción, hemos visto y solucionado la mayoría de los desafíos relacionados con el tiempo de ciclo.
Get a Free Quote →
-
thermal diffusivity: La difusividad térmica es una medida de la rapidez con que el calor se mueve a través de un material, definida como conductividad térmica dividida por densidad y capacidad calorífica específica, medida en mm²/s. ↩
-
Optimice el Ciclo de Moldeo por Inyección con Enfriamiento Conforme: Los canales de enfriamiento conformales son pasajes de enfriamiento en un molde que siguen el contorno de la cavidad de la pieza, generalmente fabricados mediante impresión 3D, proporcionando un enfriamiento más uniforme que los canales rectos perforados convencionales. ↩
-
calor latente de cristalización: El calor latente de cristalización es la energía térmica liberada cuando un polímero cristalino pasa de un estado fundido desordenado a un estado sólido cristalino ordenado, generalmente medida en J/g. ↩






